СПОСОБ СТРУЙНОЙ ОБРАБОТКИ
Изобретение относится к металлообработке и может быть использовано в
различных отраслях промышленности для отделочной и упрочняющей обработки сложнопрофильных деталей. Известен способ обработки деталей абразивной средой, при котором деталь, закрепленную
на шпинделе, погружают в емкость с абразивной средой и сообщают ей вращение. Недостаток этого способа - низкая производительность вследствие малых контактных усилий между частицами
абразива и деталью. Также известен способ гидроабразивной обработки, при котором между обрабатываемыми деталями размещают гидроабразивную среду, а деталям сообщают относительные
перемещения для создания гидроабразивного клина. Недостаток способа - низкое качество обработки вследствие повышенного содержания крупных частиц абразива в гидроабразивном клине. В качестве прототипа выбран способ струйной обработки, в частности гидроабразивной, при котором обработку детали производят в жидкой абразивной среде. Недостаток способа
- низкая производительность из-за малого усилия воздействия частиц абразива на обрабатываемую деталь. Цель изобретения - повышение производительности процесса путем усиления
воздействия
частиц рабочей среды на поверхность обрабатываемой детали. Цель достигается тем, что обработку осуществляют свободно газонасыщенной струей жидкой рабочей среды.
Свободное насыщение воздухом струи жидкой рабочей среды приводит к образованию потока с мелкими пузырьками воздуха, который невозможно создать другими методами. Например, при использовании
в качестве
энергоносителя сжатого воздуха (в прототипе) образуется неоднородная струя со значительными по объему пузырьками воздуха, которые после выхода из камеры смещения устремляются на
поверхность жидкости,
увлекая за собой и частицы твердого наполнителя. Таким образом, струя обедняется абразивом, и снижается ее скорость, вследствие чего уменьшается производительность процесса. При
обработке детали свободно газонасыщенной жидкой рабочей средой исключается значительный пограничный слой на обрабатываемой поверхности, образующийся при обтекании детали жидкостью (в
прототипе), в
котором наблюдается торможение частиц твердого наполнителя (абразивного или иного материала), вследствие чего уменьшается усилие воздействия частиц на деталь.
Газонасыщенная струя
характеризуется меньшей плотностью по сравнению со струей из жидкости и наполнителя. В связи с этим не образуется на обрабатываемой поверхности детали пограничный слой,
приводящий к гашению скорости
частиц наполнителя, в результате чего эффективность обработки возрастает. При обработке детали свободно газонасыщенной струей имеет место и увеличение
пятна контакта струи с
поверхностью в 2-3 раза по сравнению с прототипом. Это достигается за счет разрыва пузырьков воздуха при ударе о детали, что приводит к разбросу частиц твердого наполнителя по
обрабатываемой
поверхности, при котором также происходит съем металла. Таким образом, заявляемый способ соответствует критерию "новизна". Сравнение заявляемого способа
не только с
прототипом, но и с другими решениями в данной области техники, не позволило выявить в них признаки, отличающие данный способ от прототипа, что позволяет сделать вывод о соответствии его
критерию
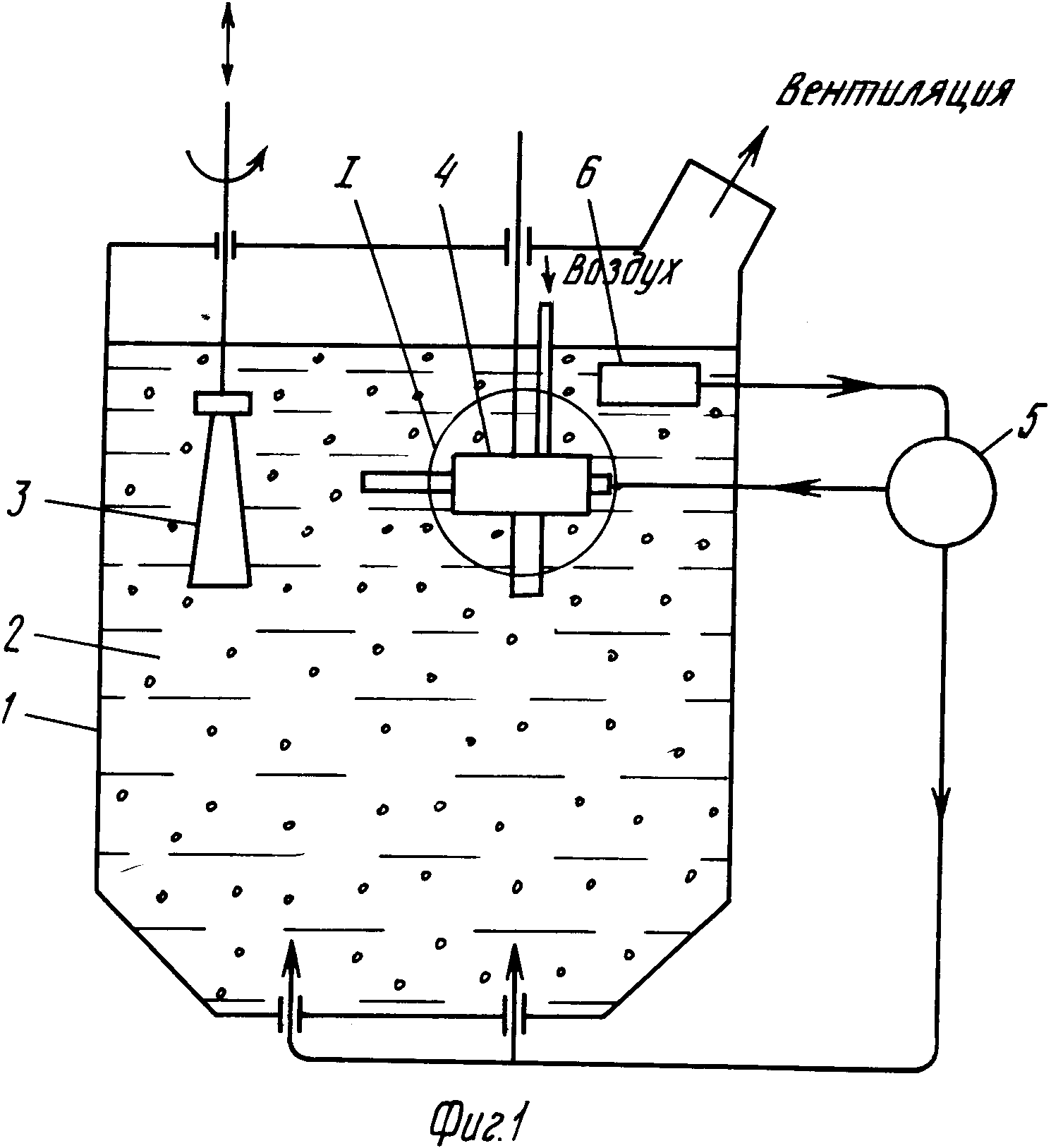
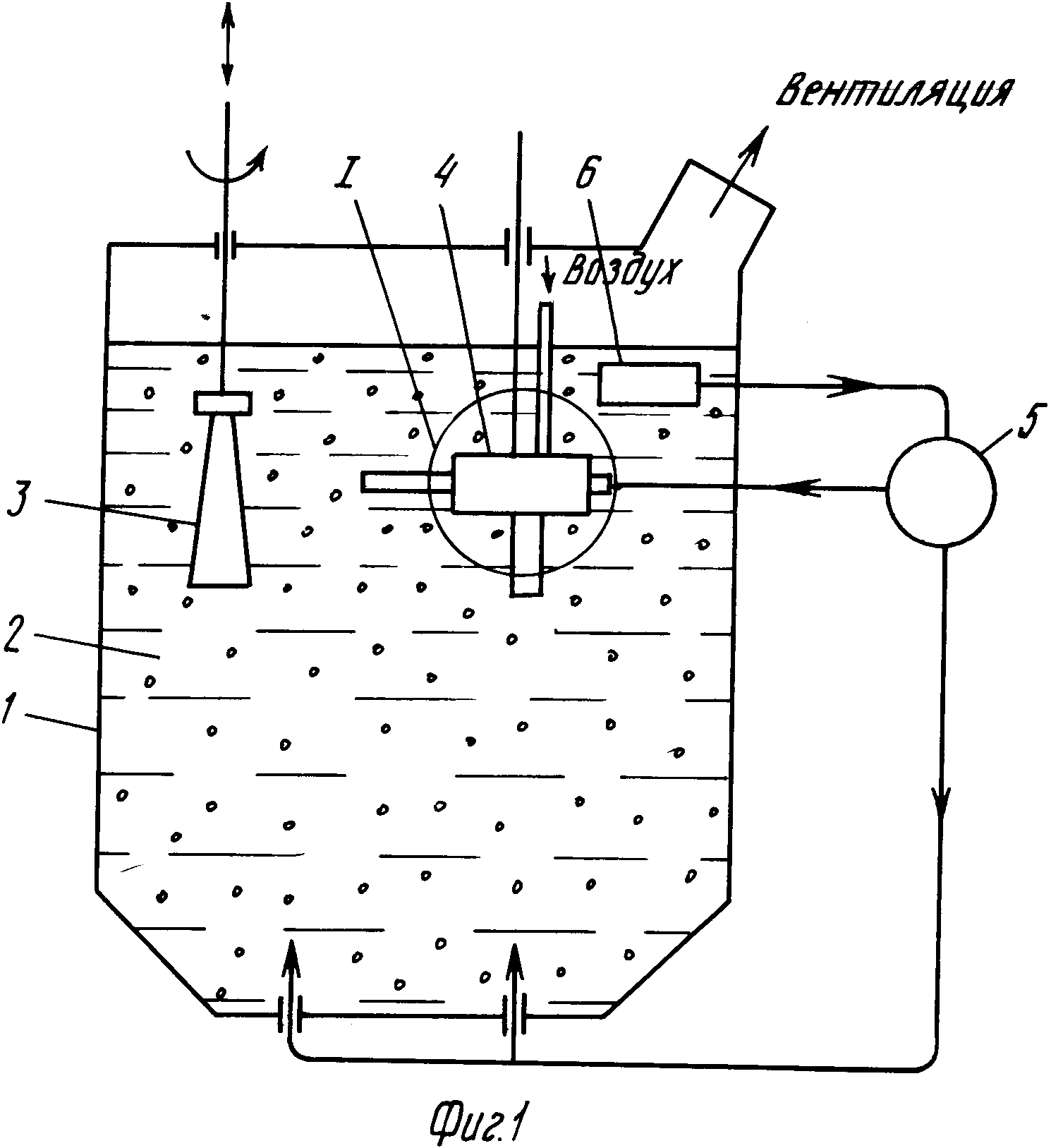
"существенные отличия". На фиг. 1 представлена схема устройства для реализации способа; на фиг. 2 - узел I на фиг. 1. Устройство состоит из резервуара 1 с
жидкой
рабочей средой 2, в которую погружены обрабатываемая деталь 3 и струйный аппарат 4. Деталь 3 имеет возможность вращения и вертикального перемещения. Для подачи жидкой рабочей среды в струйный
аппарат
4 и для перемешивания используется насос 5 с заборным фильтром 6. Струйный аппарат 4 состоит из камеры смешения 7, камеры разряжения 8 и сопла 9. В нижней части камеры разряжения 8 имеется
патрубок 10
для забора жидкой рабочей среды 2, а в верхней части - всасывающая трубка 11 для забора атмосферного воздуха. Пример конкретного выполнения В результате обработки шероховатость поверхности снижается с 1, 2, 5 в исходном состоянии до 0,32 мкм, причем геометрия лопатки укладывается в поле допуска. При
обработке лопатки
без газонасыщения струи жидкой рабочей среды при прочих равных условиях достигается указанная шероховатость лишь после 30 мин обработки. Использование предлагаемого
способа струйной
обработки по сравнению с прототипом позволяет получить деталь требуемого качества в течение меньшего времени обработки. (56) Авторское свидетельство СССР N 207768, кл. B 24 C 1/00,
1967. Использование: в металлообработке и в различных отраслях промышленности для отделочной и упрочняющей обработки сложнопрофильных деталей. Сущность: за счет обработки
детали в
жидкой рабочей среде свободно газонасыщенной струей жидкой рабочей среды обеспечивается повышение производительности путем усиления воздействия частиц рабочей среды на поверхность
обрабатываемой
детали. 2 ил. СПОСОБ СТРУЙНОЙ ОБРАБОТКИ , пpи котоpом на деталь, погpуженную в pабочую сpеду, воздействуют затопленной стpуей,
подаваемой
энеpгоносителем с помощью стpуйного аппаpата эжектоpного типа с забоpным патpубком, отличающийся тем, что, с целью повышения пpоизводительности pабочую сpеду насыщают газом, в качестве
котоpого
выбиpают воздух, подаваемый в камеpу смешения стpуйного аппаpата под атмосфеpным давлением, а в качестве энеpгоносителя используют pабочую сpеду.
В резервуар 1 заливают
жидкую
рабочую среду из воды и абразивного материала (электрокорунд белый, зернистостью 50) и производят обработку лопатки ГТД из сплава ВТ-9 свободно газонасыщенной струей жидкой рабочей среды в
течение 10
мин.