섬유 시이트 및 그 제작 방법
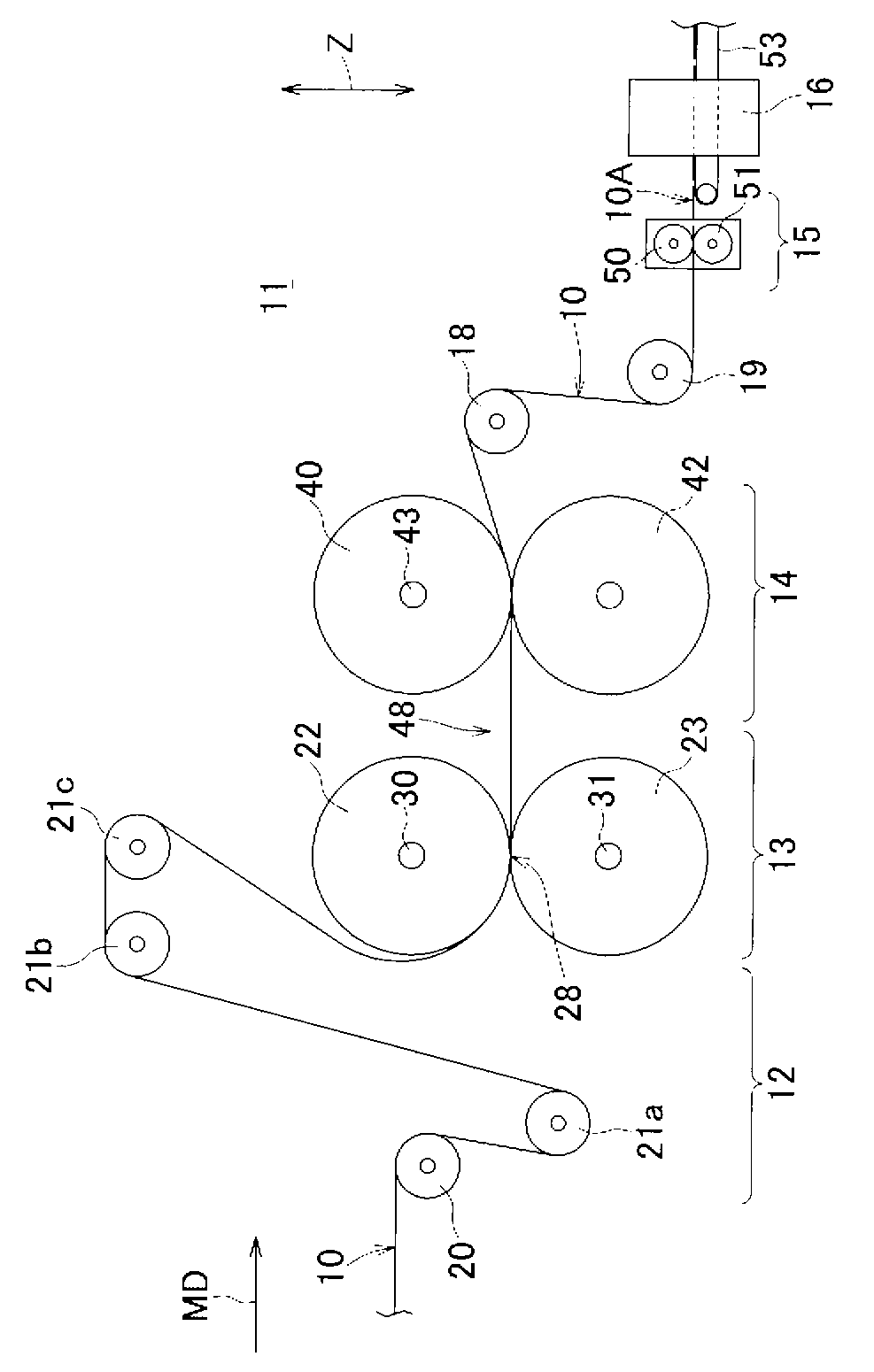
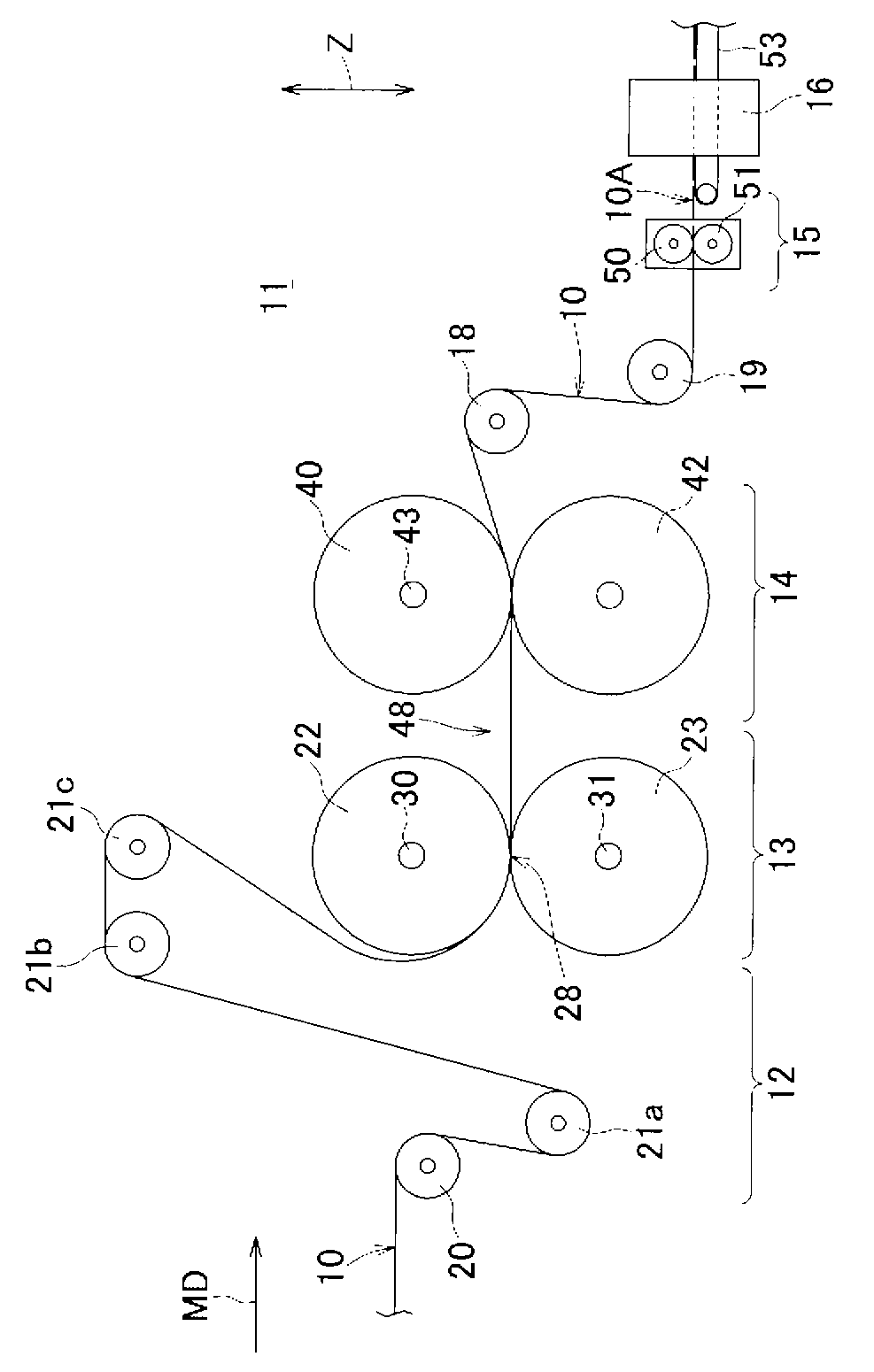
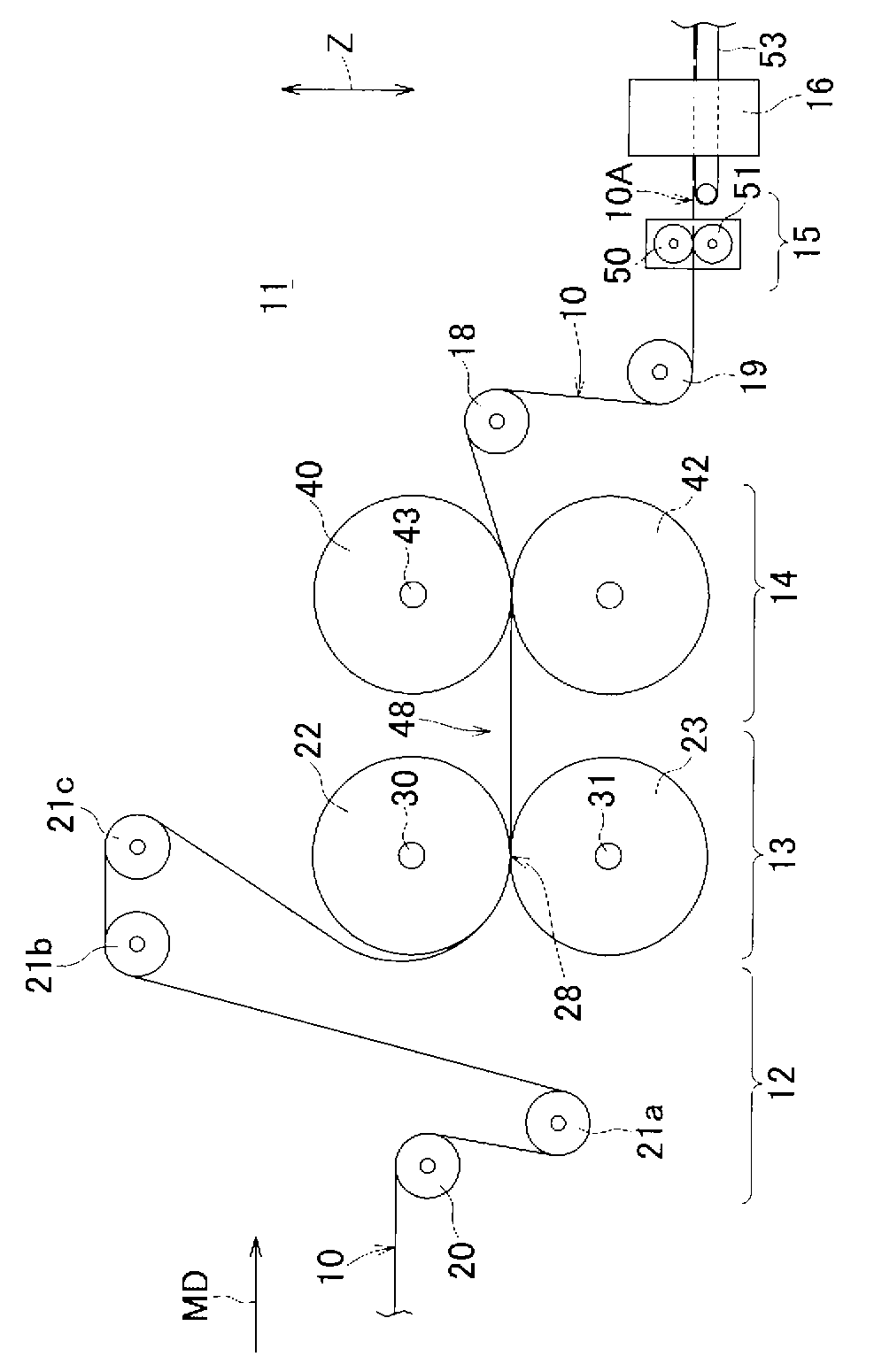
The disclosure comprises water tissue and the like sheet, fiber sheets to small number for method are disclosed. Fiber sheet to process small number are publicly known method including number and extensibility of the flexibility as compared over. For example, JP 2007 provided 177384A (PTL 1) the call to a pair of roll of binding portion providing a continuous supply of fiber sheets by retractable fiber sheets may have an elongate fiber sheet having a small number ratio required stretching method disclosure as follows. PLT 1 to the invention disclosure associated with small number fiber sheet fiber sheet and process according to the method, at least partially elastomeric fibers containing an expandable sheet gear roll of binding portion fed to a flexible state, the sheet is required flexibility and extensible 1308. ball number. In addition, since the elastically stretchable sheet itself, sheet depends on a gear roll of stretch under the binding portion than the fiber are torn during deformations should not be disclosed. On the other hand, is connected to the tissue such that water is flexible for bulk (bulkiness) and number fiber sheet is produced by continuous elastomeric fibers without containing mainly made and non - elastomer fibers, gear roll by 3 dimensional configuration encoded ball number. In the case of on, continuous fiber sheet is produced by gear roll of binding portion defined oil supplied its own ball number. The, non - elastomeric fibers are continuous fibers sheet can be destroyed to build multiple holes of several sections kg. The present invention refers to number 1 and number 2 aspect including embodiments disclosed. A method aspect of the present invention number 1 non - elastomeric fibers to small number of fiber sheets which, moving direction of the sheet of material and method bulkiness configured to feed - out driving process continuous fiber sheet, and continuous fiber sheet movement direction transverse to the axis which respectively extend a plurality of gear combinations thereof part continuous fiber sheet on the movement direction of the continuous fibers sheet supply (gathers) configured to form a continuous waveform dog compared to forming processes, - out - out - out than faster speed driving of feed dog compared to feed of the fabrication process, without mechanically destroyed non - elastomeric fibers are continuous fiber sheet on dog compared to to form, substantially in the direction of the continuous fibers are stretched condition and feeder forming dog compared to sheet depends, to develop a continuous sheet cut to size substrate. Aspects of the present invention number 2 number 1 number 2 number 1 direction and perpendicular direction which fiber sheet of non - elastomeric fibers, the fiber sheet , wiping the fixation surface opposite the first surface, number 1 and number 2 direction alternately disposed convex portions and concave portions signals, grating - type embossing lines, and embossing lines embossing region surrounded by at least one non - includes the. Figure 1 shows a device according to an embodiment of the present invention continuous fibers sheet leading and a smaller number also exemplified coarse, small portion of the device as shown in perspective view and Figure 2 number, Figure 3 between binding portion is exemplified the freshness and to a pair of roll, Figure 4 continuous fibers sheet depends to a pair of roll and between binding portion retained in a state in which the leading and internally pressurized exemplified, fiber sheets as shown in perspective view and Figure 5, Figure 6 shows a VI-a VI along the first cross-section of Figure 5 taken coarse are disclosed. The reference also 1 and 2 also, of the present invention fiber sheet (10A) used as the material of continuous fibers sheet (10) number of small device (11) comprises a continuous fiber sheet (10) moves (MD) machine direction (moving direction), cross-direction (CD) perpendicular to the machine direction (MD), machine direction (MD) and cross direction (CD) and (Z) has a vertical direction perpendicular to both. Small device number (11) toward the downstream from the upstream of is be described. Small number device (11) - out (feed a-out) further includes the drive unit (12), dog compared to (gather) forming unit (13), embossing unit (14), cutting unit (15), and liquid impregnation unit (16) comprises. Feed - out drive unit (12) continuous fibers includes a sheet (10) of consists of quickly. Dog compared to forming unit (13) dog compared to the machine direction (MD) continuously or packages (29) consecutively and fiber sheet (10) to the consists of number. Embossing/d step [sing unit (14)/d step [sing lines curved embossing structure is continuous fiber sheet (10) to the consists of number. Cutting unit (15) continuous fibers includes a sheet (10) consists of to cut into a desired size. Liquid impregnation unit (16) medical solution such as water and liquid fiber sheet (10A) so as to render the consists of impregnated. Said configuration, embossing unit (14) after the passage of a continuous fiber sheet (10) guide roll (18) number 2 through driving roll (19) defined by a cross-machine direction (MD) imposed oil during 2000.<Continuous fiber sheet>Continuous fiber sheet (10) about 0. 3 To about 1. 0 Mm, preferably 0. 5 To about 0. About 30 to about 80 g/m2 symbolic design having 7 mm sheet thickness and weight of machine direction (MD) and continuously are disclosed. Continuous fiber sheet (10) is substantially non-stretchable elastomeric fibers are non - - has characteristics. The term "substantially non - retractable characteristics" component fibers are stretched itself not, i.e. component does not contain elastomeric fibers that fibers means that the substrate. However, the term on the next situation, i.e. component fibers at the points of intersection between the interdigitated fingers (fusion bonding) or thermally bonded fiber component are separated from each other situation in a sitcom substrate. In addition, dimensional configurations of tangling and entwining or thermal bonding between fibers 3 of fibers due to structurally altered. Examples of non - elastomeric fibers pulp, cotton and rayon fibers having cellulose - based fiber in addition water-absorbent high such as, polyethylene, polypropylene, polyester, and comprising the synthetic fiber such as nylon. The monofilament fibers can be continuous or synthetic fiber, core - sheath composite fibers can be in - (core provided in a non-sheath). Each fibers as combination method, a combination of various publicly known method can be used. However, flexible continuous fiber sheet (10) in order to number spun race method (spun lace method) by each other entangled fibers which number fluid bath method, or air - through (air provided through) by thermally bonded to one another via hot air processing method using fibers which number bath method can be preferably. In addition, embossing unit (14) required by pressure bonding between fibers in order to configuration pattern number, continuous fiber sheet (10) preferably has a, can be partially comprised of thermoplastic fibers. Furthermore, continuous fiber sheet (10) comprises a plurality of fibers layer said ratio of fibers can be different. <Feed - out drive unit (feed - out driving process)>continuous fiber sheet (10) imposed during a prescribed oil dog compared to forming unit (13) when cross-machine direction (MD), feed - out drive unit (12) is dog compared to forming unit (13) to continuous fiber sheet (10) acts as a means for regulating the supply of, driving roll number 1 (20) and a plurality of guide rolls (21a, 21b, and 21c) comprising the. Number 1 driving roll (20) the dog compared to forming unit (13) referred to under a gear roll (22, 23) (mm/sec) a pair of circumferential velocity of (V2) [under referred to as teeth (teeth) (25, 26) each of the flank (25b, 26b) rotational speed of] angular velocity (mm/sec) have faster than (V1). An editing unit surface, gear roll (22, 23) are circumferential velocity of the driving roll number 1 (V2) (20) (V1) circumferential velocity of more slowly than disclosed. Dog compared to forming unit (13) in, continuous fiber sheet (10) number 1 is driving roll (20) at a rate that is lower than the circumferential velocity of (V1) that rolls off roll (22, 23) between the binding portion (28) and are supplied to pass through the substrate. The, continuous fiber sheet (10) guide roll (21c) and dog compared to forming unit (13) without relaxation between transfer thereto. Number 1 driving roll (20) number 2 (V1) circumferential velocity of the driving roll (19) equal circumferential velocity of gear roll (22, 23) (V2) of circumferential speeds faster than disclosed. For circumferential speed (V2) angular velocity ratio of about 101 to about 200% (V1) (V1/V2 × 100), preferably from about 140% 101 are disclosed. I.e., driving roll number 1 (20) has a gear roll (22, 23) of circumferential velocity of 1 (V2). 01 To 2. 0 Times, more preferably 1. 01 To 1. 4 Times consists of circumferential velocity of (V1) so as to rotate. Thus, as shown in fig. 4, machine direction (MD) having defined length (L) dog compared to forming unit (13) of binding portion (28) for, a predetermined length (L) of a predetermined multiple of a length of a continuous fiber sheet (10) per unit time (seconds) amount of supplied. Wherein, said gear supply roll (22, 23) each of the (25, 26) between binding portion (D) depth of proportional to the other. The, supply depth (D) to zero if the increased or reduced. The reference 2 also><dog compared to forming unit (dog compared to forming process) and also 3, dog compared to forming unit (13) on each outer circumferential surface each teeth (pinion) (25, 26) to a pair of having roll (22, 23) comprising the. Teeth (25) and teeth (26) runs in each of the cross-direction (CD), teeth (25, 26) bind to each other. Continuous fiber sheet (10) is gear roll (22, 23) between the binding portion (28) when supplied, to continuous waveform dog compared to machine direction (MD) (29) are continuous fiber sheet (10) in a transfer liquid. Gear roll (22, 23) each of teeth (25, 26) are each tapered shape to form almost trapezoidal cross-section rotating shaft (30, 31) of a radially outer extended in a first. Teeth (25, 26) respective tooth portion (25a, 26a) and flank (25b, 26b) same number. Gear roll (22) of teeth (25) in, circumferentially adjacent two flank (25b) distance between these (R) [pitch: gear roll (22) circumferentially at the adjacent two teeth (25) distance between these central portion each of] about 1. 0 To about 4. 0 Mm are disclosed. Each teeth (25) of flank (25b) (W1) width of about 0. 2 To about 1. 2 Mm are disclosed. Each teeth (25) of a tooth portion (25a) (W2) width of about 0. 5 To about 1. 5 Mm are disclosed. The grooves (27) two tooth portion (25a) (W3) a width of about 0. 5 To about 1. 5 Mm are disclosed. The grooves (27) (H) [teeth (25) of height] depth of about 0. 8 To about 3. 0 Mm are disclosed. Teeth (25, 26) between the binding portion (D) depth of about 0. 2 To about 1. 0 Mm are disclosed. Wherein, gear roll (23) of each of the teeth (26) are gear roll (22) of each of the teeth (25) to those of the same shape, the same size, and have the same dimensions. In addition, teeth (25, 26) each of the flank (25b, 26b) each preferably, they continuous fiber sheet (10) on when pressed against a continuous fiber sheet (10) to prevent breakdown of encoded . Gear roll (22, 23) each of a rotating shaft (30, 31) each of the drive means (not shown) independently driving force for delivering ball number is encoded. Gear roll (22, 23) have the same circumferential speed (V2) are fixed in each other. In the state of not substantially direction and feed - out drive unit (12) relaxed in continuous fiber sheet (10) is gear roll (22, 23) between the binding portion (28) is supplied. Continuous fiber sheet (10) is "not substantially are stretched" state are stretched sheet itself does not continuous fiber sheet (10) induce strain factor means including the transfer process when the substrate. In such status, non - retractable sheet (10) about 1. 05 Times or less have a ratio of flexible. The reference also 4, of shifting on continuous fiber sheet (10) comprises a continuous fiber sheet (10) direction and relatively low oil without substantial imposed in dog compared to forming unit (13) is supplied. The, adjacent each other and teeth (25, 26) each of the flank (25b, 26b) partially at an inclination between continuous fiber sheet (10) to form a first set of imposed not substantially oil. A whole, continuous fiber sheet (10) comprises teeth (25, 26) each of the flank (25b, 26b) and pressed against and, thereby continuous fiber sheet (10) sequentially machine direction (MD) bent and folded, then continuous waveform dog compared to machine direction (MD) to (29) are formed therein. In addition, in oil substantially not subject to continuous fiber sheet (10) is dog compared to forming unit (13) and dog compared to supply (29) are continuous fiber sheet (10) in a transfer liquid. The, continuous fiber sheet (10) the dog compared to a non - elastomeric fibers (29) is formed of flexible and mechanically designed not to, holes continuous fiber sheet (10) made on a part of. In addition, compared to the case when the including elastomeric fibers, continuous fiber sheet (10) is formed on the substrate easily for fold lines in charge retention properties. The, are not returned to the dog compared to displacement of its reduces the percentage. Continuous fiber sheet (10) comprises teeth (25, 26) each of the flank (25b, 26b) about 50 to about 77 degrees angle (α) (fold angle) for folded substrate. 50 Degrees or greater than a minimum angle (α) is folded, continuous fiber sheet (10) is dog compared to (29) for properties maintain the fold lines within easily formed on the substrate. The, impregnating fibers or even medical solution so that swelling, dog compared to (29) of compositional greatly collapse not to substrate. As a result, continuous fiber sheet (10) required flexible ball number is encoded. Therefore, continuous fiber sheet (10) for cleaning the sheet when used as the newborn's hips, neonatal specific soft waste are waveforms of the contact pads by means of a shape dog compared to sufficiently vehicle from the outside (then rinsed with a liquid substrate). In this regard, a folded angle (α) is 50 degrees or greater than, on effects are achieved. However, 77 degrees or greater than a minimum angle (α) is folded, continuous fiber sheet (10) to be broken teeth (25, 26) are at an acute angle continuous fiber sheet (10) physical inwardly into as long as disclosed. Then, binding portion (28) above and fold angle (α) within the range of continuous fiber sheet (10) to firmly folding, binding portion (28) preferably next according to the number of ways. Continuous fiber sheet (10) has a thickness of about 0. 5 To 0. 7 Mm are disclosed. Gear roll (22, 23) for driving roll number 1 (V1) (V2) circumferential velocity of about 101 to about 140% of circumferential velocity of are disclosed. Binding portion (D) depth of about 0. 2 To about 0. 5 Mm are disclosed. Gear roll (22, 23) can be heated to a temperature predetermined one of or both. For example, heating means (not shown) has a gear roll (22, 23) to heat the gear roll body rates (22, 23) can be positioned at each of each of the rotating shaft. Gear roll (22, 23) are when heated, dog compared to (29) for each of the fold lines by heat action maintains the ball number is easily properties, dog compared to (29) of further retaining performance is improved. In particular, e.g. cellulose - based fibers continuous fiber sheet (10) is used for a dram, continuous fiber sheet (10) is heated gear roll (22, 23) when pressure contact with, water contained in the original fiber itself evaporated substrate. As a result, so that the continuous fiber sheet prevents fiber (10) on a request in a configuration in which easily moulded. Continuous fiber sheet (10) containing thermoplastic fibers when, gear roll (22, 23) of upon heating of heating temperature is preferably, thermoplastic fibers of not higher than thermal junction temperature set with each other. For example, when used as a polyethylene thermoplastic fibers, about 100 °C or less heating temperature is set to a substrate. Similarly, when used polypropylene, heating temperature range of about 100 to 150 °C selected to. Gear roll (22, 23) each of the flank (25b, 26b) in each of the temperature of the heating means in about 5 °C shall further the temperature outside the room. The, thermoplastic fibers of thermoplastic fibers are bonded together at junction temperature lower than the setting temperature at least than the non-cured without enabled substrate. As a result, continuous fiber sheet (10) of flexibility may be dog compared to (29) damaged by an rectifying part substrate. Also><embossing unit (embossing process) as shown in 2, embossing unit (14) is embossing roll (40) and the pressure roller (42) having a predetermined wavelength. Embossing roll (40) has an outer circumferential surface (40a) on net - shaped embossed part (41) comprises. The pressure roller (42) is embossing roll (40) toward the intervals therebetween disposed smooth outer circumferential surface (42a) has a. Continuous fiber sheet (10) is embossing roll (40) the pressing roller (42) when the refrigerant passes through a clearance formed between the pressure contact state, the pressure roller (42) about the outer circumference of surface (42a) and embossed part (41) line pressure caused by continuous fiber sheet (10) and imposed upon, thereby lattice referred to under - type embossing line (45) are embossed part (41) by continuous fiber sheet (10) in a transfer liquid. Embossing roll (40) and the pressure roller (42) having a diameter less than about 200 to about 400 mm defined curvature of the mutually the same configuration and the same size and shaped, about 0 therebetween. 1 Mm intervals toward each other disposed thereon. Embossing roll (40) adapted to heat the entire body rotating shaft (43) can be disposed on the heating means. In particular, embossing roll (40) about 90 to about 120 °C embossed part to the entire body (41) can be heated to heating. Embossing roll (40) when heating, continuous fiber sheet (10) even when free thermoplastic fibers, the fibers are continuous fiber sheet (10) pressure contact with heated embossed part (41) is cured by heat action of the compressed substrate. As a result, continuous fiber sheet (10) predetermined configuration is more easily moulded. Continuous fiber sheet (10) when partially containing thermoplastic fibers, embossing roll (40) heated to a temperature higher than thermal junction temperature thermoplastic fibers and the fibers to be joined to each other by softening urged into the required configuration causes may be molded. In this case, continuous fiber sheet (10) is compressed and on the top surface, this partially cured substrate. However, both upper and lower surfaces as flexible holds the fibers. In addition, the shape of one number-average, embossed part (41) formed by embossed line (45) are referred to as dog compared to under (29) for holding the effect of configuration, embossed line (45) are dog compared to (29) for at least waveform portions crossing can be in one direction. Embossing roll (40) (mm/sec) (V3) circumferential velocity of the gear roll (22, 23) (V2) of circumferential speeds faster than disclosed. In addition, as shown in fig. 1, dog compared to forming unit (13) and embossing unit (14) a distance between the portion (48) disposed thereon. I.e., dog compared to forming unit (13) and embossing unit (14) being arranged close to each other but not, spaced a predetermined distance therebetween in this way - encoded ball number. The, dog compared to forming unit (13) is formed by heated in the dog compared to (29) are predetermined period cooled, then embossing unit (14) movable substrate. Therefore, dog compared to (29) are embossing unit (14) even if heated in pressurized, dog compared to (29) are is more than would otherwise cause difficulties in return to the flat state. Again reference the cutting unit (cutting process) also><1, embossing unit (14) passes through a continuous fiber sheet (10) guide roll (18) number 2 through driving roll (19) have an elongate cross-machine direction (MD) required by the imposed force during 2000. Subsequently, a cutter roll configured to a given speed (50) and cutter roll (50) for a them (anvil) configured to receive an anvil roll (51) including a cutting unit (15) in, continuous fiber sheet (10) cut to size required in fiber sheet (10A) are obtained. Fiber sheet (10A) are machine direction (MD) the transfer belt (53) carried by the substrate. Wherein, continuous fiber sheet (10) to driving roll number 2 (19) defined by imposed oil because, cutter roll (50) preferably has a circumferential velocity of (mm/sec), embossing roll (40) are set so that the circumferential velocity of faster than (V2). Liquid impregnation unit (liquid impregnation process)<>cutting unit (15) cut to size required in a fiber sheet (10A) liquid impregnation unit (16) with water in liquid such medical solution are impregnated. Fiber sheet (10A) impregnated in the composition of wet sheet of applications differ as to be medical solution it became work number. For example, continuous fiber sheet (10) for cleaning the sheet when used as children of the hips, 10 weight % and 90% by weight propylene glycol examples of medical solution of water mixed solution, and 7% by weight propylene glycol, 0. 5% By weight of paraben, and 92. 5% By weight of water by means of the mixed solution. Liquid impregnation unit (16) continuous fiber sheet (10) preferably 200 to 400% liquid impregnated in saturation ratio are disclosed. Within the range of saturation ratio on dog compared to 3 dimensional waveform (29) are not to be impregnated during deformation and collapse of ensure substrate. In addition, liquid fiber sheet (10A) impregnated in individual packages formed to wet sheet depends taken during a time period from when the remaining given even, without the wet sheet is dried human body, animal body and tables are used to efficiently dust from flushing away. Additionally, liquid impregnation unit (16) is smaller number device (11) in does not necessarily disclosed. Therefore, liquid impregnation unit (16) is smaller device number (11) can be omitted from, this dry state without wiping the wettability number can be used to seat an output transistor can be small. Figure 5 shows a device of the present invention number also small (11) small number by fiber sheet (10A) perspective view of and, Figure 6 shows a VI-a VI of Figure 5 cross-section taken along a line are disclosed. The reference also 5, fiber sheet (10A) is number 1 direction (X), (Y) direction perpendicular to the direction (X) number 1 number 2, [small number in continuous fiber sheet (10) corresponding to the upper surface of] the fixation surface (61), and [small number in continuous fiber sheet (10) corresponding to the bottom surface of] wiping surface (62) has a. Fiber sheet (10A) is dog compared to (29) for the formation of small device number (11) of dog compared to forming unit (13) by frequency information for ball number plurality rows (63, 64) that are, each convex part or a concave part number 2 (Y) extended in a first direction therein. Convexity (63) and said recess (64) are arranged in an alternating direction (X) number 1 is formed. In addition, grating - type embossing line (45) are embossing line (45) are in the shape of small device in a manner that intersect one another number (11) embossing unit (14) by fiber sheet (10A) in a transfer liquid. Whereby, fiber sheet (10A) of the fixation surface (61) of approximately rhombic - area and a plurality of non - (66) and each divided into multiple embossing line (45) are surrounded by at least one substrate. As shown in fig. 6, a plurality of frequency information (63, 64) are formed to a predetermined fiber sheet (10A) has is flexible, is superior in tissue, bodies used for wiping dust from removed efficiently. In addition, fiber sheet (10A) when containing thermoplastic fibers, thermoplastic fibers are embossing line (45) operate on compressed and, these parts in fiber sheet (10A) portions of the cured substrate. The, fiber sheet (10A) fibers constituting a even when wiping water to expanding, cured portions embossing line (45) are surrounded by each non-- embossing region (66) within each frequency information (63, 64) are 3 dimensional structure such door number returns to the flat state and servicing the collapse point. Thermoplastic fibers the fixation surface (61) side embossing line (45) even operate on partially cured, wiping surface (62) on thermoplastic fibers are not pressurized to maintain soft state. The, securing surface (61) compared, wiping surface (62) is not cured. Therefore, fiber sheet (10A) for cleaning sheet is used as the newborn's hips, newborn's skin-fat dried milk is installed disclosed. The specification described material in addition, continuous fiber sheet of the present invention is set element member and continuous fibers for car-number as small device, articles of this type are normally used various publicly known material can be used without a number. In of the present invention specification and claim, "number 2" is "number 1" and terms only, similar elements, in order to classify positions are used. The present invention to such a disclosure have at least the following items can be arranged. (I) non - elastomeric fibers of fiber sheets less number as a method, the method is, fiber sheet of material moving direction of the continuous fibers sheet configured to feed - out driving process, and continuous fiber sheet movement direction transverse to the axis which respectively extend a plurality of gear combinations thereof part continuous fiber sheet on the movement direction of the continuous fibers sheet supply configured to form continuous waveform dog compared to dog compared to forming processes, - out - out - out than faster speed driving of feed dog compared to feed of the fabrication process, without mechanically destroyed non - elastomeric fibers are continuous fiber sheet on dog compared to flat, substantially continuous fibers are stretched in the direction of the state formed dog compared to sheet depends and feeder, to develop a continuous sheet cut to size substrate. (II) non - elastomeric fibers of fiber sheet is produced by number 1 being perpendicular to direction perpendicular direction and number 1 number 2, the wiping, wiping the fixation surface opposite the first surface, number 1 and number 2 direction alternately disposed convex portions and concave portions signals, grating - type embossing lines, and embossing lines embossing region surrounded by at least one non - includes the. In the embodiment of the present invention refers to the disclosure in said item (I) comprising at least the following can be. (1) Said method extends the dog compared to embossing lines cross configuration by configuration mounted dog compared to waveforms of waveforms of succession in order to fiber sheet on at least the embossment lines intersects the configured number has an embossing process results are. (2) Feed - out driving process restarts the driving roll configured to circumferential speeds which, dog compared to forming process restarts the circumferential speeds that are configured to a pair of comprising the roll. Each longer roll have different gear roll for a and combination together and gear comprising them, each of the gear roll gear each gear roll each of paths about the outer circumference of a corresponding one in terms of transferred from the extended in a first direction. (3) Embossing process, defined circumferential speeds of rotation and the outer circumference face has an embossing portion including embossing roll, and these people intervals between embossing roll to the vias comprises a pressing roll. (4) Consists of a prescribed temperature heated embossing roll. (5) Restarts the gear rolls are heated to a temperature to consists of. (6) Said method obtained from continuous fibers includes a fiber sheet impregnated with a liquid impregnation process liquid sheet is configured to additionally includes, from about 200 to about 400% saturated liquid are disclosed. (7) With this end is curved by the butt ends of the gear roll for a their continuous fibers formed by about 50 to about 77 degrees and the angle sheet, of driving roll has a gear roll circumferential velocity of 1. 01 To 1. 4 Times configured to circumferential speeds, continuous fiber sheet is produced by about 0. 5 To about 0. Has a thickness of 7 mm. In the embodiment of the present invention fiber sheet number to the one or more small method, feed - out - out - out than faster speed driving of feed dog compared to feed of the fabrication process, flow direction substantially continuous fibers are stretched state forming process feed dog compared to sheet depends. The, dog compared to elastomeric fibers are continuous fibers sheets upon formation of non-- mechanically destroyed are continuous in the direction of the dog compared to without continuous fiber sheet in a transfer liquid. In addition, it became work on small number by number method with 3 dimensional configuration is molded flexible fiber sheet is produced by convex and concave shapes are disclosed. Therefore, when used as a wet sheet fiber towel sheet depends, target object efficiently wiped off dust on eliminating the substrate. The application Japan application number 2011 - 213527 call for displaying gain which, before application to the contents by the citation number disclosure of multiple myelomas are included. A method for manufacturing fibrous sheets of non-elastomeric fibers, the method comprising: a feed-out driving process configured to adjust a conveying speed of a continuous fibrous sheet; and a gather forming process configured to supply the continuous fibrous sheet to an engagement portion of a plurality of gear teeth each extending in a direction intersecting with a moving direction of the continuous fibrous sheet and to form undulating gathers on the continuous fibrous sheet, wherein: a feed-out speed in the feed-out driving process is faster than a feed-out speed in the gather forming process; the continuous fibrous sheet in a state of being substantially not stretched in the moving direction is supplied to the gather forming process so as to form the gathers on the continuous fibrous sheet without mechanically fracturing the non-elastomeric fibers; and the continuous fibrous sheet is cut out into a predetermined size. As non - elastomeric fibers formed into a fiber sheet manufacturing method, said fiber sheet material moving direction of the continuous fiber sheet to adjust a constant circumferential speeds driving roll feed - out driving process, a constant circumferential speeds, said continuous fibers extending in a direction on a plane sheet transferred from the outer circumference and, in addition, a plurality of teeth having a pair of gear rolls engage one another (second internal tooth) which, said sheet to form said continuous fibers for forming the waveform process in a transferring direction of the dog compared to dog compared to (gather forming process) and, said feed - out driving in process for feed - out speed in said feed dog compared to formation - out speed more rapid and, said continuous fibers sheet stretching ratio 1. 05 Times as hereinafter, extends substantially in the direction of conveyance state said dog compared to supply said formation, said non - elastomeric fibers is mechanically breaking () through the, dog compared to said continuous fibers which form said sheet, characterized in that said continuous fibers sheet has good calculating elastomeric fibers formed into a fiber sheet manufacturing method - it does, expense. According to Claim 1, said continuous fibers in dog compared to waveform configuration by at least said sheet has an embossing lines extending transverse to the embossing process that is for imparting including, non - elastomeric fibers formed into a fiber sheet manufacturing method. According to Claim 2, said embossing process, projecting from the outer circumference that are embossed, a constant circumferential speeds small embossing roll (ANVIL ROLL) that faces away from the anvil roll disposed composed, non - elastomeric fibers formed into a fiber sheet manufacturing method. According to Claim 3, said predetermined embossing rolls heated at temperature a, non - elastomeric fibers formed into a fiber sheet manufacturing method. According to one of Claim 1 to Claim 4, said gear roll is heated to a predetermined temperature, non - elastomeric fibers formed into a fiber sheet manufacturing method. According to one of Claim 1 to Claim 4, said continuous fiber sheet obtained from said heated liquid impregnation process and fiber sheet further comprises a liquid, said liquid saturation ratio in 200 - 400%, non - elastomeric fibers formed into a fiber sheet manufacturing method. According to one of Claim 1 to Claim 4, said gear roll said par of said 50 - 77 degrees and thereby become curved and continuous fiber sheet depends, said circumferential velocity of said driving gear roll to roll 1. 01 - 1. 4 Times being circumferential speeds, said continuous fibers sheet thickness 0. 5 - 0. 7 Mm in, non - elastomeric fibers formed into a fiber sheet manufacturing method. According to Claim 3 or Claim 4, said continuous fiber sheet is produced, said 50 - 77 degrees angle with respect to the lower of the par (), non - elastomeric fibers formed into a fiber sheet manufacturing method. Back number