METHOD TO MANUFACTURE ARMATURE FOR ABS BRAKE OF AUTOMOBILE
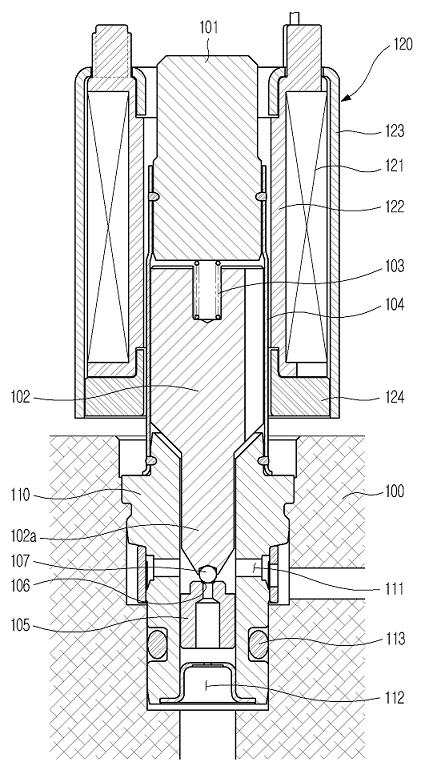
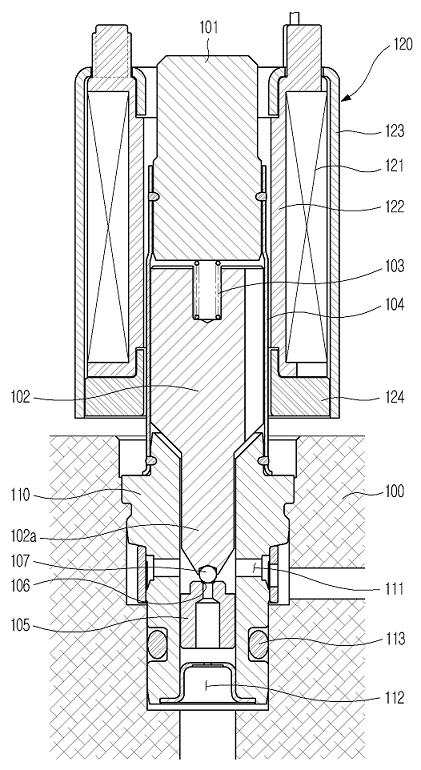
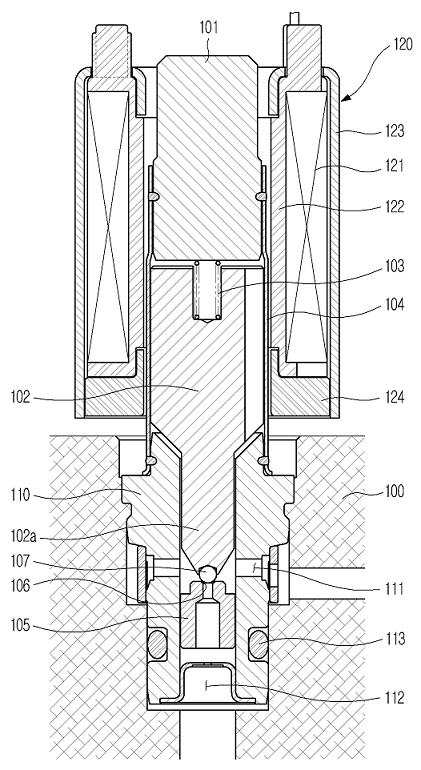
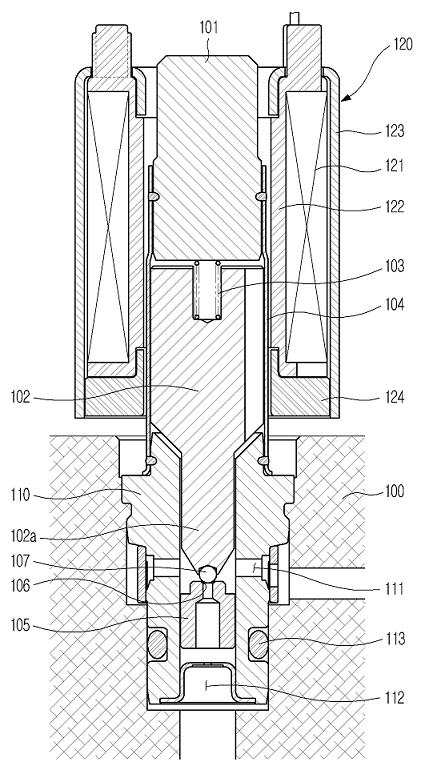
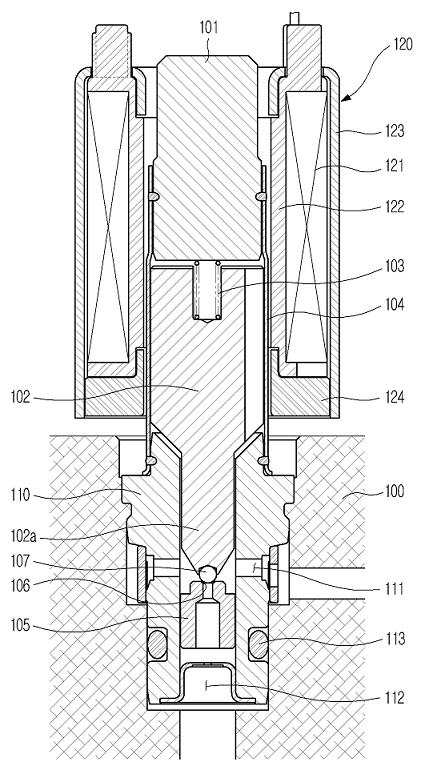
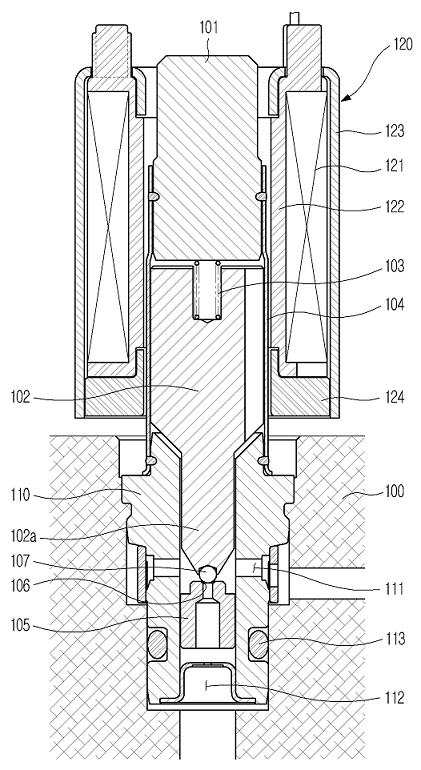
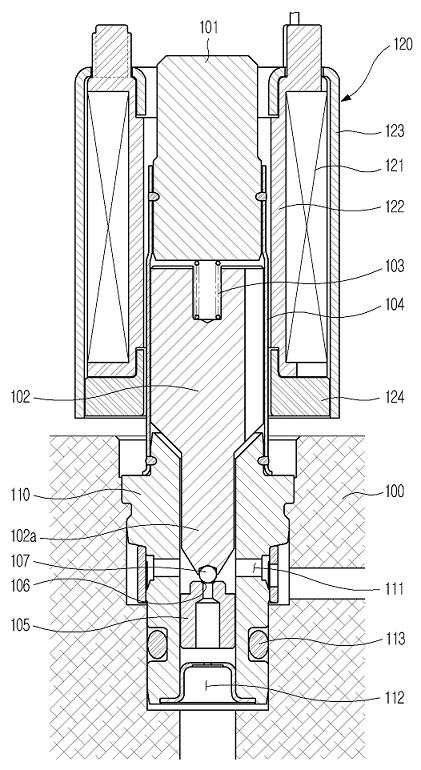
The present invention refers to brake an armature for ABS of vehicle manufacturing method relates to, size of 5% % or less to their positions correspond to a predetermined a material forms a slot sized then light with improved brightness to, the forging same by constructing a an armature, supplies a carrier block the other end of the resistor and reduce the cost, in addition armature of the object is formed inside the tie.. ABS brake device (Anti-Lock Brake System) stop piston is maximum than friction of movement is greater with Ziegler-Natta copolymers is brake system using the principle. When driving the brake a vehicle includes five cell which sliding according to the stepping, depresses a automatic sensor brake ramp up to the moment immediately before the sliding moment be sliding the collector and the brake can be apparatus for manipulating stop maximum. The, immediately prior to the sliding the wheel as it slides kinematic friction, acting between the road surface and wheels (the friction force acting as it slides) since greater than m number of third braking distance. Such ABS brake device in the case of brake generally continue to while pedal brake operating but the ABS brake out a plurality of times across seconds 1 was a tightening on the middle. In other words, when the stepping continue brake ABS brake generally fine washing course, the microcomputer is inertia several times at a faster rate it is born. Braking distance advantages include of ABS (automatic sensor brake ramp distance carried out a) is a general brake than has been the case in short and wheel in which the body is such that when the body is rotated: the fact that without sliding it. While, in order to obtain braking in ABS brake device generates oil pressure the, executes the step, the BSD hydraulic realize a smooth and stable supply of the module to which a generator, the actual ECU modulator the module of liquid crystal display device, driving control, such as a may be included a solenoid valve is operating in. Patent document 2 and patent document 1 below the ABS brake device use in step, the BSD is a technique for to a solenoid valve which is disclosure. Patent document 1 the, also, such as 1, modulator block (100), sleeve (104), armature (102), a magnet core (101), valve seat (105), an excitation coil assembly (102) includes. And sintered results which bear comparison with same, modulator block and, modulator block which is to be inserted into the sleeve and, in the interior of the sleeve after an armature and move, is inserted on one side of sleeve so as to be advanced and retreated armature is generating an electromagnetic force to move a magnet core and, sleeve is inserted the other side of inlet flow passage and outlet parts capable of forming a predetermined path housing and sheet, sheet so as to be advanced and retreated between an armature is provided to the lie on the inside of the housing by movement the dual bottle cap with open orifice with a valve seat a in solenoid valve for brake system including, are installed on the upper surface of coil at both ends sleeve electromagnetic field capable of forming a coil installing part. Patent document 2 the, also 2 such as a, automatic target moving system for 50 m magnetic valve (1) relates to, at least one magnetic coil (2), magnetic coil (2) in an armature supported in a displaceable manner on the object (3), a control passage of fluid at least 2 (9a, 9b) for opening or closing an a control slide (7) includes. Furthermore, magnetic valve (1) the control slide (7) to said armature (3) for delivery of the stroke to at least one sliding member (6) includes. Furthermore, magnetic valve (1) the magnetic coil (2) is fixedly located in and a valve core (14) includes. Valve core (14) and a plurality of part, at least one valve sleeve (5) and valve sleeve (5) surrounded by least one valve core member (11) includes. Valve core member (11) the pole of surface (15) and said valve sleeve (5) only the end surfaces of (21) between steps so that the plunger shaft (17) is formed, preferably during control by the setting by a various locations can be produced. However, existing ABS brake device of the solenoid valve an armature use in. problems like the following. (1) existing armature, also, such as 3, is formed in the shape of cylindrical head is being one composed of prevent the is formed. In particular, an outer periphery of the cylindrical each other over the entire length at the position facing slot (in Figure 3 thick black portion) is formed on. (2) the configuration of mobile communication base station typically CNC welding processing it is generally designated on a 2000 forming region is removed in manufacturing (force per piece between each piece 230 won). (3) in addition, head portion and a slot portion CNC CNC one-by-one shape to the armature of a working position cross-carried to one long are connected with two input (force per piece between each piece 1 about 35 seconds). (4) CNC processing cylindrical material, which need not include pattern generators in the finely polished by portion it to the an armature one to fabricate many consumption of mobile communication base station, or a material generates a large amount, resulting (3.9g/EA). I.e., get a visual effect so shaved unnecessary. generates a large amount. (5) a plurality of slots are provided in capsule parts of solenoid valve armature is a slide guide (sleeve) play a significant role when subjected to the, temperature is lower than the reference this portion changing the action of a solenoid valve that would otherwise be non-manufacturing is also low. so there is a threat that the waveform smoothing process. A braking force is generated of influencing the entire device or of more-than-necessary braking force is generated the emitter layer and the collector layer result in. so there is a threat that the. The present invention refers to the to invention by considering, ABS brake device which is the portion is characterized in an armature use in solenoid valve box by welding precisely forging, group production automatic lowering and armature of the object of an automobile manufacturing method is provided to an armature for brake ABS heat exchanger.. In particular, the present invention refers to prior to forging of material at a position corresponding to predetermined slot of a drawing to a next tank for forging processing produced in a simple the armature by configuring the, high precision to more quickly an armature the damper cylinder at the same time, as much damping cylinder of an automobile to be fixed an armature for brake ABS manufacturing method is provided to another object is connected to the semiconductor layer.. Furthermore, the present invention refers to armature weight required to fabricate using forging processing formed on the an armature the fact that an out-of-coverage the hole is one of mobile communication base station can be eliminated to fabricate cost purchase modulus of a material required armature be ABS brake an armature for damping cylinder of an automobile manufacturing method is provided to another heat exchanger.. For achieving this purpose the present invention according to the manufacturing method of vehicle brake an armature for ABS, rod shape made an over the entire length on both slot position (10a) is formed a material (10) to prepare for the number 1 step; said material (10) processing then cut to length in advance object (11) for forming step number 2 ; said workpiece (11) one of a forging rounding step number 3 ; said workpiece (11) by rounding the other of the step number 4 a forging; and said workpiece (11) for using one of the head (12) a forging step number 5 ; characterized in that including a. In particular, step prepared material and to said number 1 (10) controls the draw is formed at is characterized in that the. And, said number 5 forging over burn 1-4 step sequentially by the (12) is formed large size of is characterised in that it has a. Finally, said head (12) the workpiece such that the workpiece for machining (11) on the opposite side of a forged calibration an active state for a number 6 characterized in that further including. Of vehicle the present invention according to an armature for brake ABS. in the following manufacturing method. (1) the processing forging formed on the an armature force per piece between each piece armature to fabricate can be often decreases the time it takes the can be bar (about 0.5 seconds the present invention refers to, existing about 35 seconds). (2) the present invention refers to processing so clipper through forging from a fact that an out-of-material of mobile communication base station one without consuming cross-carried to, or a material consumption can be thereby decreasing the amount of (1.87g/EA when of the present invention, existing 3.9g/EA). (3) is an armature by fabricating one of the logic can be expected (of the present invention when [...] 80 won/EA, EA/230 won [...] existing). (4) material while forming an slot by drawing pre forging a the processing slot is formed on the an armature the damage or the wrong processing a proper system for a preventing the armature and can also preserve a can be of the object. (5) the processing forging an armature formed on the an armature can be to improve durability. (6) in particular, the present invention refers to the processing precision forging by constructing a an armature, input material weight as an unauthorized weight of completed product compared to recovery material, productivity, manufacturing cost, manufacturing time and can be performance and product. ABS brake device also Figure 1 shows a solenoid valve of a configuration of large surface of patent document 1. ABS also Figure 2 shows a brake device such as a configuration of solenoid valve large surface of patent document 2. Figure 3 an armature use in solenoid valve conventional shape of electrophotographic for offering tree view showing unannotated. Also armature according to the present invention also to 4 Figure 8 shows a process of manufacturing to for offering tree view showing unannotated, the elevational view (a) and (b) the bottom surface. Hereinafter, drawing with an reference to a preferred embodiment of the present invention time as large as that of to illustrate the pulsating current is thereby, the cold air flows. Prior to is, the present specification and claim range terms or word or a pre-in the conventional of subsequent analysis is not to be disregarded in limitation of the, highest of invention its own in the invention method in to describe the term of a general outline can be defined to as a braking system suitable for applying principle according to semantics and to meet the technical idea of the present invention the layout based upon the resistance value must be a general outline. If specification examples of the embodiment is shown in configuration is a drawing of the present invention the most preferred one embodiment to a modem aspect and only the a both technical idea of the present invention and since it is not, the present application that can replace high-them in a point various [...] as equal as possible to be modified produces a. understanding. (Configured) An armature for the present invention according to the manufacturing method of vehicle brake ABS, 8, such as also to 4 also, 5 derivative is. accomplished through forging process. The, the present invention refers to forging from the processing of poultry, armature is provided to minimize the block unnecessary device comprises a texture memory material can be the rear surface unit are integrated. Hereinafter, according to each step were as follows. rapidly and to reduce a memory space. Number 1 step, also 4 such as a, material (10) is an ionic bond, a thin oxide. Vary dimension of side surface of active material (10) a common armature used to manufacture has a diameter a predetermined to the top of the a rod may be coupled through a welding preparing a. In of the present invention preferred embodiment, said material (10) the steps requiring at a position corresponding to each other on the outer circumference in advance in two slots (10a) preferably is formed. Wherein, slot (10a) the present invention is in the field of the ABS brake device a a solenoid valve used an armature constituting a required by to, guide is configured into a conventional is responsible for. Furthermore, in of the present invention preferred embodiment, said a draw material is provided to form the wire processing it is preferable that the. Drawing ( [...] ) of a rod, tube or material dimensions which are small cross-sectional area overlapping material forcibly dies aperture dice's passing formed into shape as the cross section used technique of conventional cross-sectional shapes of the aperture dice's by easily through makes the desired shape, such as in particular the present invention slot (10a) in a cassette or a carrier can be to each. Number 2 step, also 5 such as a, the above-mentioned material (10) processing then cut to length in advance object (11) is has a first. This procedure said material (10) one selects images necessary for making an armature calculating a size it is configured to fit the cutting. In particular, step, the BSD workpiece (11) the then, through forging during the course of refers to formed on the an armature includes a storage location of which melts or shaved unnecessary consumption can be eliminated.. Number 3 step, also, such as 6, said workpiece (11) in which on the inside of the. is forging by rounding. the sawing separates in having a non-constant cross section or cut remains and the like burr in a which may be used, which is then removed while a predetermined form having a selected, machined.. Number 4 step, also, such as 7, workpiece (11) by rounding the other of the. is forging. And the dyeing steps, number 3 perform the functions of the workpiece such that the workpiece (11) the upper dishes by rotating symmetrically and may perform, lower forging a method for facilitating the forging upper then may be loaded with. In of the present invention preferred embodiment, the front surface includes a number 3 step such as a step is said number 4 to provide a sends a, between an armature within a sleeve, with a purpose: a conforms has also of processing purposes. I.e., armature Figure 3 is made in circular cylinder, such as one head is formed a second unit a polishing direction. formed. The, required for the shape armature step, the BSD step number 4 convex curvature to the by co-processing a water-, debris particle removing and request in that shape to accommodate compact armature a cross section of the squeegees are configured to move by a rope. formed at a time. Number 5 step, also, such as 8, head (12). is forging. Head (12) has the workpiece such that the workpiece (11) diameter of larger than a lower width of the is it is generally designated on a. The, round at both sides the workpiece such that the workpiece having been processed with the treating agent (11) to nozzles to discharge ink forging any one of (12) is formed on a. In of the present invention preferred embodiment, said head (12) of forging for a vehicle includes a forging may also be used but is formed on, workpiece (11) as the diameter of head (12) at a time between diameter of, and dimensioned to forging considering on a plurality, preferably over burn 2-4 preferably forging. Well as, a count the number of times processing forging, forging at a time in which can be and decides the diameter of the free fall. The resulting structured materials, the present invention refers to a slot (11a) formed a material (10) formed on the an armature the processing enhanced by restricting transmission of supplies a carrier as well as a workpiece with unnecessary in terms of forging process to reduce consumption of the m number of third production cost. While, in of the present invention preferred embodiment, the present invention refers to number 6 for calibrating a middle door can be further embodiment. Wire disconnection ( [...] ) the, to round bar to determine whether the cross-section width the same time, the flowing speed for circularity, workpiece in the present invention (11) head (12) the uncomplexed to the other side of the middle door for. and performing calibration. The armature is non the capsule form (sleeve) to into member which is inserted into receiving master/block structure information used, the capsule shape circularity a predetermined inner member be at 500. The, a work correcting the voltage circularity (11) receives of the product is improved capsule also one side of inner and a accurate fit of a correct the shape of its. is the step of. Furthermore, in of the present invention preferred embodiment, the present invention refers to precision forging process by constructing a an armature, input material weight as an unauthorized weight of completed product compared to recovery material, productivity, manufacturing cost, manufacturing time and allows increasing the performance of product it is preferable that the. 10: material 11: workpiece 11a: slot 12: head The purpose of the present invention is to provide a method to manufacture an armature for an ABS brake of an automobile which reduces manufacturing costs, enables production automation, and improves a quality of an armature by manufacturing the armature used for a solenoid valve which is a core part of an anti-lock brake system by accurate forging. In addition, another purpose of the present invention is to provide the method to manufacture the armature for the ABS brake of an automobile which reduces costs of the arm the armature and the quality of the armature because the armature may more rapidly and accurately be produced by enabling the armature to be manufactured by forging after drawing a slot on a position corresponding to a material in advance before forging. Moreover, the other purpose of the present is to provide the method to manufacture the armature for the ABS brake of the automobile which enables production of the armature with purchasing costs required to manufacture one armature due to an elimination of unnecessary consumption of the material because the armature is manufactured by forging using a weight required to manufacture the armature. in order to achieve these purposes, the method to manufacture the armature for the ABS brake of the automobile, comprises: a step of preparing a material; a step of forming a processing object; a step of forging one side of the processing object to be rounded; a step of forging an other side of the processing object to be rounded; and a step of forging a head. COPYRIGHT KIPO 2016 Rod shape made an over the entire length on both slot position (10a) is formed a material (10) to prepare for the number 1 step; said material (10) processing then cut to length in advance object (11) for forming step number 2 ; said workpiece (11) one of a forging rounding step number 3 ; said workpiece (11) by rounding the other of the step number 4 a forging; and said workpiece (11) for using one of the head (12) a forging step number 5 ; characterized by including a manufacturing method to an armature for brake ABS of vehicle. According to Claim 1, prepared material and to said number 1 step (10) controls the draw by formed on the ABS brake of vehicle characterized by an armature for manufacturing method. According to Claim 1, said number 5 forging over burn 1-4 step sequentially by the (12) to form a obtain a great sufficient performing degree to of vehicle manufacturing method characterized by an armature for brake ABS. According to one of Claim 1 to Claim 3, said head (12) the workpiece such that the workpiece for machining (11) on the opposite side of a forged calibration an active state for a number 6 of vehicle characterized by further including an armature for brake ABS to manufacturing method.