ELECTROCHEMICAL MACHINING TOOL, ELECTROCHEMICAL MACHINING SYSTEM, AND METHOD FOR MANUFACTURING PERFORATED MEMBER
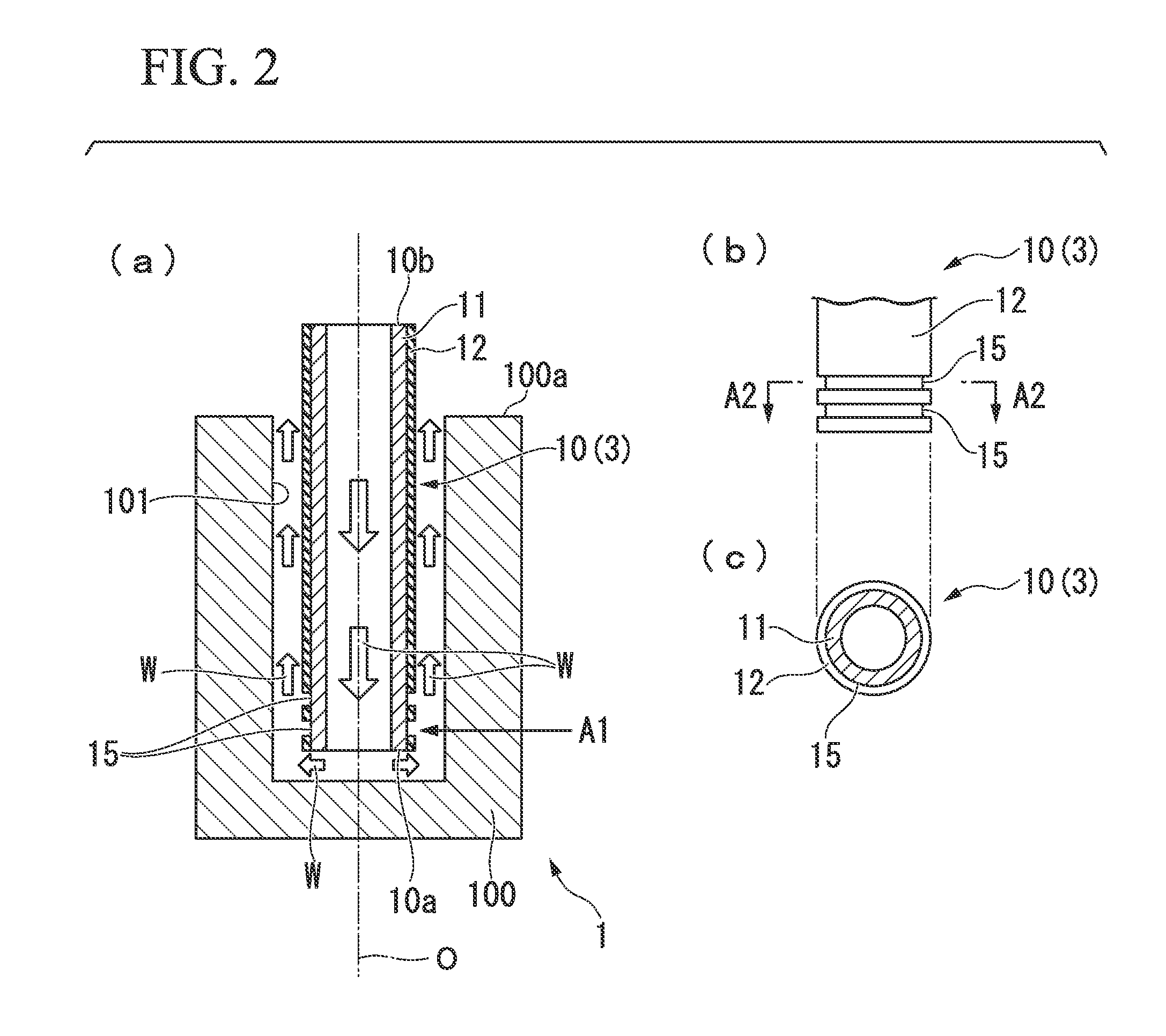
The present invention relates to an electrochemical machining tool which performs electrochemical machining of a workpiece by performing electric conduction between an electrode and the workpiece via an electrolyte, and an electrochemical machining system equipped with the electrochemical machining tool. Priority is claimed on Japanese Patent Application No. 2013-104391, filed May 16, 2013, the content of which is incorporated herein by reference. Drilling of a hard-to-cut material which is hard to machine is generally performed by an electrochemical machining method and an electro-discharge machining method. In particular, when a hard-to-cut material having a high aspect ratio is drilled, the electrochemical machining method is used (e.g., Patent Literature 1). Meanwhile, when a long hole is machined in a workpiece by the electrochemical machining, there is a need to increase the current to increase the machining speed. Although the applied voltage is generally increased to increase the current, it is preferable to limit the applied voltage to a low level for safety reasons and from the viewpoint of saving energy. In view of such circumstances, as a method for increasing the machining speed without increasing the applied voltage, using a method for increasing an electric conduction area of the electrode used in the electrochemical machining by increasing the thickness of the electrode can be considered. However, the thickness of the electrode is restricted by the machining hole diameter and the amount of the electrolyte supplied to the electrode. Therefore, it is difficult to simply change the thickness of the electrode to increase the electric conduction area. Here, since the outer circumferential surface of the electrode is coated with an insulating member, it is also possible to increase the electric conduction area by peeling off the coating. Japanese Unexamined Patent Application, First Publication No. 2012-35369 However, when the coating of the electrode is uniformly peeled off to increase the electric conduction area, there is a possibility of peeling area increasing and the frequency of short-circuiting between the electrode and the workpiece increasing. The present invention provides an electrochemical machining tool, an electrochemical machining system, and a method for manufacturing a perforated member which are capable of performing the electrochemical machining while limiting the frequency of short-circuiting and increasing the electric conduction area. An electrochemical machining tool according to a first aspect of the present invention includes a tool body which has an electrode which is made of a flexible conductive material having a cylindrical shape extending along an axis, and inside which an electrolyte flows toward a leading end side, and an insulating layer coated on an outer circumferential surface of the electrode to expose a leading end surface of the electrode, wherein a non-insulation section which exposes the outer circumferential surface of the electrode is provided on the tool body, and the non-insulation section is surrounded by the insulating layer from at least one of an axial direction and a circumferential direction. In such an electrochemical machining tool, by performing the electric conduction between the leading end surface of the electrode and the machining hole of the workpiece via the electrolyte, the workpiece is electrolyzed and the machining hole is deeply machined. At this time, it is possible to perform the electric conduction on the outer circumferential surface by the non-insulation section. Thus, the conduction area between the tool body and the workpiece is increased, and it is possible to improve the machining speed while limiting an increase in the applied voltage. Since the non-insulation section is provided to be surrounded by the insulating layer, it is possible to reduce the frequency with which the non-contact portion comes into direct contact with the workpiece. In the electrochemical machining tool according to a second aspect of the present invention, the non-insulation section in the first aspect may be provided in a ring shape extending over an entire region of the circumferential direction around the axis, and may be surrounded by the insulating layer from the axial direction. By forming a ring-shaped non-insulation section, the insulating layer which surrounds the non-insulation section from the axial direction limits the contact of the non-insulation section with the workpiece. Therefore, it is possible to limit the frequency of short-circuiting while increasing the electric conduction area. Further, for example, by forming a plurality of non-insulation sections to be disposed alternately with the insulating layer in the axial direction, even when an area per position of the ring-shaped non-insulation section is small, the total area of the non-insulation section can be increased. It is possible to limit the frequency of short-circuiting by the alternately disposed insulating layer while ensuring the conduction area even in this case. In the electrochemical machining tool according to a third aspect of the present invention, the non-insulation section in the first aspect may be provided to extend to a trailing end side in the axial direction from the leading end of the tool body and may be surrounded by the insulating layer from the circumferential direction. By providing the non-insulation section in this way, the insulating layer which surrounds the non-insulation section from the circumferential direction limits the contact of the non-insulation section with the workpiece. Therefore, it is possible to increase the electric conduction area and limit the frequency of short-circuiting. In the electrochemical machining tool according to a fourth aspect of the present invention, a plurality of the non-insulation sections in the third aspect may be provided at intervals in the circumferential direction. Since the plurality of the non-insulation sections surrounded by the insulating layer from the circumferential direction are provided in the circumferential direction, it is possible to further increase the electric conduction area while enabling the limitation of the frequency of short-circuiting. Thus, it is possible to further limit the applied voltage. In the electrochemical machining tool according to a fifth aspect of the present invention, the non-insulation section in the first aspect may be provided to extend in the axial direction, and may be surrounded by the insulating layer from the circumferential direction and the axial direction. Since the non-insulation section is provided in this way, the insulating layer may be provided on the outer circumferential surface of the leading end of the electrode. Thus, the short-circuiting at the leading end in which the tool body is liable to come into contact with the workpiece is prevented, and it is possible to further reduce the frequency of short-circuiting. In the electrochemical machining tool according to a sixth aspect of the present invention, a plurality of the non-insulation sections in the filth aspect may be provided at intervals in the circumferential direction. By providing the plurality of non-insulation sections in the circumferential direction, it is possible to further increase the electric conduction area while enabling the limitation of frequency of short-circuiting. Thus, it is possible to further limit the applied voltage. The electrochemical machining system according to a seventh aspect of the invention includes the electrochemical machining tool according to one aspect of the first to sixth aspects; a guide section which guides the electrochemical machining tool to be a predetermined advancing direction with respect to the workpiece; and a moving mechanism which advances the electrochemical machining tool. In such an electrochemical machining system, the non-insulation section in the electrochemical machining tool may be provided to be surrounded by the insulating layer. Therefore, it is possible to reduce the frequency with which the non-contact portion comes into direct contact with the workpiece. Thus, it is possible to perform the electrochemical machining by limiting the frequency of short-circuiting while increasing the electric conduction area. A method for manufacturing a perforated member according to an eighth aspect of the present invention includes forming a machining hole in the workpiece using the electrochemical machining tool according to one of the first to sixth aspects. According to the method for manufacturing the perforated member, the non-insulation section in the electrochemical machining tool may be formed to be surrounded by the insulating layer. Therefore, it is possible to reduce the frequency with which the non-contact portion comes into direct contact with the workpiece. Thus, it is possible to perform the electrochemical machining while limiting the frequency of short-circuiting and increasing the electric conduction area. According to the electrochemical machining tool, the electrochemical machining system and the method for manufacturing the perforated member of the present invention, since the non-insulation section is surrounded by the insulating layer from at least one of the axial direction and the circumferential direction, it is possible to perform the electrochemical machining while limiting the frequency of short-circuiting and increasing the electric conduction area. Hereinafter, an electrochemical machining system according to a first embodiment of the present invention will be described. An electrochemical machining system 1 is a device that forms a linear machining hole 101 in a workpiece 100. As an example in the present embodiment, the workpiece 100 is a turbine blade of a gas turbine, and the machining hole 101 of the workpiece 100 is a cooling hole which cools the turbine blades. A method for manufacturing the workpiece 100 having the machining hole 101, that is, a method for manufacturing the perforated member, will be described with reference. As shown in The moving mechanism 4 moves the electrochemical machining tool 3 forward and backward with respect to the workpiece 100. The moving mechanism 4 of this embodiment is disposed on a leading end 100 The moving mechanism 4, for example, performs the forward and backward movement of the electrochemical machining tool 3 using a drive source such as an electric motor (not shown). The moving mechanism 4 has a plurality of gripping sections 4 The guide section 5 is disposed between the moving mechanism 4 and the leading end 100 Next, the electrochemical machining tool 3 will be described. The electrochemical machining tool 3 forms a machining hole (a cooling hole of the turbine blade) 101 in the workpiece 100 by the electrochemical machining. The electrochemical machining tool 3 has a tool body 10 which includes an electrode 11, and an insulating layer 12 which covers the electrode 11 from the outer circumference and has an overall cylindrical shape. As shown in The electrode 11 in the tool body 10 has a cylindrical shape extending along an axis O, and for example, the electrode 11 is formed of a conductive material having flexibility, such as stainless steel, copper and titanium. An inner hollow portion (the interior of the electrode 11) of the electrode 11 is in communication with the hollow portion of the gripping section 4 The end surface of the electrode 11 on the leading end 10 The insulating layer 12 in the tool body 10, for example, is formed of a polyester-based resin having electrical insulation properties. The insulating layer 12 is coated on an outer circumferential surface of the electrode 11. An end surface of the electrode 11 on the leading end 10 The outer circumferential surface of the electrode 11 is exposed in a ring shape around the axis O over the whole area in the circumferential direction at an intermediate position near the leading end 10 The electric conduction between the non-insulation section 15 and the workpiece 100 can be performed via the electrolyte W derived from the leading end 10 In such an electrochemical machining system 1, the electrolyte W flowing through the interior of the electrode 11 is derived from the leading end 10 During machining, by forming the non-insulation section 15, the electric conduction between the workpiece 100 and the outer circumferential surface of the electrode 11 as well as the end surface facing the axial O direction in the leading end 10 Furthermore, the non-insulation section 15 is formed to be surrounded by the insulating layer 12 from the axial O direction. For this reason, the insulating layer 12 can reduce the frequency of contact of the non-insulation section 15 with the workpiece 100. Here, by forming a plurality of ring-shaped non-insulation sections 15, even when an area for each non-insulation section 15 is small, the total area of the non-insulation section 15 can be increased. According to the electrochemical machining system 1 of this embodiment, by forming the non-insulation section 15 to be surrounded by the insulating layer 12 from the axial O direction, it is possible to perform the electrochemical machining of the workpiece 100 while limiting the frequency of short-circuiting and increasing the electric conduction area. Next, an electrochemical machining system 21 according to a second embodiment of the present invention will be described. The components common to the first embodiment are denoted by the same reference numerals, and no detailed explanation thereof will be provided. In this embodiment, a non-insulation section 25 formed in the tool body 10 is different from the first embodiment. As shown in According to the electrochemical machining system 21 of this embodiment, the electric conduction between the outer circumferential surface of the electrode 11 and the workpiece 100 can be performed by the non-insulation section 25. For this reason, it is possible to increase the electric conduction area. In addition, the insulating layer 12 which surrounds the non-insulation section 25 from the circumferential direction limits the contact of the non-insulation section 25 with the workpiece 100. Therefore, it is possible to limit the frequency of short-circuiting while ensuring a conduction area between the tool body and the workpiece 100. Also, by circumferentially forming a plurality of the non-insulation sections 25 surrounded by the insulating layer 12 from the circumferential direction, the electric conduction area is further increased and the applied voltage can be further limited while limiting the frequency of short-circuiting. The shape of the non-insulation section 25 may be any of various shapes such as a circular shape or a polygonal shape when viewed from the radial direction, without being limited to the rectangular shape described above. That is, the non-insulation section 25 may be formed to be surrounded by the insulating layer 12 at least from the circumferential direction. In this embodiment, the cross-sectional shape of the machining hole 101 has a flower shape which is radially enlarged only at a position at which the non-insulation section 25 is formed. Meanwhile, the electrochemical machining tool 3 may be rotated, and in this case, the machining hole 101 has a cross-sectional shape which is close to a perfect circle. Here, as shown in The non-insulation section 25A may have a shape which linearly inclines in the circumferential direction, and may be formed in a curved spiral shape. Next, an electrochemical machining system 31 according to a third embodiment of the present invention will be described. The same components as the first embodiment and second embodiment are denoted by the same reference numerals, and no detailed description thereof will be provided. Here, when the electrochemical machining tool 3 is rotated as described above, the configuration of this embodiment may be adopted. That is, in this embodiment, a non-insulation section 35 formed in the tool body 10 is different from the first embodiment and the second embodiment in that the machining is performed while the electrochemical machining tool 3 is rotated. As shown in According to the electrochemical machining system 31 of this embodiment, similarly to the second embodiment, it is possible to increase the electric conduction area between the tool body and the workpiece 100 by the non-insulation section 35. Moreover, the insulating layer 12 which surrounds the non-insulation section 35 from the circumferential direction limits the contact of the non-insulation section 35 with the workpiece 100. Therefore, it is possible to limit the frequency of short-circuiting while ensuring the conduction area between the tool body and the workpiece 100. Although the non-insulation section 35 is formed only in a circumferential position in this embodiment, for example, by adjusting the rotational speed and the advancing speed of the electrochemical machining tool 3 in the moving mechanism 4, the machining of the machining hole 101 can be reliably performed. Therefore, the electrochemical machining can be performed while reducing the need to form the non-insulation section 35 in comparison to the second embodiment. Even in this embodiment, similarly to the second embodiment, the shape of the non-insulation section 35 may be any of various shapes such as a circular shape or a polygonal shape when viewed from the radial direction. Next, an electrochemical machining system 41 according to a fourth embodiment of the present invention will be described. The same components as the first to third embodiments are denoted by the same reference numerals and no detailed description thereof will be provided. In this embodiment, the non-insulation section 45 formed in the tool body 10 is different from the first to third embodiments. As shown in According to the electrochemical machining system 41 of this embodiment, it is possible to increase the electric conduction area between the tool body and the workpiece 100 by the non-insulation section 45, and it is possible to limit the frequency of short-circuiting by the insulating layer 12 which surrounds the non-insulation section 45 from the circumferential direction. The insulating layer 12 is formed on the outer circumferential surface at the leading end 10 Moreover, by circumferentially forming the plurality the non-insulation sections 45 surrounded by the insulating layer 12 from the circumferential direction, the electric conduction area further increases while the frequency of short-circuiting is limited, and it is possible to improve the machining speed. The shape of the non-insulation sections 45 may be any of various shapes such as a circular shape or a polygonal shape when viewed from the radial direction, without being limited to the rectangular shape described above. That is, the non-insulation sections 45 may be formed to be surrounded by the insulating layer 12 at least from the circumferential direction. The non-insulation section 45 may be surrounded from the circumferential direction and the axial direction O, and for example, may be formed in a lattice shape when viewed from the radial direction, and a slit shape extending in the axial O direction or the circumferential direction. Similarly to the second embodiment, in the present embodiment, the cross-sectional shape of the machining hole 101 is a flower shape in which a diameter is expanded only at the formation position of the non-insulation sections 45. Meanwhile, the electrochemical machining tool 3 may be rotated, and in this case, the machining hole 101 has a cross-sectional shape which is close to a perfect circle. Next, an electrochemical machining system 51 according to a fifth embodiment of the present invention will be described. The same components as the first to fourth embodiments are denoted by the same reference numerals, and no detailed description thereof will be provided. Here, when the electrochemical machining tool 3 is rotated as described above, the configuration of this embodiment may be adopted. That is, in this embodiment, a non-insulation section 55 formed in the tool body 10 is different from the first to fourth embodiments, and the machining is performed while the electrochemical machining tool 3 is rotated. As shown in According to the electrochemical machining system 51 of this embodiment, similarly to the fourth embodiment, it is possible to increase the electric conduction area between the tool body and the workpiece 100 by the non-insulation sections 55, and it is possible to limit the frequency of short-circuiting. Although the non-insulation section 55 is formed only in a part of the circumferential direction in this embodiment, for example, by appropriately adjusting the rotational speed and the advancing speed of the electrochemical machining tool 3 in the moving mechanism 4, it is possible to reliably perform the machining of the machining hole 101. Therefore, it is possible to perform the electrochemical machining while reducing the need to form the non-insulation section 55 in comparison to the fourth embodiment. Even in this embodiment, similarly to the second to fourth embodiments, the shape of the non-insulation section 55 may be any of various shapes such as a circular shape or a polygonal shape when viewed from the radial direction. The non-insulation section 55 may be surrounded from the circumferential direction and the axial direction O, and for example, the non-insulation section 55 may be formed in a lattice shape when viewed from the radial direction, and a slit shape extending in the axial O direction or the circumferential direction. Although embodiments of the present invention have been described in detail, slight design changes are possible within the scope that does not depart from the technical idea of the present invention. For example, a mixture of the non-insulation sections 15, 25 (25A), 35, 45 and 55 of the first to fifth embodiments may be formed. Furthermore, although the non-insulation sections 15, 25 (25A), 35, 45 and 55 were formed at the position near the leading end 10 According to the electrochemical machining tool, the electrochemical machining system and the method for manufacturing a perforated member, since the non-insulation section is surrounded by the insulating layer from at least one of the axial direction and the circumferential direction, the electrochemical machining can be performed while limiting the frequency of short-circuiting and increasing the electric conduction area. 1 Electrochemical machining system 3 Electrochemical machining tool 4 Moving mechanism 4 5 Guide section 5 10 Tool body 10 10 11 Electrode 12 Insulating layer 15 Non-insulation section 100 Workpiece 100 101 Machining hole O Axis W Electrolyte 21 Electrochemical machining system 25, 25A Non-insulation section 31 Electrochemical machining system 35 Non-insulation section 41 Electrochemical machining system 45 Non-insulation section 51 Electrochemical machining system 55 Non-insulation section An electrochemical machining tool (3) includes a tool body (10) which has an electrode (11) which is made of a flexible conductive material having a cylindrical shape extending along an axis (O), and inside which an electrolyte (W) flows toward a leading end (10 1-8. (canceled) 9. An electrochemical machining tool comprising:
a tool body which has an electrode which is made of a flexible conductive material having a cylindrical shape extending along an axis, and inside which an electrolyte flows toward a leading end side, and an insulating layer coated on an outer circumferential surface of the electrode to expose a leading end surface of the electrode, wherein a non-insulation section which exposes the outer circumferential surface of the electrode is provided on the tool body, the non-insulation section is provided to extend to a trailing end side in the axial direction from the leading end of the tool body and is sandwiched by the insulating layer in the circumferential direction, a plurality of the non-insulation sections are provided at intervals in the circumferential direction, and the non-insulation sections are provided to incline toward one side in the circumferential direction as they extend toward the leading end side when seen from the radial direction, and the adjacent non-insulation sections are provided to overlap each other in the circumferential direction at different positions in the axial direction. 10. An electrochemical machining system comprising:
the electrochemical machining tool according to a guide section which guides the electrochemical machining tool in a predetermined advancing direction with respect to the workpiece; and a moving mechanism which advances the electrochemical machining tool. 11. A method for manufacturing a perforated member comprising:
forming a machining hole in a workpiece using the electrochemical machining tool according to TECHNICAL FIELD
BACKGROUND ART
CITATION LIST
Patent Literature
[Patent Literature 1]
SUMMARY OF INVENTION
Technical Problem
Solution to Problem
Advantageous Effects of Invention
BRIEF DESCRIPTION OF DRAWINGS
DESCRIPTION OF EMBODIMENTS
First Embodiment
Second Embodiment
Third Embodiment
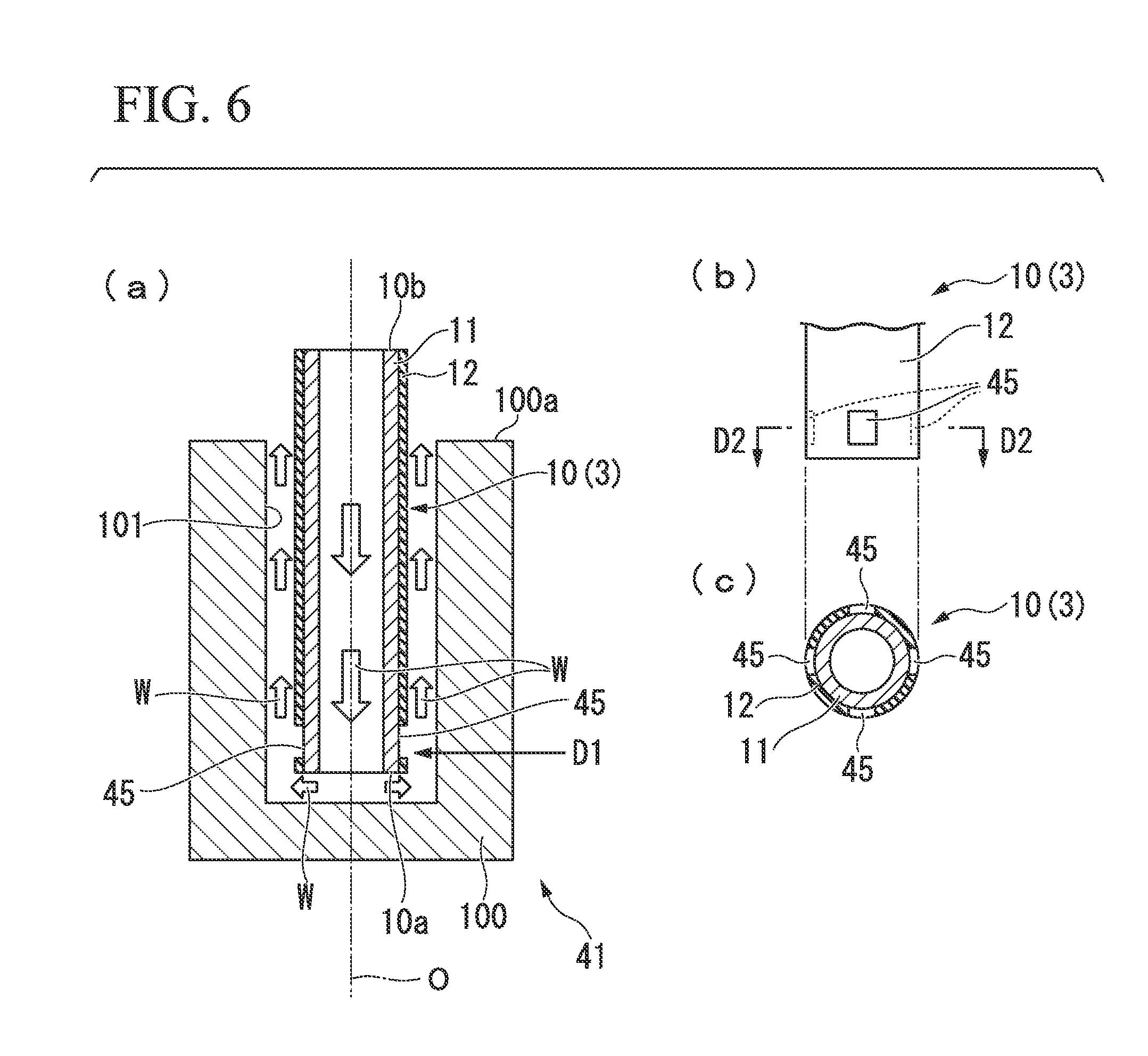
Fourth Embodiment
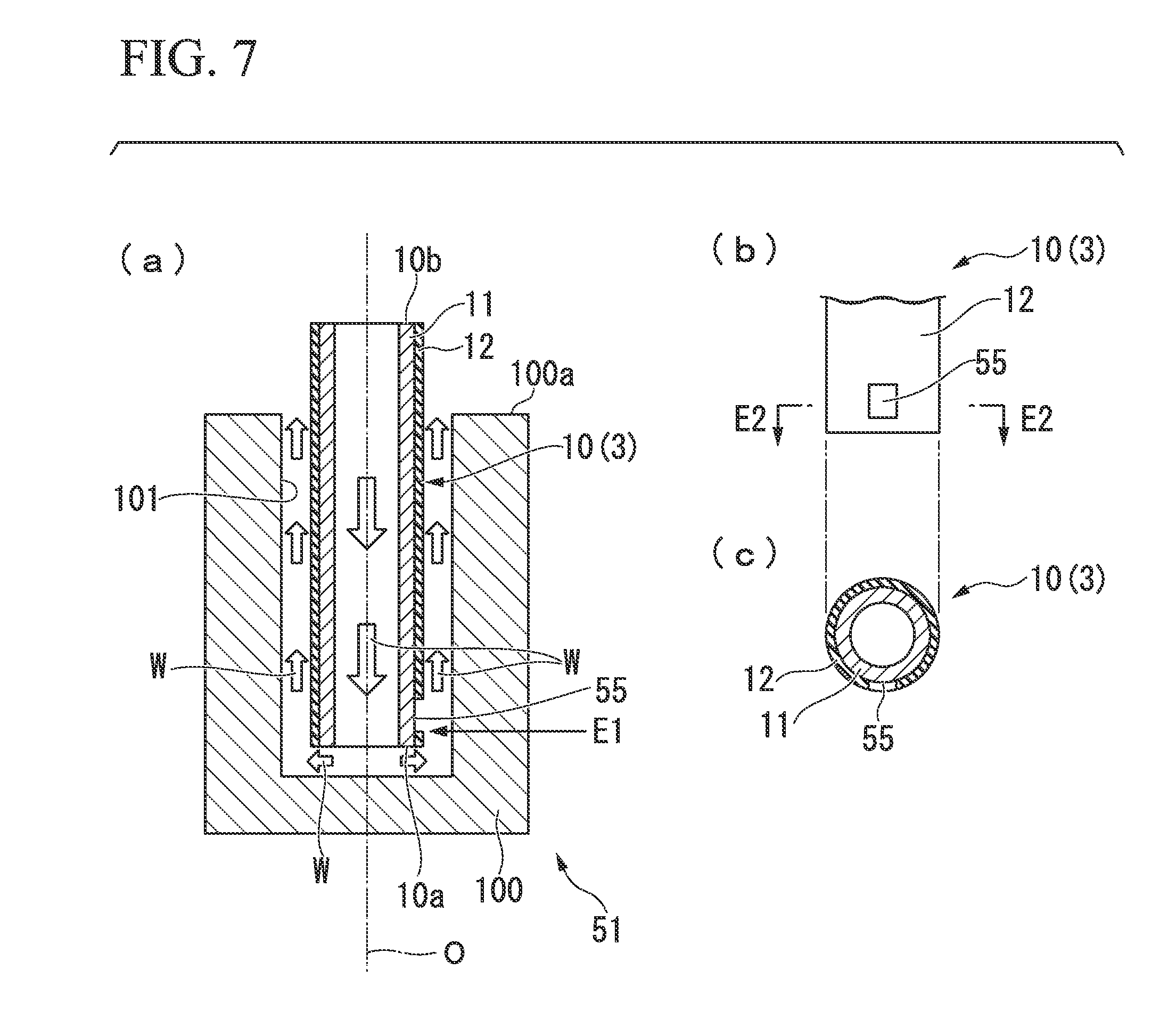
Fifth Embodiment
INDUSTRIAL APPLICABILITY
REFERENCE SIGNS LIST