BLOOD PRESSURE MEASUREMENT CUFF AND METHOD FOR MANUFACTURING BLOOD PRESSURE MEASUREMENT CUFF
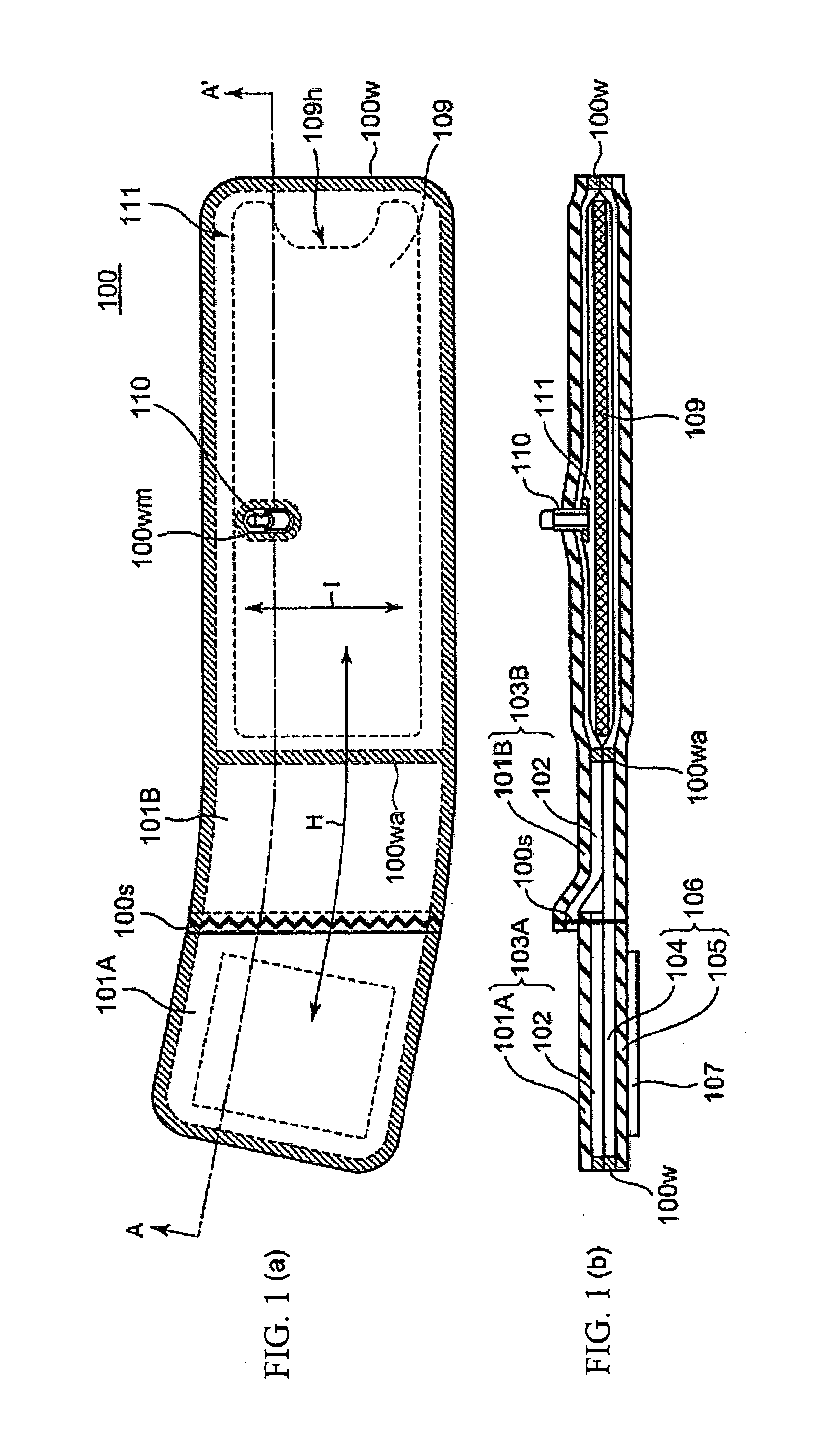
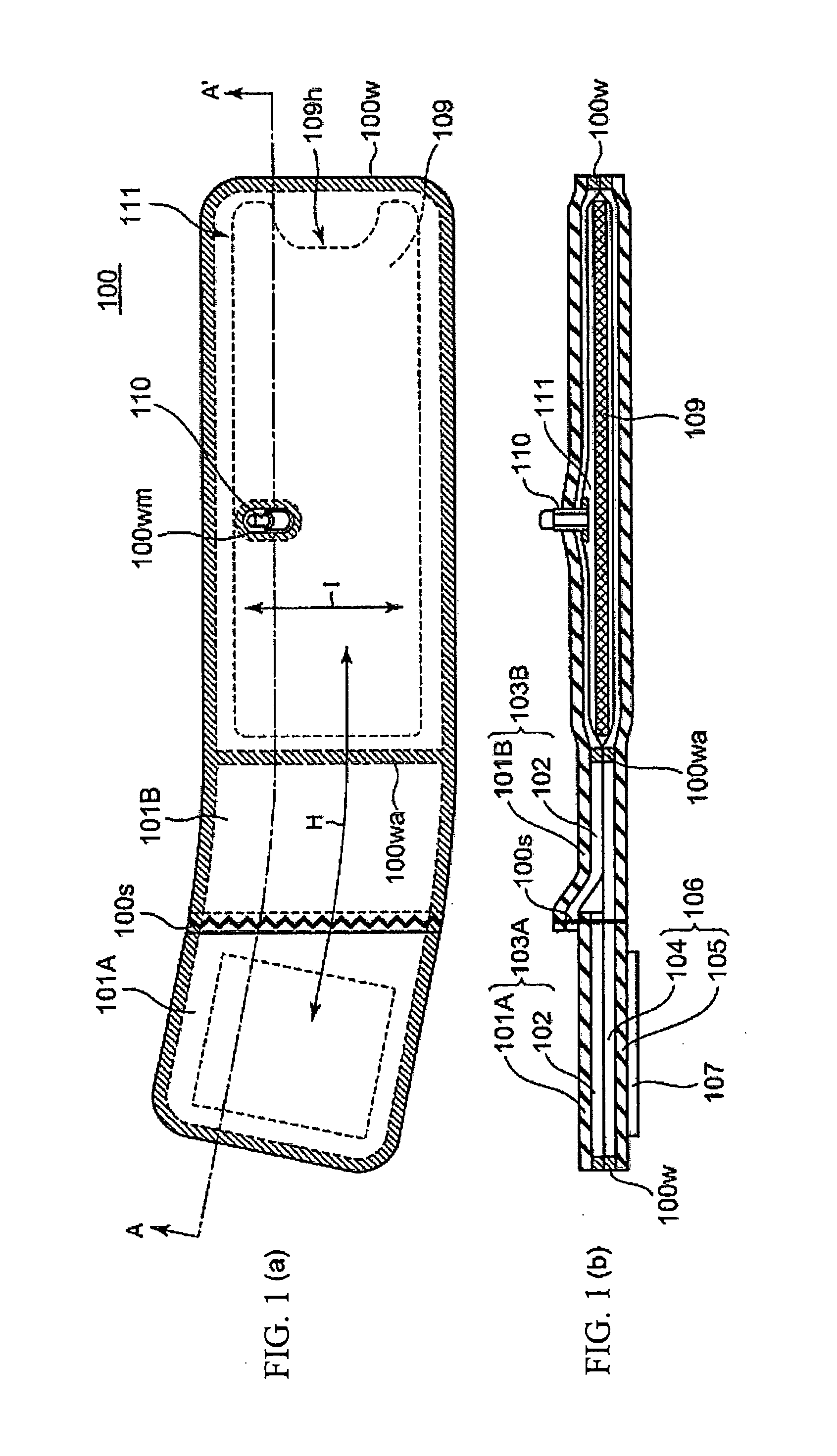
The present invention relates to a blood pressure measurement cuff, and more specifically relates to a blood pressure measurement cuff including a curler with a shape that conforms to a measurement site. Also, the present invention relates to a method for manufacturing a blood pressure measurement cuff, and more specifically relates to a method for manufacturing a blood pressure measurement cuff including a curler with a shape that conforms to a measurement site. Conventionally as this type of device, there have been blood pressure measurement cuffs that include a curler between an outer cloth (outer cover) and an air bladder, as shown in Patent Document 1 (WO 2011/081029A1), for example. This curler has a shape that naturally conforms to a measurement site such as an arm. Accordingly, it is easy to attach the cuff to the measurement site. With reference to In the cuff 900, low-friction inner sheets 905 The two inner sheets 905 Then, the deformation is obstructed until the friction becomes equal to the maximum static friction at the point of contact, that is, until the size of the shearing stress becomes equal to the size of the maximum static friction. Then, as soon as the amount of the shearing stress acting at the point of contact exceeds the amount of the maximum static friction, sudden deformation occurs in the air bladder 903, which causes a relatively loud noise to be generated. This relatively loud noise sometimes adversely affects blood pressure measurement. For this reason, in the cuff 900, in order to prevent noise that adversely affects blood pressure measurement from being generated, the two inner sheets 905 Patent Document 1: WO 2011/081029A1 However, in the prior technology, additional members, namely the inner sheets 905 In view of this, it is an object of the present invention to provide a blood pressure measurement cuff that can, with a more simple configuration, suppress generation of noise during inflation/deflation. Also, it is an object of the present invention to provide a method for manufacturing a blood pressure measurement cuff that can, with a more simple configuration, suppress generation of noise during inflation/deflation. In order to resolve the above-described problems, a blood pressure measurement cuff according to an aspect of the present invention is a blood pressure measurement cuff to be attached such that it wraps around a measurement site, the blood pressure measurement cuff including: a curler that is flexible and curves so as to naturally conform to a measurement site; an air bladder surrounding the inner side and outer side of the curler so as to contain the curler; an inner cloth attached to an outer surface on the measurement site side of the air bladder; and an outer cloth attached to an outer surface on the side opposite to the measurement site of the air bladder. With the blood pressure measurement cuff according to an aspect of the present invention, the curler has a shape that naturally conforms to a measurement site such as an arm. Accordingly, it is easy to attach the cuff to the measurement site. Also, with this cuff, the air bladder is attached to the inner cloth and the outer cloth, and the curler is contained in the air bladder. Accordingly, as long as the air bladder contains air (pressurized air) with an air pressure higher than that of the surrounding environment, a force that causes the air bladder to deform and move away from the curler acts on the air bladder. Accordingly, when the cuff inflates/deflates during blood pressure measurement, the curler is never held down with a large amount of force so as to be compressed by the air bladder. Accordingly, at the point of contact between the curler and the air bladder, static friction of an amount large enough to oppose a large amount of shearing stress is never generated. For this reason, at the point of contact, a case never occurs in which a sudden shearing deformation occurs and a noise loud enough to interfere with blood pressure measurement is generated. Also, since the air bladder, the inner cloth, and the outer cloth are attached, the three deform integrally during inflation/deflation. Accordingly, when the cuff inflates/deflates, the relative positional relationship between the air bladder and the inner cloth and outer cloth never shifts. Accordingly, with the present blood pressure measurement cuff, generation of noise during inflating/deflation which may hinder blood pressure measurement is suppressed. With a blood pressure measurement cuff according to an embodiment, at at least one circumferential end of the curler in a circumferential direction in which the curler is wrapped around the measurement site, a central portion in a width direction, which is approximately perpendicular to the circumferential direction, recedes in the circumferential direction with respect to corner portions on both sides in the width direction. With the blood pressure measurement cuff according to the embodiment, at the circumferential end of the curler, the central portion in the width direction recedes with respect to the corner portions. Accordingly, at the peripheral edge of the air bladder located near the central portion, the air bladder can move and deform such that it enters the central portion of the curler. For this reason, when the air bladder is inflated/deflated, the portion of the air bladder near the peripheral edge can deform significantly toward the measurement site such that the peripheral edge of the air bladder approaches the central portion. Therefore, the cuff can compress the measurement site well at locations near the peripheral edge of the air bladder as well. With a blood pressure measurement cuff according to an embodiment, the air bladder is formed by the peripheral edges of two airtight sheet members being welded together. With the blood pressure measurement cuff according to the embodiment, the air bladder is formed using a welding step, and the inner cloth and outer cloth are originally attached to the air bladder. For this reason, the blood pressure measurement cuff can be manufactured using only a welding step, and for example, a step of sewing the inner cloth and outer cloth together can be eliminated, thus reducing the cost of manufacturing. A blood pressure measurement cuff according to an embodiment further includes a positioning portion configured to fix a relative positional relationship between the curler and the air bladder. With the blood pressure measurement cuff according to the embodiment, it is possible to prevent the curler from moving inside of the air bladder. A blood pressure measurement cuff according to an embodiment further includes a nipple for supplying/discharging air, wherein the positioning portion is a protrusion that is formed on the outer surface of the curler and is fitted into the interior of the nipple. With the blood pressure measurement cuff according to the embodiment, it is possible to prevent the curler from moving inside of the air bladder with an extremely simple configuration. With a blood pressure measurement cuff according to an embodiment, the positioning portion is a sheet member attached to the inner surface of the air bladder, and the curler is attached to the sheet member such that the relative positional relationship with the air bladder is fixed. With the blood pressure measurement cuff according to the embodiment, it is possible to prevent the curler from moving inside of the air bladder with an extremely simple configuration. With a blood pressure measurement cuff according to an embodiment, the positioning portion is a sheet member that is fixed by being welded to the air bladder while being sandwiched between the two airtight sheet members forming the air bladder, and the curler is attached to the sheet member such that the relative positional relationship with the air bladder is fixed. With the blood pressure measurement cuff according to the embodiment, it is possible to prevent the curler from moving inside of the air bladder with an extremely simple configuration. With a blood pressure measurement cuff according to an embodiment, the sheet member is fixed by being welded to the air bladder at a portion on the peripheral edge in a length direction, which is parallel to the circumferential direction in which the air bladder is wrapped around the measurement site. With the blood pressure measurement cuff according to the embodiment, it is possible to prevent the curler from moving inside of the air bladder with an extremely simple configuration. With a blood pressure measurement cuff according to an embodiment, the sheet member is fixed by being welded to the air bladder at a portion on the peripheral edge in the width direction, which is approximately perpendicular to the circumferential direction in which the air bladder is wrapped around the measurement site. With the blood pressure measurement cuff according to the embodiment, it is possible to prevent the curler from moving inside of the air bladder with an extremely simple configuration. In order to resolve the above-described problems, a method for manufacturing a blood pressure measurement cuff according to another aspect of the present invention is a method for manufacturing a blood pressure measurement cuff to be attached such that it wraps around a measurement site, the method including: a step of preparing an outer cloth to which a first airtight sheet member for air bladder formation is attached, and an inner cloth to which a second airtight sheet member for air bladder formation is attached; a step of forming a bag-shaped portion by welding the first airtight sheet member and the second airtight sheet member together, the bag-shaped portion having an opening at at least a portion of a peripheral edge thereof; a step of inserting a curler into the bag-shaped portion through the opening; and a step of forming an air bladder by welding the opening of the bag-shaped portion. With the method for manufacturing a blood pressure measurement cuff, which is another aspect of the present embodiment, a blood pressure measurement cuff can be manufactured easily and at a lower cost. With a method for manufacturing a blood pressure measurement cuff according to an embodiment, the step of inserting the curler into the bag-shaped portion includes: a sub-step of first inserting a flat plate-shaped curler insertion auxiliary plate into the bag-shaped portion through the opening; a sub-step of next pressing the curler to the curler insertion auxiliary plate so as to elastically deform the curler into an approximate plate shape, and sliding the curler over the plate and through the opening so as to insert the curler into the bag-shaped portion; and a sub-step of taking the curler insertion auxiliary plate out of the bag-shaped portion through the opening. With the method for manufacturing a blood pressure measurement cuff according to the embodiment, the curler can be inserted into the bag-shaped portion extremely easily. With a method for manufacturing a blood pressure measurement cuff according to an embodiment, the step of inserting the curler into the bag-shaped portion includes: a sub-step of first inserting two plate-shaped curler insertion auxiliary plates and the curler into the bag-shaped portion through the opening while sandwiching the curler between the two curler insertion auxiliary plates by elastically deforming the curler into an approximate plate shape; and a sub-step of taking the two curler insertion auxiliary plates out of the bag-shaped portion through the opening. With the method for manufacturing a blood pressure measurement cuff according to the embodiment, the curler can be inserted into the bag-shaped portion extremely easily. A method for manufacturing a blood pressure measurement cuff according to an embodiment further includes a step of fitting a protrusion formed on the outer surface of the curler into the interior of a nipple arranged on the outer cloth, after the step of inserting the curler into the bag-shaped portion, and before the step of forming the air bladder. With the method for manufacturing a blood pressure measurement cuff according to the embodiment, a blood pressure measurement cuff in which a curler is prevented from moving inside an air bladder can be manufactured with simple steps. In a method for manufacturing a blood pressure measurement cuff according to an embodiment, the step of forming the bag-shaped portion is such that a third sheet member is sandwiched between the first sheet member and the second sheet member at a portion of the peripheral edge in the length direction, which is parallel to the circumferential direction in which the bag-shaped portion is wrapped around the measurement site; and the method further includes a step of attaching the curler to the third sheet member after the step of inserting the curler into the bag-shaped portion, and before the step of forming the air bladder. With the method for manufacturing a blood pressure measurement cuff according to the embodiment, a blood pressure measurement cuff in which a curler is prevented from moving inside an air bladder can be manufactured with simple steps. A method for manufacturing a blood pressure measurement cuff according to an embodiment further includes a step of attaching a third sheet member to the curler before the step of inserting the curler into the bag-shaped portion; and a step of attaching the third sheet member to the inner surface of the bag-shaped portion after the step of inserting the curler into the bag-shaped portion, and before the step of forming the bag-shaped portion. With the method for manufacturing a blood pressure measurement cuff according to the embodiment, a blood pressure measurement cuff in which a curler is prevented from moving inside an air bladder can be manufactured with simple steps. A method for manufacturing a blood pressure measurement cuff according to an embodiment further includes a step of attaching a third sheet member to the curler before the step of inserting the curler into the bag-shaped portion, wherein the step of forming the air bladder is such that the third sheet member is sandwiched between the first sheet member and the second sheet member and is welded to a portion in the width direction, which is approximately perpendicular to the circumferential direction in which the air bladder is wrapped around the measurement site. With the method for manufacturing a blood pressure measurement cuff according to the embodiment, a blood pressure measurement cuff in which a curler is prevented from moving inside an air bladder can be manufactured with simple steps. According to the blood pressure measurement cuff of the present embodiment, it is possible to suppress generation of noise that can hinder blood pressure measurement during inflation/deflation. According to the method for manufacturing the blood pressure measurement cuff of the present embodiment, a blood pressure measurement cuff that can suppress the generation of noise that can hinder blood pressure measurement during inflation/deflation can be manufactured more easily and at a lower cost. Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings. With a blood pressure measurement cuff according to an embodiment of the present invention, a curler has a shape that naturally conforms to a measurement site such as an arm. Accordingly, it is easy to attach the cuff to the measurement site. Also, with this cuff, an outer cloth and an inner cloth, which are outer cover members, and an air bladder are in an integrated configuration, and the curler is contained inside of the air bladder. Thus, when the cuff inflates/deflates, the outer cloth and inner cloth and the air bladder deform/move in an integrated manner. Accordingly, the relative positional relationship between the outer cloth and inner cloth, and the air bladder never shifts. For this reason, noise that may hinder blood pressure measurement is never generated between the inner cloth and outer cloth and the air bladder during inflation/deflation. Also, since a configuration is used in which the curler is contained in the air bladder, the force of deformation/movement in the direction away from the curler acts in the air bladder as long as pressurized air exists in the air bladder. In particular, when the cuff inflates/deflates for blood pressure measurement, the curler is never held down with a large amount of force so as to be compressed by the air bladder. Accordingly, at the point of contact between the curler and the air bladder, static friction of an amount large enough to oppose a large amount of shearing stress is never generated. For this reason, at the point of contact, a case never occurs in which a sudden shearing deformation occurs, generating a noise loud enough to interfere with blood pressure measurement. Also, with the blood pressure measurement cuff according to an embodiment of the present invention, a conventionally needed step of sewing together the inner cloth and the outer cloth, which are outer cover portions (a step of forming a bag-shaped outer cover from two sheet-shaped outer cover members), can be eliminated. Accordingly, the blood pressure measurement cuff is advantageous for the manufacturing cost as well. A cuff 100 has a narrow, flat band shape. The cuff 100 is wrapped around the measurement site in the length direction and is attached to the measurement site by engagement between a hook-and-loop fastener 107 and an outer cloth 101B. Here, the measurement site is a person's upper arm, for example, but the measurement site is not limited thereto. The outer cloths 101A and 101B form an outer cover member that is located on the outer side when the cuff 100 is wrapped around the measurement site. The outer cover member, which is on the outside, is composed of two members, namely the outer cloth 101A and the outer cloth 101B, and is made into one member by a suture 100 With reference to the cross-sectional view in The inner cloth 105 is an outer cover member that is located on the inner side (measurement site side) when wrapped around the measurement site. A hook-and-loop fastener 107 that engages with the outer cloths 101A and 101B is attached to the inner cloth 105. The airtight sheet member 104 is attached to and integrated with the surface of the inner cloth 105 opposite to the hook-and-loop fastener 107. Here, the member obtained by attaching the airtight sheet 104 to the inner cloth 105 will be referred to as an inner member 106. The airtight sheet 102 of the outer member 103B and the airtight sheet 104 of the inner member 106 are joined by being welded together at a peripheral edge welded portion 100 A flexible curler 109 that curves so as to naturally conform to the measurement site is contained in the air bladder 111. With the cuff 100 according to the present embodiment, the length in the circumferential direction H (direction of wrapping around the measurement site) of the curler 109 is a dimension that is almost the same as the length in the circumferential direction H of the air bladder 111. This is favorable in terms of preventing the curler 109 from moving around in the air bladder 111 when the user wraps the cuff 100, for example. Also, on an end portion in the circumferential direction H (circumferential end (right end of the curler 109 in The airtight sheet 102 is a sheet member made of polyvinyl chloride (PVC). Also, the airtight sheet 102 can be formed using other materials as well. In order to attach the airtight sheet 102 to the outer cloths 101A and 101B, it is sufficient to laminate PVC on the outer cloths 101A and 101B or to appropriately coat the outer cloths 101A and 101B with melted PVC. Alternatively, PVC in the form of a sheet, or in other words, the airtight sheet 102 itself, may be adhered to the outer cloths 101A and 101B using an adhesive. In the present invention, there is absolutely no limitation to the method for attaching the airtight sheet 102 to the outer cloths 101A and 101B. With the inner member 106 as well, the airtight sheet 104 is a sheet member made of polyvinyl chloride (PVC), similarly to the outer members 103A and 103B. Also, the airtight sheet 104 can be formed using other materials as well. In order to attach the airtight sheet 104 to the inner cloth 105, it is sufficient to laminate PVC on the inner cloth 105 or to coat the inner cloth 105 with melted PVC. Alternatively, PVC in the form of a sheet, or in other words, the airtight sheet 104 itself, may be adhered to the inner cloth 105 using an adhesive. In the present invention, there is absolutely no limitation to the method for attaching the airtight sheet 104 to the inner cloth 105. When air is supplied to the air bladder 111, the air bladder 111 starts to inflate. At this time, in the vicinity of the recess 109 Thus, by proving the recess 109 Next, with reference to First, in step S101, the outer cloth 101A to which the airtight sheet member 102 is attached, or in other words, the outer member 103A, the outer member 103B to which the airtight sheet member 102 and the nipple 110 are attached, and the inner cloth 105 to which the airtight sheet member 104 is attached, or in other words, the inner member 106, are prepared ( Next, in step S102, the airtight sheet member 102 of the outer members 103A and 103B and the airtight sheet member 104 of the inner member 106 are welded together (peripheral edge welded portion 100 Next, in step S103, extraneous members are cut with a die, thus shaping the cuff ( Next, in step S104, a plate-shaped curler insertion auxiliary plate 5 is inserted into the air bladder 111 through an unwelded portion (opening 100 Next, in step S105, the curler 109 is pressed to the curler insertion auxiliary plate 5 so as to be elastically deformed into an approximate plate shape, and is slid over the plate 5 so as to be inserted into the air bladder 111 through the opening 100 Next, in step S106, the curler insertion auxiliary plate 5 is taken out of the air bladder 111 ( Note that instead of performing steps S104, S105, and S106, it is possible to prepare two curler insertion auxiliary plates, elastically deform the curler 109 into an approximate plate shape and sandwich it between the two plates, and in that state, insert them into the air bladder 111 through the opening 100 Next, in step S107, at the portion that was not welded in step S102 (opening 100 Finally, in step S108, a sewing process for attaching the hook-and-loop fastener 107 or the like is performed ( As described above, according to the present method for manufacturing, it is possible to manufacture the cuff 100 in an extremely simple manner. In the present method, since the outer cloths 101A and 101B and the inner cloth 105 do not need to be sewn together at the outer perimeter portion of the cuff 100 to form the bag-shaped outer cover, the manufacturing cost can be reduced. Next, a cuff 200 according to a second embodiment of the present invention will be described. In the cuff 200 according to the present embodiment, the airtight sheet member 102 and the airtight sheet member 104 are welded together at the intermediate welded portion 200 As the positioning portion that fixes the relative positional relationship between the curler 209 and the air bladder 111, the cuff 200 includes a protrusion 209 Thus, in the cuff 200 according to the second embodiment, a means for positioning the curler 209 in the air bladder 111 is provided. Accordingly, the length in the circumferential direction H of the air bladder 111 can be designed freely, regardless of the length in the circumferential direction H of the curler 209, and the curler 209 is prevented from moving around needlessly in the air bladder 111. Next, with reference to First, in step S201, the outer cloth 101A to which the airtight sheet member 102 is attached, or in other words, the outer member 103A, the outer member 103B to which the airtight sheet member 102 and the nipple 110 are attached, and the inner cloth 105 to which the airtight sheet member 104 is attached, or in other words, the inner member 106, are prepared ( Next, in step S202, the airtight sheet member 102 of the outer members 103A and 103B and the airtight sheet member 104 of the inner member 106 are welded together (peripheral edge welded portion 100 Next, in step S203, extraneous members are cut with a die, thus forming a cuff ( Next, in step S204, a plate-shaped curler insertion auxiliary plate 5 is inserted into the air bladder 111 through an unwelded portion (opening 200 Next, in step S205, the curler 209, which includes the protrusion 209 Next, in step S206, the curler insertion auxiliary plate 5 is taken out of the air bladder 111 ( Note that instead of performing steps S204, S205, and S206, it is possible to prepare two curler insertion auxiliary plates, elastically deform the curler 209 into an approximate plate shape and sandwich it between the two plates, and in that state, insert them into the air bladder 111 through the opening 200 Next, in step S207, the protrusion 209 Next, in step S208, at the portion that was not welded in step S202 (opening 200 Finally, in step S209, a sewing process for attaching the hook-and-loop fastener 107 or the like is performed ( As described above, according to the present method for manufacturing, it is possible to manufacture the cuff 200 in an extremely simple manner. In the present method, since the outer cloths 101A and 101B and the inner cloth 105 do not need to be sewn together at the outer perimeter portion of the cuff 200 to form the bag-shaped outer cover, the manufacturing cost can be reduced. Next, a cuff 300 according to a third embodiment of the present invention will be described. In the cuff 300 according to the present embodiment, similarly to the cuff according to the preceding embodiment, the airtight sheet member 102 and the airtight sheet member 104 are welded together at the intermediate welded portion 200 Thus, in the cuff 300 according to the third embodiment, a means for positioning the curler 109 in the air bladder 111 is provided. Accordingly, the length in the circumferential direction H of the air bladder 111 can be designed freely, regardless of the length in the circumferential direction H of the curler 109, and the curler 109 is prevented from moving around needlessly in the air bladder 111. Next, with reference to First, in step S301, the outer cloth 101A to which the airtight sheet member 102 is attached, or in other words, the outer member 103A, the outer member 103B to which the airtight sheet member 102 and the nipple 110 are attached, and the inner cloth 105 to which the airtight sheet member 104 is attached, or in other words, the inner member 106, are prepared ( Next, in step S302, the airtight sheet member 102 of the outer members 103A and 103B and the airtight sheet member 104 of the inner member 106 are welded together (peripheral edge welded portion 100 Next, in step S303, extraneous members are cut with a die, thus forming a cuff ( Next, in step S304, a plate-shaped curler insertion auxiliary plate 5 is inserted into the air bladder 111 through the unwelded portion (opening 300 Next, in step S305, the double-sided adhesive tape 303 is used to attach the curler fixing sheet member 301 to the curler 109 ( Next, in step S306, the curler 109, to which the curler fixing sheet member 301 is attached, is pressed to the curler insertion auxiliary plate 5 so as to be elastically deformed into an approximate plate shape, and is slid over the plate 5 so as to be inserted into the air bladder 111 through the opening 300 Next, in step S307, the curler insertion auxiliary plate 5 is taken out of the air bladder 111 ( Note that instead of performing steps S304, S306, and S307, it is possible to prepare two curler insertion auxiliary plates, elastically deform the curler 109 into an approximate plate shape and sandwich it between the two plates, and in that state, insert them into the air bladder 111 through the opening 300 Next, in step S308, the double-sided adhesive tape 302 is used to attach the curler fixing sheet member 301 to the inner surface of the air bladder 111 ( Next, in step S309, at the portion that was not welded in step S302 (opening 300 Finally, in step S310, a sewing process for attaching the hook-and-loop fastener 107 or the like is performed ( As described above, according to the present method for manufacturing, it is possible to manufacture the cuff 300 in an extremely simple manner. In the present method, since the outer cloths 101A and 101B and the inner cloth 105 do not need to be sewn together at the outer perimeter portion of the cuff 300 to form the bag-shaped outer cover, the manufacturing cost can be reduced. Next, a cuff 400 according to a fourth embodiment of the present invention will be described. In the cuff 400 according to the present embodiment, similarly to the cuff according to the preceding embodiment, the airtight sheet member 102 and the airtight sheet member 104 are welded together at the intermediate welded portion 200 Thus, in the cuff 400 according to the fourth embodiment, a means for positioning the curler 109 in the air bladder 111 is provided. Accordingly, the length in the circumferential direction H of the air bladder 111 can be designed freely, regardless of the length in the circumferential direction H of the curler 109, and the curler 109 is prevented from moving around needlessly in the air bladder 111. Next, with reference to First, in step S401, the outer cloth 101A to which the airtight sheet member 102 is attached, or in other words, the outer member 103A, the outer member 103B to which the airtight sheet member 102 and the nipple 110 are attached, the inner cloth 105 to which the airtight sheet member 104 is attached, or in other words, the inner member 106, and the curler fixing sheet member 401 to which the double-sided adhesive tape 402 is attached, are prepared ( Next, in step S402, the airtight sheet member 102 of the outer members 103A and 103B and the airtight sheet member 104 of the inner member 106 are welded together while sandwiching the curler fixing sheet member 401 at the edge portion in the circumferential direction of the cuff (air bladder 111) (peripheral edge welded portion 100 Next, in step S403, extraneous members are cut with a die, thus forming a cuff ( Next, in step S404, a plate-shaped curler insertion auxiliary plate 5 is inserted into the air bladder 111 through the unwelded portion (opening 400 Next, in step S405, the curler 109 is pressed to the curler insertion auxiliary plate 5 so as to be elastically deformed into an approximate plate shape, and is slid over the plate 5 so as to be inserted into the air bladder 111 through the opening 400 Next, in step S406, the curler insertion auxiliary plate 5 is taken out of the air bladder 111 ( Note that instead of performing steps S404, S405, and S406, it is possible to prepare two curler insertion auxiliary plates, elastically deform the curler 109 into an approximate plate shape and sandwich it between the two plates, and in that state, insert them into the air bladder 111 through the opening 400 Next, in step S407, the double-sided adhesive tape 402 is used to attach the curler 109 to the curler fixing sheet member 401 ( Next, in step S408, at the portion that was not welded in step S402 (opening 400 Finally, in step S409, a sewing process for attaching the hook-and-loop fastener 107 or the like is performed ( As described above, according to the present method for manufacturing, it is possible to manufacture the cuff 400 in an extremely simple manner. In the present method, since the outer cloths 101A and 101B and the inner cloth 105 do not need to be sewn together at the outer perimeter portion of the cuff 400 to form the bag-shaped outer cover, the manufacturing cost can be reduced. Next, a cuff 500 according to a fifth embodiment of the present invention will be described. In the cuff 500 according to the present embodiment, similarly to the cuff according to the preceding embodiment, the airtight sheet member 102 and the airtight sheet member 104 are welded together at the intermediate welded portion 200 Thus, in the cuff 500 according to the fifth embodiment, a means for positioning the curler 109 in the air bladder 111 is provided. Accordingly, the length in the circumferential direction H of the air bladder 111 can be designed freely, regardless of the length in the circumferential direction H of the curler 109, and the curler 109 is prevented from moving around needlessly in the air bladder 111. Next, with reference to First, in step S501, the outer cloth 101A to which the airtight sheet member 102 is attached, or in other words, the outer member 103A, the outer member 103B to which the airtight sheet member 102 and the nipple 110 are attached, the inner cloth 105 to which the airtight sheet member 104 is attached, or in other words, the inner member 106, and the curler fixing sheet member 401 to which the double-sided adhesive tape 402 is attached, are prepared ( Next, in step S502, the airtight sheet member 102 of the outer members 103A and 103B and the airtight sheet member 104 of the inner member 106 are welded together while sandwiching the curler fixing sheet member 401 at the center in the circumferential direction of the peripheral edge portion of the cuff (air bladder 111) (peripheral edge welded portion 100 Next, in step S503, extraneous members are cut with a die, thus forming a cuff ( Next, in step S504, a plate-shaped curler insertion auxiliary plate 5 is inserted into the air bladder 111 through the unwelded portion (opening 500 Next, in step S505, the curler 109 is pressed to the curler insertion auxiliary plate 5 so as to be elastically deformed into an approximate plate shape, and is slid over the plate 5 so as to be inserted into the air bladder 111 through the opening 500 Next, in step S506, the curler insertion auxiliary plate 5 is taken out of the air bladder 111 ( Note that instead of performing steps S504, S505, and S506, it is possible to prepare two curler insertion auxiliary plates, elastically deform the curler 109 into an approximate plate shape and sandwich it between the two plates, and in that state, insert them into the air bladder 111 through the opening 500 Next, in step S507, the double-sided adhesive tape 402 is used to attach the curler 109 to the curler fixing sheet member 401 ( Next, in step S508, at the portion that was not welded in step S402 (opening 500 Finally, in step S509, a sewing process for attaching the hook-and-loop fastener 107 or the like is performed ( As described above, according to the present method for manufacturing, it is possible to manufacture the cuff 500 in an extremely simple manner. In the present method, since the outer cloths 101A and 101B and the inner cloth 105 do not need to be sewn together at the outer perimeter portion of the cuff 500 to form the bag-shaped outer cover, the manufacturing cost can be reduced. Next, a cuff 600 according to a sixth embodiment of the present invention will be described. In the cuff 600 according to the present embodiment, similarly to the cuff according to the preceding embodiment, the airtight sheet member 102 and the airtight sheet member 104 are welded together at the intermediate welded portion 200 Thus, in the cuff 600 according to the sixth embodiment, a means for positioning the curler 109 in the air bladder 111 is provided. Accordingly, the length in the circumferential direction H of the air bladder 111 can be designed freely, regardless of the length in the circumferential direction H of the curler 109, and the curler 109 is prevented from moving around needlessly in the air bladder 111. Next, with reference to First, in step S601, the outer cloth 101A to which the airtight sheet member 102 is attached, or in other words, the outer member 103A, the outer member 103B to which the airtight sheet member 102 and the nipple 110 are attached, and the inner cloth 105 to which the airtight sheet member 104 is attached, or in other words, the inner member 106, are prepared ( Next, in step S602, the airtight sheet member 102 of the outer members 103A and 103B and the airtight sheet member 104 of the inner member 106 are welded together (peripheral edge welded portion 100 Next, in step S603, extraneous members are cut with a die, thus forming a cuff ( Next, in step S604, a plate-shaped curler insertion auxiliary plate 5 is inserted into the air bladder 111 through the unwelded portion (opening 600 Next, in step S605, the double-sided adhesive tape 602 is used to attach the curler fixing sheet member 601 to the curler 109 ( Next, in step S606, the curler 109, to which the curler fixing sheet member 601 is attached, is pressed to the curler insertion auxiliary plate 5 so as to be elastically deformed into an approximate plate shape, and is slid over the plate 5 so as to be inserted into the air bladder 111 through the opening 600 Next, in step S607, the curler insertion auxiliary plate 5 is taken out of the air bladder 111 ( Note that instead of performing steps S604, S606, and S607, it is possible to prepare two curler insertion auxiliary plates, elastically deform the curler 109 into an approximate plate shape and sandwich it between the two plates, and in that state, insert them into the air bladder 111 through the opening 600 Next, in step S608, the airtight sheet member 102 of the outer member 103B and the airtight sheet member 104 of the inner member 106 are welded together while sandwiching the curler fixing sheet member 601 (peripheral edge welded portion 100 Finally, in step S609, a sewing process for attaching the hook-and-loop fastener 107 or the like is performed ( As described above, according to the present method for manufacturing, it is possible to manufacture the cuff 600 in an extremely simple manner. In the present method, since the outer cloths 101A and 101B and the inner cloth 105 do not need to be sewn together at the outer perimeter portion of the cuff 600 to form the bag-shaped outer cover, the manufacturing cost can be reduced. A blood pressure measurement cuff is a blood pressure measurement cuff to be attached such that it wraps around a measurement site and includes: a curler that is flexible and curves so as to naturally conform to the measurement site; an air bladder containing the curler due to being wrapped around the inner side and outer side of the curler; an inner cloth attached to an outer surface on the measurement site side of the air bladder; and an outer cloth attached to an outer surface on the side opposite to the measurement site of the air bladder. 1. A blood pressure measurement cuff to be attached such that it wraps around a measurement site, the blood pressure measurement cuff comprising:
a curler that is flexible and curves so as to naturally conform to the measurement site; an air bladder surrounding the inner side and outer side of the curler so as to contain the curler; an inner cloth attached to an outer surface on the measurement site side of the air bladder; and an outer cloth attached to an outer surface on the side opposite to the measurement site of the air bladder. 2. The blood pressure measurement cuff according to at at least one circumferential end of the curler in a circumferential direction in which the curler is wrapped around the measurement site, a central portion in a width direction, which is approximately perpendicular to the circumferential direction, recedes in the circumferential direction with respect to corner portions on both sides in the width direction. 3. The blood pressure measurement cuff according to the air bladder is formed by the peripheral edges of two airtight sheet members being welded together. 4. The blood pressure measurement cuff according to a positioning portion configured to fix a relative positional relationship between the curler and the air bladder. 5. The blood pressure measurement cuff according to a nipple for supplying/discharging air, wherein the positioning portion is a protrusion that is formed on the outer surface of the curler and is fitted into the interior of the nipple. 6. The blood pressure measurement cuff according to the positioning portion is a sheet member attached to the inner surface of the air bladder, and the curler is attached to the sheet member such that the relative positional relationship with the air bladder is fixed. 7. The blood pressure measurement cuff according to the positioning portion is a sheet member that is fixed by being welded to the air bladder while being sandwiched between the two airtight sheet members forming the air bladder, and the curler is attached to the sheet member such that the relative positional relationship with the air bladder is fixed. 8. The blood pressure measurement cuff according to the sheet member is fixed by being welded to the air bladder at a portion on the peripheral edge in a length direction, which is parallel to the circumferential direction in which the air bladder is wrapped around the measurement site. 9. The blood pressure measurement cuff according to the sheet member is fixed by being welded to the air bladder at a portion on the peripheral edge in the width direction, which is approximately perpendicular to the circumferential direction in which the air bladder is wrapped around the measurement site. 10. A method for manufacturing the blood pressure measurement cuff according to a step of preparing an outer cloth to which a first airtight sheet member for air bladder formation is attached, and an inner cloth to which a second airtight sheet member for air bladder formation is attached; a step of forming a bag-shaped portion by welding the first airtight sheet member and the second airtight sheet member together, the bag-shaped portion having an opening at at least a portion of a peripheral edge thereof; a step of inserting a curler into the bag-shaped portion through the opening; and a step of forming an air bladder by welding the opening of the bag-shaped portion. 11. The method for manufacturing the blood pressure measurement cuff according to the step of inserting the curler into the bag-shaped portion includes:
a sub-step of first inserting a plate-shaped curler insertion auxiliary plate into the bag-shaped portion through the opening; a sub-step of next pressing the curler to the curler insertion auxiliary plate so as to elastically deform the curler into an approximate plate shape, and sliding the curler over the plate and through the opening so as to insert the curler into the bag-shaped portion; and a sub-step of taking the curler insertion auxiliary plate out of the bag-shaped portion through the opening. 12. The method for manufacturing the blood pressure measurement cuff according to the step of inserting the curler into the bag-shaped portion includes:
a sub-step of first inserting two plate-shaped curler insertion auxiliary plates and the curler into the bag-shaped portion through the opening while elastically deforming the curler into an approximate plate shape and sandwiching the curler between the two curler insertion auxiliary plates; and a sub-step of taking the two curler insertion auxiliary plates out of the bag-shaped portion through the opening. 13. The method for manufacturing the blood pressure measurement cuff according to a step of fitting a protrusion formed on the outer surface of the curler into the interior of a nipple arranged on the outer cloth, after the step of inserting the curler into the bag-shaped portion, and before the step of forming the air bladder. 14. The method for manufacturing the blood pressure measurement cuff according to the step of forming the bag-shaped portion is such that a third sheet member is sandwiched between the first airtight sheet member and the second airtight sheet member at a portion of the peripheral edge in the length direction, which is parallel to the circumferential direction in which the bag-shaped portion is wrapped around the measurement site; and the method further comprises a step of attaching the curler to the third sheet member after the step of inserting the curler into the bag-shaped portion, and before the step of forming the air bladder. 15. The method for manufacturing the blood pressure measurement cuff according to a step of attaching a third sheet member to the curler before the step of inserting the curler into the bag-shaped portion; and a step of attaching the third sheet member to the inner surface of the bag-shaped portion after the step of inserting the curler into the bag-shaped portion, and before the step of forming the air bladder. 16. The method for manufacturing the blood pressure measurement cuff according to a step of attaching a third sheet member to the curler before the step of inserting the curler into the bag-shaped portion, wherein the step of forming the air bladder is such that the third sheet member is sandwiched between the first airtight sheet member and the second airtight sheet member and is welded at a portion in the width direction, which is approximately perpendicular to the circumferential direction in which the air bladder is wrapped around the measurement site. TECHNICAL FIELD
BACKGROUND ART
CITATION LIST
Patent Literature
SUMMARY OF INVENTION
Technical Problem
Solution to Problem
Advantageous Effects of Invention
BRIEF DESCRIPTION OF DRAWINGS
DESCRIPTION OF EMBODIMENTS
REFERENCE SIGNS LIST