УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЁХМЕРНЫХ ОБЪЕКТОВ
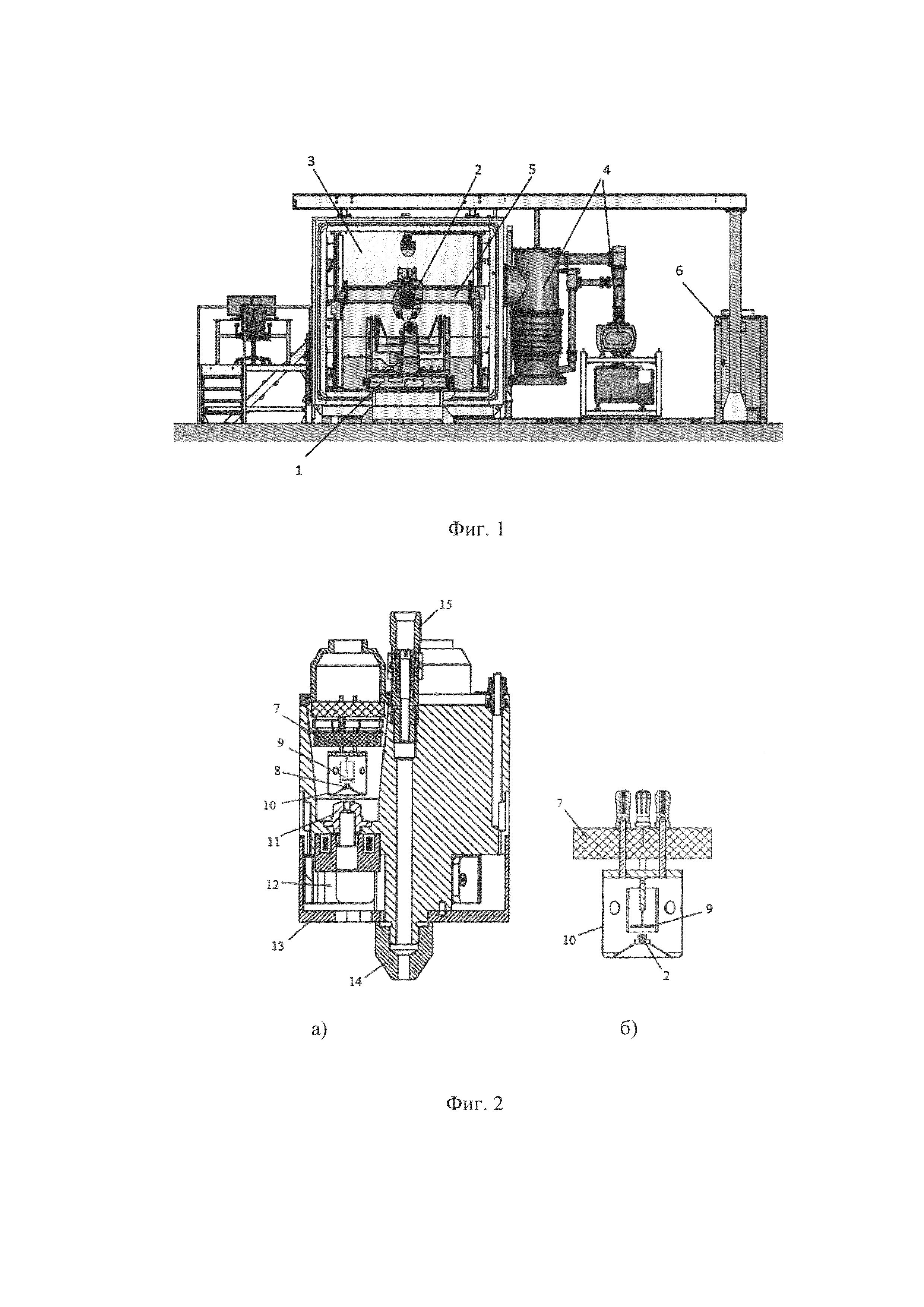
Настоящая полезная модель относится к аддитивному производству, более конкретно к устройствам для изготовления трехмерных объектов. Известен способ аддитивного производства изделий из титановых сплавов с функционально-градиентной структурой (патент РФ 2725537, B23K 15/00, B33Y 10/00, B33Y 70/10, опубл. 02.07.2020 г.). Заготовки получают путем аддитивного электронно-лучевого формообразования из титановой и никелевой проволоки. Использование изобретения позволяет повысить качество заготовок из нитинола, уменьшить количество нежелательных фаз и микронеоднородности (флуктуации) химического состава, при этом повысить однородности химического состава наплавляемого материала и стабильность свойств получаемых заготовок. Известен способ аддитивного производства изделий из высокопрочных алюминиевых сплавов с функционально-градиентной структурой (патент РФ 2721109, B23K 15/00, B23K 26/342, B23K 9/04, С23С 4/12, В82В 3/00, С22С 21/00, опубл. 15.05.2020 г.). Часть изделия изготавливают путем подачи по меньшей мере двух проволок в ванну расплава, их плавления высокоэнергетическим воздействием электронного пучка с изменением скорости подачи по меньшей мере одной из проволок. Используют по меньшей мере одну сплошную проволоку, выполненную из высокопрочного алюминиевого сплава, и одну порошковую проволоку, состоящую из оболочки, выполненной из материала по меньшей мере одной сплошной проволоки, и наполнителя в виде наноразмерных частиц, согласованных по параметру кристаллической решетки с высокопрочным алюминиевым сплавом. Подачу сплошных проволок осуществляют с изменением скорости подачи по меньшей мере одной из них и постоянной скорости подачи порошковой проволоки. Технический результат - расширение диапазона применения аддитивных технологий при производстве изделий из высокопрочных алюминиевых сплавов. Известен способ аддитивного производства изделий из титановых сплавов с функционально-градиентной структурой (патент РФ 2700439, B22F 3/105, B33Y 70/00, B33Y 10/00, С22С 1/05, С22С 14/00, опубл. 17.09.2019 г.). Способ включает изготовление, по меньшей мере, части изделия путем подачи первой проволоки и второй проволоки в ванну расплава с обеспечением плавления высокоэнергетическим воздействием электронного пучка. Подачу проволок осуществляют с изменением скорости подачи по меньшей мере одной из упомянутых проволок. Угол наклона подачи в ванну расплава первой проволоки составляет от 20° до 50°, а угол наклона подачи в ванну расплава второй проволоки составляет от 20° до 60°. В качестве первой проволоки используют сплошную проволоку из титанового сплава, а в качестве второй проволоки используют порошковую проволоку, состоящую из оболочки, выполненной из материала сплошной проволоки, и наполнителя в виде порошка карбидов или боридов металлов, или их смеси со средним размером частиц от 2 мкм до 180 мкм. Обеспечивается высокая твердость и износостойкость изделий за счет минимального количества композиционных неоднородностей, газовой пористости, дефектных пограничных зон и протяженных границ раздела фаз. В приведенных аналогах материал (проволока) подается под углом к электронному лучу, угол наклона подачи материала по отношению к горизонтальной плоскости остается постоянным, угол по отношению к направлению движения меняется. Это формирует разные условия плавления и формирования ванны расплава, соответственно скорости роста детали будут разные, для разных направлений. Также к недостаткам относятся большие габариты узла (печатающей головки). Известен способ и система изготовления трехмерных объектов (патент США 10695835 В2, В29С 64/20, B22F 3/105, опубл. 30.06.2020 г.), выбранный в качестве прототипа. Изобретение относится к аддитивному производству, более конкретно к способам и системам для изготовления трехмерных объектов посредством слоистого осаждения исходного материала на движущуюся подложку, где исходный материал подается в зону осаждения на подложке, расплавляется там электронным лучом, а затем затвердевает при выходе из зоны нагрева, в результате чего образуется осажденный слой материала. Недостатками прототипа является наличие плазмообразующего газа (водорода), регулирование мощности электронного луча давлением плазмообразующего газа в катодной области электронной пушки, низкие фокусирующие свойства выбранного типа электронно-лучевой пушки, а также большие габариты узла (печатающей головки). Целью настоящей полезной модели является разработка системы, которая обеспечивает более легкое и менее дорогостоящее изготовление трехмерных объектов посредством послойного осаждения исходного материала, обеспечивают лучшую управляемость процесса осаждения, что приводит к более высокому качеству производимых деталей, расширяет возможности использовать различные виды исходных материалов, а также обеспечить более безопасные условия труда для обслуживающего персонала, предоставить возможность создавать более компактное, легкое, легкое и дешевое оборудование для изготовления трехмерных объектов. Технический результат заключается в повышении однородности химического состава наплавляемого материала, повышение стабильности свойств получаемых заготовок. Выравнивания скоростей выращивания 3D-объектов в разных направлениях перемещения стола или «печатающего устройства», понижение температуры в ванне расплава. Поставленная задача решается тем, что устройство для изготовления трехмерных объектов содержит собранные в единую конструкцию базовую подложку для формирования трехмерных объектов, источник энергии для формирования ванны расплава на указанной подложке, средство для подачи исходного материала, предназначенного для послойного изготовления трехмерных объектов в зону плавления, герметичную рабочую камеру, вакуумную систему, систему управления для мониторинга и управления условий работы всех блоков системы. В качестве источника энергии для формирования ванны расплава на указанной подложке используют электронно-оптическую систему, в которой применяют три термокатодные электронно-лучевые пушки с использованием отдельных электронных лучей сходящихся в одной зоне расплава с ускоряющим напряжением, не превышающим 10 кВ, объединенные в едином охлаждаемом корпусе с каналом для подачи исходного материала, для перемещения источника энергии и средства подачи исходного материала используют портальный манипулятор. Базой для сборки устройства является герметичная рабочая камера. Базовая подложка крепится болтами к основанию камеры. Вакуумная система подключается к камере через фланец ISO630 с помощью болтового соединения. Источник энергии и средство подачи исходного материала болтами соединится с манипулятором. Манипулятор крепится болтами к стенкам рабочей камеры. Система управления соединяется с прочими элементами конструкции (базовая подложка, источник энергии, средство для подачи материала, негерметичная вакуумная камера, вакуумная система) разъемными электрическими соединителями. В качестве источника энергии для формирования ванны расплава на указанной подложке используют электронно-оптическую систему, в которой каждый электронный луч формируется независимой электронно-лучевой пушкой с ускоряющим напряжением, не превышающим 10 кВ. Оптическая ось каждой электронно-лучевой пушки параллельна центральной оси средства для подачи исходного материала. Заявленная полезная модель содержит отклоняющие катушки для каждой электронно-лучевой пушки для обеспечения схождения электронных лучей в одной зоне расплава. Электронно-лучевая пушка содержит источник электронов в виде дискового катода диаметром от 3 до 6 мм из тантала или сплава вольфрам-рений в соотношении 73/27 мас.% соответственно. Катодная часть электронно-лучевой пушки изготовлена неразборной деталью, состоящей из высоковольтного дискового керамического изолятора в форме диска толщиной не менее 8 мм, подогревателя, катода и управляющего электрода. В качестве исходного материала может использоваться металлическая проволока диаметром до 3 мм или металлические прутки круглого сечения диаметром до 10 мм. На фиг.1 приведено устройство для изготовления трехмерных объектов. Устройство содержит рабочий стол 1, электронно-лучевую пушку с податчиком материала 2, вакуумную камеру 3, вакуумную систему 4, портальный манипулятор 5, систему управления 6. На фиг.2а показана электронно-лучевая пушка. Электронно-лучевая пушка содержит высоковольтный дисковый керамический изолятор 7, катод 8, подогреватель 9, управляющего электрода 10, анод 11, отклоняющие катушки 12, экран 13, сопло подачи материала 14, штуцер подключения податчика материала 15. На фиг.2б показана катодная часть электронно-лучевой пушки. Пример работы заявленного устройства для изготовления трехмерных объектов приведен ниже. В качестве исходного материала использованы проволочный материал диаметром 3 мм из сплава ВТ6. Формирование изделий проводилось на подложке из сплава В6. Подача материала проводилась под прямым углом к подложке. При формировании изделия использовались следующие параметры процесса: мощность 1800 Вт (ускоряющее напряжение пучка 10 кВ суммарный ток всех трех электронных пушек 180 мА). Выращивание изделия осуществлялось одновременно подачей материала и перемещением электронно-лучевой пушки с податчиком материала портальным манипулятором по осям X, Y, Z. Базовая подложка при этом остается в неподвижном состоянии. Изделие выращивалось послойно. В процессе выращивания ванна расплава формируется тремя электронными лучами (пучками), сходящимися в ванне расплава. Настоящая полезная модель относится к аддитивному производству, более конкретно к устройствам для изготовления трехмерных объектов. Устройство для изготовления трехмерных объектов содержит собранные в единую конструкцию базовую подложку для формирования трехмерных объектов, источник энергии для формирования ванны расплава на указанной подложке, средство для подачи исходного материала, предназначенного для послойного изготовления трехмерных объектов в зону плавления, герметичную рабочую камеру, вакуумную систему, систему управления для мониторинга и управления условий работы всех блоков системы. В качестве источника энергии для формирования ванны расплава на указанной подложке используют электронно-оптическую систему, в которой применяют три термокатодные электронно-лучевые пушки с использованием отдельных электронных лучей, сходящихся в одной зоне расплава с ускоряющим напряжением, не превышающим 10 кВ, объединенные в едином охлаждаемом корпусе с каналом для подачи исходного материала, для перемещения источника энергии и средства подачи исходного материала используют портальный манипулятор. 1. Устройство для изготовления трёхмерных объектов, содержащее источник энергии для формирования ванны расплава на базовой подложке для формирования трехмерных объектов, отличающееся тем, что в качестве источника энергии для формирования ванны расплава на указанной подложке используют электронно-оптическую систему, в которой применяют три термокатодные электронно-лучевые пушки с использованием отдельных электронных лучей, сходящихся в одной зоне расплава с ускоряющим напряжением, не превышающим 10 кВ, объединенные в едином охлаждаемом корпусе с каналом для подачи исходного материала, для перемещения источника энергии и средства подачи исходного материала используют портальный манипулятор. 2. Устройство по п.1, отличающееся тем, что оптическая ось каждой электронно-лучевой пушки параллельна центральной оси средства для подачи исходного материала. 3. Устройство по п.1, отличающееся тем, что содержит отклоняющие катушки для каждой электронно-лучевой пушки для обеспечения схождения электронных лучей в одной зоне расплава. 4. Устройство по п.1, отличающееся тем, что электронно-лучевая пушка содержит источник электронов в виде дискового катода диаметром от 3 до 6 мм из тантала или сплава вольфрам-рений в соотношении 73/27 мас.% соответственно. 5. Устройство по п.1, отличающееся тем, что катодная часть электронно-лучевой пушки изготовлена неразъемной деталью, состоящей из высоковольтного дискового керамического изолятора в форме диска толщиной не менее 8 мм, подогревателя, катода и управляющего электрода. 6. Устройство по п.1, отличающееся тем, что в качестве исходного материала может использоваться металлическая проволока диаметром до 3 мм или металлические прутки круглого сечения диаметром до 10 мм.