Устройство для формования резинокордных оболочек
Изобретение относится к изготовлению
реэинокордных оболочек, а именно к устройствам для формования резинокордных изделий перед вулканизацией
, Целью изобретения является обеспечение качественного формования
тяжелых оболочек и упрощениЕ конструкции устройства за счет создания одинакового удельного давления по
наружному и внутреннему бортам оболочки , а также применения груэоподъ ei-fflbix средств.
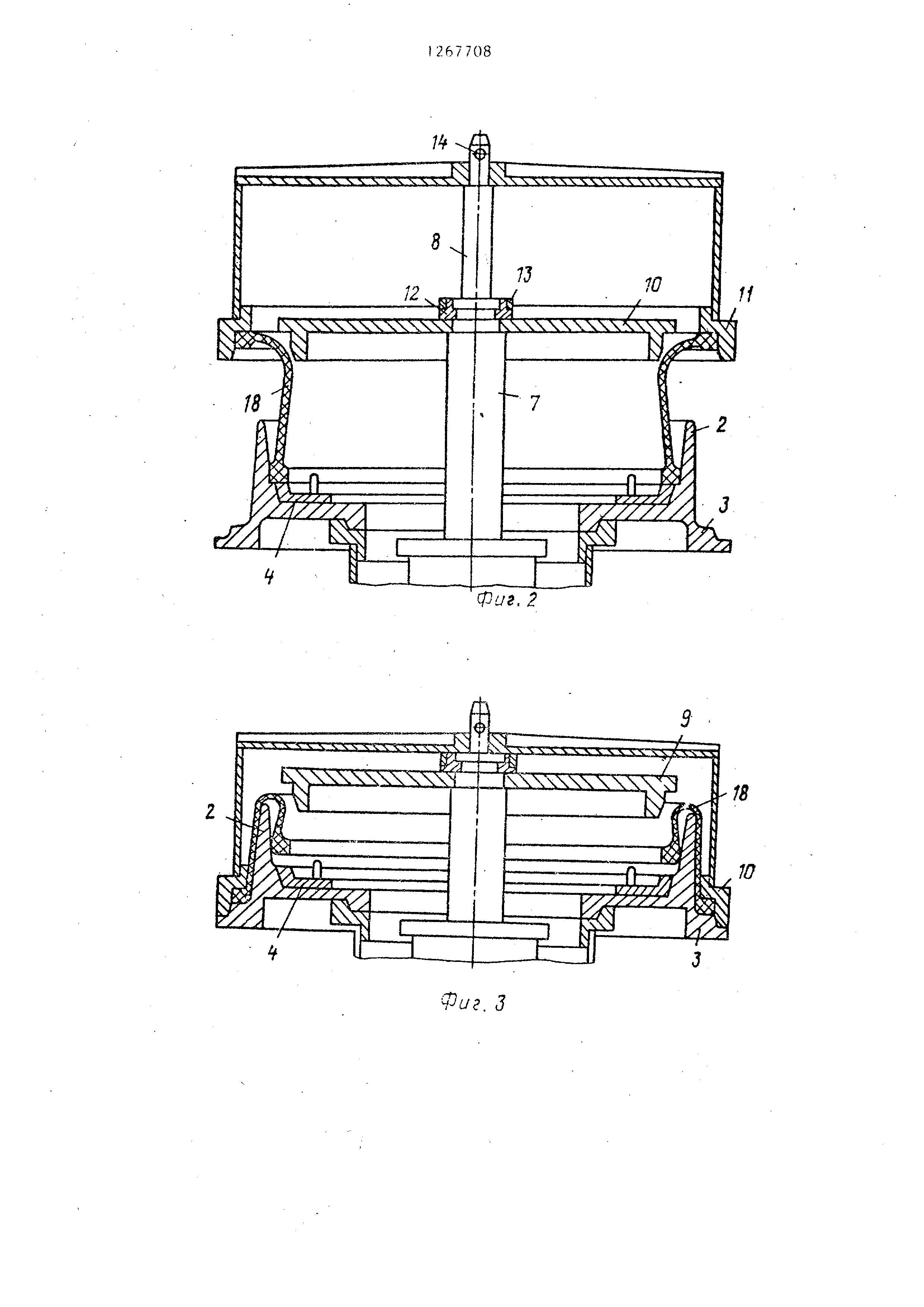
На фиг. 1 изображено устройство в момент загрузки заготовки; на фиг. 2 - то же, в исходном положении;
на фиг. 3 - формование наружного борта; на фиг, 4 - формование внутреннего бортами всей оболочки;
на фиг, 5 - транспортировка сформованной оболочки. Устройство для формований резино
кордньгх оболочек состоит из станины , на которой неподвижно закреплен
внутренний формующий кольценой элемент 2, вьшолненный единым с наружн формующим кольцевым эпемеитом 3 и
снабженный съемны1М х-рузовам кольцом 4, В станине неподвижно установле
маханиэм 5 формования, выполненньй в виде последовательно смонтированных в общем корпусе 6 силовых цилин
ров. 7 и 8 с коаксиально расположенными наруж 1ЫМИ 8 и внутренними 9 штоками. Штоки 8 и 9 имеют средства
для монтажа в процессе формовани соответственно внутреннего 10 и наружного 1I подвижных колец посредст
вом полуколец 12j бандажа 13, а так же штифта 14. Средства выполнены:
на наружном штоке 8 в виде кольцевь уступа 15 и канавки 16, на внутреннем
штоке 9 в виде кольцевого уступа 17 и отверстия 18. Уc poйcтвo работает cлeдyю I 0liм о
раэом. Б исходном положении кольца 10 и 11 сняты, штоки 8 и 9 втянуты в
крайнее нижнее положение. Затем по редством крана вовнутрь внутреннег 8J
формующего кольцевого элемента 2 загружается заготовка 19 (фиг. 1). Выдвигаются
штоки 8 и 9 в крайнее верхнее положение и посредством крана на штоке В устанавливается внутреннее
кольцо 10 до упора в уступ 15 и закрепляется посредством установки
полуколец 12 в канавку 16, фиксируемых бандажем 13. Затем на шток 9 устанавливается наружное кольцо П
до упора в уступ 17 и фиксируется посредством установки штифта 14 в отверстие 18 (фиг, 2), Внутренний
шток 9 опускается, заготовка 9 оболочкиf взаимодействуя с наружным кольцом 1i, выворачивается и наружный
борт оболочки формуется окончательно между коль.цом 1 1 и наружным формуюш,им кольцевьтм элементом
3. Одновременно посредством наружного штока 8 внутреннее кольцо
10 опускается до промежуточного положб ия, не касаясь заготовки 9
оболочки (фиг. 3), Чем обеспечивается свободное выворачивание резинокордной оболочки и равномерное
распределение нитей каркаса. Затем посредстиом штока 8 опускается вниз
кольцо 10, посредством чего формуется внутренний борт и вся оболочка
(фиг. А). По окончании цикла формования посредством штоков 8 и 9
выдвигаются в крайнее верхнее положение кольца 10 и 11, которые расфиксируются
и снимаются при помощи крана . Стропами захватывается съемное грузовое кольцо 4 и посредством крана
сформованная оболочкасгрузовым кольцом 4 транспортируется к прессформе (фиг. 5).
Таким образом, предложенное уст ройство для формования резинокордных оболочек обеспечивает свободный
допуск грузоподъемным механизмом к деталям устройства и к оболочке,
посредством чего обеспечивается качественное формование тяжелых оболочек
и упрощается конструкция устройства . УСТРОЙСТВО ДЛЯ ФОРМОВАНИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК, содержавше станину, наружное и подвижное вну реннее кольца, наружный и внутрен ний формуюсцие кольцевые элементы и механизм формования, связанный
формующими элементами, отличающееся тем, что, с целью . обеспечения качественного формования
тяжелых оболочек и упрощения конструкции устройства, внутренний формующий кольцевой элемент жестко связан с наружным формующим кольцевым
элементом,выполнен со съемным грузовым кольцом и неподвижно смонтирован на станине, а механизм, формования
смонтирован на станине и выполнен в виде последовательно смонтированных в общем корпусе силовых цилиндров с коаксиальнр расположенными
штоками, имеющими средства для установки внутреннего и наружного колец.
3 Фиг. 3