UP/DOWN MOVEMENT GUIDE ROLLER FOR LIFT AND METHOD FOR MANUFACTURING SAME
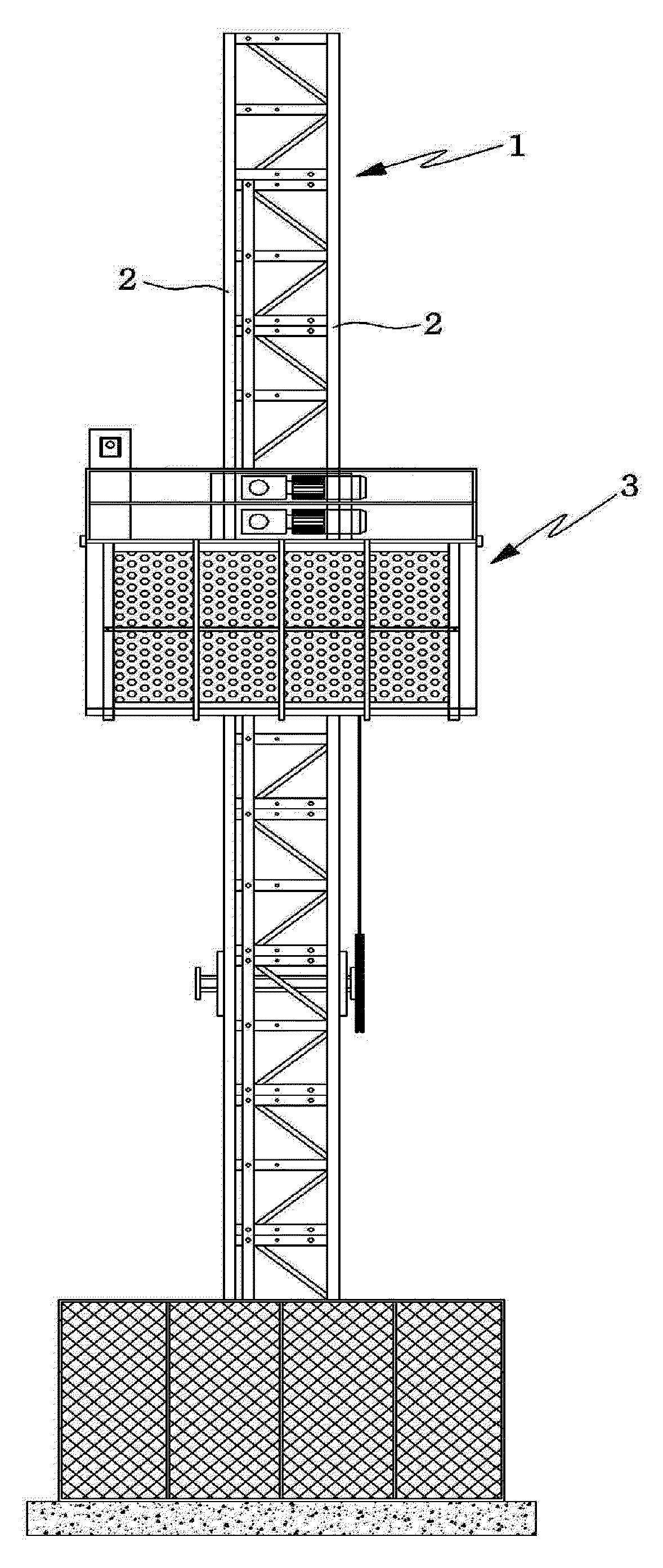
본 발명은 리프트용 승,하강 안내로울러 및 그 제조방법에 관한 것으로서, 보다 상세하게는 장시간 사용에 따른 열경화성 고무재질의 접촉부재가 스틸재질의 연결부재로부터 이격되어 깨지는 것을 방지할 수 있도록 함과 아울러 리프트의 승,하강시 진동과 소음 등을 억제시킬 수 있고 또한 구동 효율을 높이기 위해 사용되는 그리스 등의 윤활제를 배제시킬 수 있어 윤활제로 인한 환경오혐 또한 방지할 수 있도록 한 리프트용 승,하강 안내로울러 및 그 제조방법에 관한 것이다. 주지하는 리프트는 광산, 공장, 그리고 고층 건물 등에서 화물이나 사람을 운반하는 장비로써, 고층 건물의 건설현장에 설치된 승강로를 따라 승강되도록 설치되어서 원하는 위치에 사람이나 화물을 신속하게 운반하는데 사용된다. 이러한 리프트은 승강로를 따라 승강가능하도록 구동수단이 설치되고, 상기 리프트의 배면 중앙에는 프레임이 설치되며, 상기 프레임의 양측에는 복수의 가이드롤러들이 설치된다. 또한, 상기 승강로의 양측에는 그 길이 방향을 따라 가이드봉이 설치되며, 이 가이드봉에 리프트의 가이드롤러들이 지지된다. 따라서, 구동수단에 의해 리프트가 승강로를 따라 승강될 시, 리프트의 가이드롤러는 승강로의 가이드봉을 따라 이송되면서 리프트의 승강을 안내한다. 이러한 리프트는, 그 승강속도에 따라 저속리프트, 중속리프트, 고속리프트로 나누어진다. 이러한 리프트들 중, 중·고속리프트는 저속리프트에 비해 그 운행속도가 빠르며, 따라서 작업 효율도 향상된다. 상기한 리프트가 고층 건물에 적용되어 사용될 시에는 대부분 저속 리프트가 설치되어 사용되었지만 최근에는 작업의 효율, 공기 단축, 안전성, 인건비 등의 제반 요소들을 고려하여서 저속리프트보다는 중·고속리프트의 사용이 증가되고 있는 추세이다. 이러한 종래의 중·고속리프트는 저속리프트에 비해 그 승강속도가 빠르기 때문에 여러가지 장점을 갖지만 그만큼 안전성을 고려해야 한다. 특히 빠른 속도로 승강되는 리프트를 안내하는 가이드봉과 가이드롤러와 같은 부품의 안전성이 고려되어야 하며, 고속 승강시 이들 사이에 발생되는 소음이나 충격으로 인한 파손 등을 고려하는 것이 중요하다. 그런데 종래 리프트용 가이드롤러는 스틸 재질로 이루어지므로 중·고속리프트에는 적합하지 못하였다. 즉, 종래의 리프트는 스틸 재질의 가이드롤러가 스틸 재질의 가이드봉에 접촉되어 이를 따라 승강되도록 되어 있다. 따라서 리프트가 저속으로 승강될 때에는 가이드롤러와 가이드봉 사이의 소음이나 충격이 그다지 문제가 되지 않는다. 그러나 리프트가 중·고속으로 승강될 때에는 이들 사이의 소음 및 충격이 그 이송 속도에 비례하게 증가되므로 안전성 및 작업 여건을 크게 떨어 뜨리게 되었다. 또한 스틸 재질의 가이드롤러에는 쉽게 녹이 발생하므로 가이드롤러와 가이드봉 사이에 정기적으로 윤활재를 공급해야 하였다. 아울러, 종래의 일반적인 산업용 우레탄 재질의 롤러를 건설용 리프트용 가이드롤러에 적용하고자 당업계에서 수차례 시도하였으나, 일반 산업용 롤러는 경도가 높고 인장강도, 신율 등이 낮으므로 충격흡수율이 낮아 쉽게 파손이 발생하여 건설용 리프트에 적용을 하지 못하였다. 이러한 점을 감안하여 특허출원번호 10-2006-0104447호에 건설용 리프트용 우레탄 재질의 가이드롤러 및 그 제조방법이 개시된 바 있다. 살펴보면, 종래의 일반적인 건설용 리프트용 우레탄 재질의 가이드롤러는, 첨부된 도면 도 1 내지 도 4에 도시된 바와 같이 리프트(3)의 프레임(4)에 고정되는 결합축(11); 중앙에 관통구멍(13a)이 형성되어서 상기 결합축(11)에 삽입되는 중공축(13); 상기 중공축(13)의 둘레에 결합되는 베어링(14); 상기 결합축(11) 상에 결합되어서 상기 베어링(14)이 상기 결합축(11)으로부터 이탈되는 것을 방지하는 커버(17); 내주면이 상기 베어링(14)의 외주면에 결합되고 내주면 양측에 제1스냅링홈(18a) 및 제2스냅링홈(18b)이 형성되는 스틸재의 제1롤러(18); 상기 제1스냅링홈(18a) 및 제2스냅링홈(18b)에 결합되어서 상기 제1롤러(18)가 상기 베어링(14) 상에 지지되도록 하는 상기 제1스냅링(15) 및 제2스냅링(16); 상기 제1롤러(18)의 둘레에 구비되고 타워크레인(1)의 가이드봉(2)에 접촉되며 이를 따라 승강되는 우레탄 재질의 제2롤러(19);로 이루어진 건설용 리프트용 우레탄 재질의 가이드롤러에 있어서, 상기 제2롤러(19)는, 그 단면 중 최단거리의 두께가 4∼10mm로 이루어진 것을 구성으로 하고 있다. 또한, 종래의 일반적인 건설용 리프트용 우레탄 재질의 가이드롤러 제조방법은, 스틸재의 롤러를 가공하여 제1롤러를 만드는 제1롤러 준비단계와, 우레탄 원료와 경화제가 혼합되어 이루어진 혼합액을 준비하는 단계와, 상기 제1롤러를 주형에 삽입하는 제1롤러 삽입단계와, 상기 제1롤러가 삽입된 상기 주형에 혼합액을 주입하는 혼합액 주입단계와, 상기 혼합액을 주입한 후 냉각시켜서 상기 제1롤러 둘레에 우레탄 재질의 제2롤러를 성형하는 가이드롤러 성형단계와, 성형된 상기 가이드롤러를 100∼130℃의 온도에서 20∼28시간 동안 숙성시키는 제1숙성단계와, 상기 제1숙성단계 후 상온에서 4∼7일간 다시 숙성하여 스틸재의 제1롤러와 그 둘레에 우레탄 재질의 제2롤러로 이루어진 가이드롤러를 만드는 제2숙성단계로 이루어진 것을 구성으로 하고 있다. 그러나, 이와 같이 이루어진 종래의 일반적인 건설용 리프트용 우레탄 재질의 가이드롤러는 상기한 바와 같이 둘레에 복수의 제1요철이 형성된 제1롤러와, 상기 제1롤러를 주형에 삽입시킨 후 혼합액을 주형에 주입시키는 것에 의해 상기 제1롤러 둘레에 형성된 우레탄 재질의 제2롤러로 구성되는바, 제1요철을 포함하여 표면이 매끄러운 제1롤로의 둘레에 우레탄 재질의 제2롤러가 성형되므로 장시간 사용함에 따른 진동과 열에 의해 제1롤러의 표면과 제2롤러의 내측면에서 이격이 발생되고 그로 인해 제2롤러가 깨져 리프트 운행에 따른 대형사고가 발생될 수 밖에 없는 문제점이 있었다. [선행기술문헌] [특허문헌] (특허문헌 1) 특허출원번호 10-2006-0104447호, 출원일 2006년10월26일 (특허문헌 2) 발명의 명칭; 건설용 리프트용 우레탄 재질의 가이드롤러 및 그 제조방법 이에, 본 발명은 상술한 문제점을 해소하기 위해 안출된 것으로서, 쇼트볼로 표면을 전처리시킨 스틸재질의 연결부재의 외주면에 접착제를 매개로 열경화성 고무재질의 접촉부재를 경화시켜 제조함으로써, 장시간 사용에 따른 열경화성 고무재질의 접촉부재가 스틸재질의 연결부재로부터 이격되어 깨지는 것을 방지할 수 있도록 함과 아울러 리프트의 승,하강시 진동과 소음 등을 억제시킬 수 있고 또한 구동 효율을 높이기 위해 사용되는 그리스 등의 윤활제를 배제시킬 수 있어 윤활제로 인한 환경오혐 또한 방지할 수 있도록 한 리프트용 승,하강 안내로울러 및 그 제조방법을 제공함에 그 목적이 있다. 본 발명의 다른 목적들은 기술이 진행되면서 명확해질 것이다. 상술한 목적을 달성하기 위한 본 발명은, 리프트용 승,하강 안내로울러에 있어서, 리프트의 프레임에 고정되는 결합축을 중앙부로 관통시킬 수 있도록 중앙부에는 관통홀이 형성되어 상기 결합축에 삽입가능하게 구비되는 중공축과, 상기 중공축의 둘레에 결합되는 베어링과, 상기 결합축 상에 결합되어 상기 베어링이 결합축으로부터 이탈되는 것을 방지하는 커버로 구성된 리프트용 승,하강부의 베어링 외주면에 내주면이 고정되어 회전가능하게 결합되고, 내주면 일단과 타단에는 한 쌍의 스냅링을 고정시킬 수 있도록 서로에 대하여 이격된 한 쌍의 스냅링고정홈이 형성되고, 외주면에는 표면처리기를 통하여 다수의 쇼트볼로 표면 처리되어 구비되는 스틸재질의 연결부재와, 상기 연결부재의 외주면에 접착제를 매개로 고착되어 승강로의 가이드봉에 접촉되며 이를 따라 승,하강가능하도록 구비되는 되는 열경화성 고무재질의 접촉부재를 포함하여 이루어진 것을 특징으로 한다. 또한, 상기한 연결부재의 외주면에는, 접착제를 매개로 고착되는 열경화성 고무재질의 접촉부재의 고착면적을 넓혀 장시간 사용에 따른 접촉부재의 내주면이 연결부재의 외주면으로부터 이격되는 것을 방지할 수 있도록 표면처리기를 통하여 다수의 쇼트볼로 표면 처리됨에 따른 다수의 고착용홈이 형성되어 구비된 것을 특징으로 한다. 한편, 상기한 상술한 목적을 달성하기 위한 또 다른 본 발명은 리프트용 승,하강 안내로울러의 제조방법에 있어서, 스틸재질의 연결부재를 준비하는 단계와, 상기 단계에 의해 연결부재가 준비되면, 이의 연결부재 외주면에 고착되어 승강로의 가이드봉에 직접 접촉되며 이를 따라 승,하강하는 접촉부재를 만들기 위한 우레탄 원료와 경화제가 혼합되어 이루어진 혼합액을 제조하는 혼합액 제조단계와, 상기 단계에 의해 혼합액이 제조되면, 상기 연결부재의 외주면에 접착제를 도포하는 단계와, 상기 단계에 의해 접착제가 외주면에 도포된 연결부재를 금형에 투입시킨 후, 상기 금형측으로 혼합액을 주입하는 단계와, 상기 단계에 의해 혼합액이 금형측으로 주입됨에 따른 혼합액이 연결부재의 외주면에 고착되어 승강로의 가이드봉에 접촉되며 이를 따라 승,하강하는 접촉부재로 성형되도록 경화하는 단계와, 상기 단계에 의해 혼합액이 경화됨에 따른 상온에서 숙성시켜 스틸재의 연결부재와 외주면에 우레탄 재질의 접촉부재로 이루어진 안내로울러로 만드는 숙성단계를 포함하여 이루어진 것을 특징으로 한다. 상기한 바와 같이 본 발명에 따른 리프트용 승,하강 안내로울러 및 그 제조방법에 따르면, 쇼트볼로 표면을 전처리시킨 스틸재질의 연결부재의 외주면에 접착제를 매개로 열경화성 고무재질의 접촉부재를 경화시켜 리프트용 승,하강 안내로울러가 제조됨으로써, 상기 리프트용 승,하강 안내로울러를 장시간 사용에 따른 열경화성 고무재질의 접촉부재가 스틸재질의 연결부재로부터 이격되어 깨지는 것을 방지할 수 있어 사고를 미연에 방지할 수 있는 효과가 있다. 뿐만 아니라 리프트의 승,하강시 진동과 소음 등을 억제시킬 수 있고 또한 구동 효율을 높이기 위해 사용되는 그리스 등의 윤활제가 배제되므로 윤활제로 인한 환경오혐 또한 방지할 수 있는 효과가 있다. 도 1은 종래의 일반적인 건설용 리프트 및 타워크레인을 보인 개략적 정면도이다. 도 2는 종래의 일반적인 건설용 리프트 및 타워크레인의 리프트에 가이드롤러가 설치된 상태를 보인 배면도이다. 도 3은 도 2의 부분 사시도이다. 도 4는 도 3에 도시된 가이드롤러가 설치된 상태를 도시한 단면도이다. 도 5는 본 발명에 따른 리프트용 승,하강 안내로울러를 도시한 단면도이다. 도 6은 본 발명의 또 다른 실시예에 따른 리프트용 승,하강 안내로울러를 도시한 단면도이다. 도 7은 또 다른 본 발명에 따른 리프트용 승,하강 안내로울러의 제조방법을 설명하기 위한 흐름도이다. 이하에서는, 본 발명에 따른 리프트용 승,하강 안내로울러 및 그 제조방법의 일실시예를 들어 상세하게 설명한다. 우선, 도면들 중, 동일한 구성요소 또는 부품들은 가능한 한 동일한 참조부호를 나타내고 있음에 유의하여야 한다. 본 발명을 설명함에 있어, 관련된 공지기능 혹은 구성에 대한 구체적인 설명은 발명의 요지를 모호하지 않게 하기 위하여 생략한다. 도시된 바와 같이 본 발명에 따른 리프트용 승,하강 안내로울러 및 그 제조방법은 쇼트볼로 표면을 전처리시킨 스틸재질의 연결부재의 외주면에 접착제를 매개로 열경화성 고무재질의 접촉부재를 경화시켜 제조함으로써, 장시간 사용에 따른 열경화성 고무재질의 접촉부재가 스틸재질의 연결부재로부터 이격되어 깨지는 것을 방지할 수 있도록 구비된다. 즉, 상기한 본 발명에 따른 리프트용 승,하강 안내로울러(100)는 리프트의 프레임에 고정되는 결합축을 중앙부로 관통시킬 수 있도록 중앙부에는 관통홀(21a)이 형성되어 상기 결합축(미도시함)에 삽입가능하게 구비되는 중공축(21)과, 상기 중공축(21)의 둘레에 결합되는 베어링(22)과, 상기 결합축 상에 결합되어 상기 베어링(22)이 결합축으로부터 이탈되는 것을 방지하는 커버(23)로 구성된 리프트용 승,하강부(20)의 베어링(22) 외주면에 내주면이 고정되어 회전가능하게 결합되고, 내주면 일단과 타단에는 한 쌍의 스냅링(24)을 고정시킬 수 있도록 서로에 대하여 이격된 한 쌍의 스냅링고정홈(111)이 형성되고, 외주면에는 표면처리기를 통하여 다수의 쇼트볼로 표면 처리되어 구비되는 스틸재질의 연결부재(110)와, 상기 연결부재(110)의 외주면에 접착제를 매개로 고착되어 승강로의 가이드봉에 접촉되며 이를 따라 승,하강가능하도록 구비되는 열경화성 고무재질의 접촉부재(130)를 포함하여 이루어진다. 이하에서, 상기한 본 발명에 따른 리프트용 승,하강 안내로울러에 대하여 첨부도면을 참조하여 보다 상세하게 설명하면 다음과 같다. 먼저, 상기한 발명에 따른 리프트용 승,하강 안내로울러(100)의 연결부재(110)는, 도 5에 도시된 바와 같이 리프트용 승,하강부(20)의 베어링(22) 외주면에 내주면이 고정되어 회전가능하게 결합되고, 내주면 일단과 타단에 한 쌍의 스냅링(24)을 고정시킬 수 있도록 형성되며, 외주면에는 열경화성 고무재질의 접촉부재(130)의 고착면적을 넓혀 장시간 사용에 따른 접촉부재(130)가 이격되는 것을 방지할 수 있도록 표면처리되어 구비된다. 즉, 상기한 연결부재(110)는 표면에 산화 및 부식방지를 위해 전기 아연도금된 중공의 스틸파이프로 형성되고, 내주면 내주면 일단과 타단에 한 쌍의 스냅링(24)을 고정시킬 수 있도록 서로에 대하여 이격된 한 쌍의 스냅링고정홈(111)이 형성되며, 외주면에는 접착제를 매개로 고착되는 열경화성 고무재질의 접촉부재(130)의 고착면적을 넓혀 장시간 사용에 따른 접촉부재(130)의 내주면이 연결부재(110)의 외주면으로부터 이격되는 것을 방지할 수 있도록 표면처리기를 통하여 다수의 쇼트볼로 표면 처리됨에 따른 다수의 고착용홈(113)이 형성되어 구비된다. 여기서, 상기한 연결부재(110)의 외주면은 제작 및 다수의 고착용홈(113) 형성이 용이하게 이루어질 수 있도록 평면(115)으로 형성된다. 또한, 상기한 연결부재(110)의 외주면 양단은, 접촉부재(130)에 경화시 또는 경화 후 접촉부재(130)로부터 이탈되는 것을 방지하도록 외향 연장된 고정돌기(117)가 돌출되어 형성된다. 한편, 상기한 연결부재(110)의 외주면은 평면(115)으로 형성되나, 이에 한정하는 것은 아니며, 도 6에 도시된 바와 같이 표면적을 더 넓혀 접촉부재(130)의 고착력을 증대시킬 수 있도록 연결부재(110')의 외주면을 호형상의 오목면(115')으로 형성할 수도 있다. 상기한 접촉부재(130)는 도 5에 도시된 바와 같이 연결부재(110)의 외주면에 접착제를 매개로 고착되어 승강로의 가이드봉에 접촉되며 이를 따라 승,하강가능하도록 구비된다. 이때, 상기한 접촉부재(130)는 우레탄에 경화제가 혼합되어 구성된다. 한편, 상기한 또 다른 본 발명에 따른 리프트용 승,하강 안내로울러의 제조방법은 도 7에 도시된 바와 같이 스틸재질의 연결부재(110)를 준비하는 단계(S210)와, 상기 단계(S210)에 의해 연결부재(110)가 준비되면, 이의 연결부재(110) 외주면에 고착되어 승강로의 가이드봉에 직접 접촉되며 이를 따라 승,하강하는 접촉부재(130)를 만들기 위한 우레탄 원료와 경화제가 혼합되어 이루어진 혼합액을 제조하는 혼합액 제조단계(S220)와, 상기 단계(S220)에 의해 혼합액이 제조되면, 상기 연결부재(110)의 외주면에 접착제를 도포하는 단계(S230)와, 상기 단계(S230)에 의해 접착제가 외주면에 도포된 연결부재(110)를 금형에 투입시킨 후, 상기 금형측으로 혼합액을 주입하는 단계(S240)와, 상기 단계(S240)에 의해 혼합액이 금형측으로 주입됨에 따른 혼합액이 연결부재(110)의 외주면에 고착되어 승강로의 가이드봉에 접촉되며 이를 따라 승,하강하는 접촉부재(130)로 성형되도록 경화하는 단계(S250)와, 상기 단계(S250)에 의해 혼합액이 경화됨에 따른 상온에서 10~14일 동안 숙성시켜 스틸재의 연결부재(110)와 외주면에 우레탄 재질의 접촉부재(130)로 이루어진 안내로울러로 만드는 숙성단계(S260)를 포함하여 이루어진다. 또한, 상기한 금형에 연결부재(110)가 투입된 후, 혼합액 주입단계(S240) 전에, 금형측으로 주입되는 혼합액이 주입되는 중에 굳는 것을 방지하도록 금형을 예열하는 단계(S235)를 포함하여 이루어진다. 또한, 상기한 경화단계(S250) 후, 혼합액의 결속력을 상승시킬 수 있도록 50∼80℃의 내부온도를 갖는 가열로에서 5∼36시간 동안 재경화시키는 단계(S255)를 더 포함하여 이루어진다. 그리고, 상기한 혼합액 준비 단계(S220)는 우레탄 원료와 경화제가 서로 혼합이 잘 이루어지도록 50∼60℃의 온도 가열하여 준비하게 된다. 이하에서, 상기한 또 다른 본 발명에 따른 리프트용 승,하강 안내로울러의 제조방법에 대하여 보다 상세하게 설명하면 다음과 같다. 먼저, 상기한 또 다른 본 발명에 따른 리프트용 승,하강 안내로울러의 제조방법에서 연결부재 준비단계(S210)는 리프트용 승,하강 안내로울러의 연결부재(110)를 준비하는 단계로, 도 7에 도시된 바와 같이 중공의 스틸부재를 리프트용 승,하강 안내로울러의 연결부재(110)로 사용할 수 있도록 절단하는 가공단계(S211)와, 상기 단계(S211)에 의해 가공된 스틸재의 표면에 산화 및 부식방지를 위해 전기 아연 도금으로 도금처리 단계(S212)와, 상기 단계(S212)에 의해 도금처리된 스틸재를 접착제를 매개로 고착되는 혼합액의 고착면적을 넓힐 수 있도록 표면처리기를 통하여 다수의 쇼트볼로 표면 처리하는 단계(S213)로 이루어진다. 상기한 경화단계(S250)는 혼합액이 결속을 갖도록 90∼150℃의 온도로 금형 내에서 15∼20시간 동안 경화시키는 단계이다. 이와 같이 이루어진 본 발명에 따른 리프트용 승,하강 안내로울러를 제조하고자 할 경우에는, 첨부된 도면 도 5 및 도 7에 도시된 바와 같이 중공의 스틸재 파이트를 절단 가공하고, 절단 가공된 스틸재의 표면에 산화 및 부식방지를 위해 전기 아연 도금으로 도금처리한다. 상기와 같이 아연 도금 처리되면, 접착제를 매개로 고착되는 혼합액의 고착면적을 넓힐 수 있도록 표면처리기를 통하여 다수의 쇼트볼로 표면 처리하여 다수의 고착용홈(113)을 형성하여 연결부재(110)를 준비한다. 상기와 같이 연결부재(110)가 준비되면, 상기 연결부재(110) 외주면에 고착되어 승강로의 가이드봉에 직접 접촉되며 이를 따라 승,하강하는 접촉부재(130)를 만들기 위한 우레탄 원료와 경화제를 서로 혼합이 잘 이루어지도록 60℃의 온도 가열하여 혼합액을 제조한다. 상기 혼합액이 제조되면, 상기 연결부재(110)의 외주면에 접착제를 도포한 후, 상기 접착제가 외주면에 도포된 연결부재(110)를 금형에 투입시킨다. 상기 금형측으로 연결부재(110)가 투입되면, 혼합액이 주입되는 중에 굳는 것을 방지하도록 금형을 예열시킨다. 상기 연결부재(110)가 금형에 투입되어 예열된 금형측으로 혼합액이 주입되면, 120℃의 온도로 금형 내에서 17시간 동안 혼합액을 경화시킨다. 상기와 같이 연결부재의 외주면에 혼합액이 경화되면 금형으로부터 탈거시켜 혼합액의 결속력을 상승시킬 수 있도록 70℃의 내부온도를 갖는 가열로에서 12시간 동안 재경화시킨다. 상기와 같이 재경화가 완료되면, 상온에서 12일 동안 숙성시키는 것에 의해 스틸재의 연결부재(110)와 외주면에 우레탄 재질의 접촉부재(130)로 이루어진 리프트용 승,하강 안내로울러의 제조가 완료된다. 이와 같이 제조된 리프트용 승,하강 안내로울러는 도 8의 실험성적서에 나타난 바와 같이 경도 94~97(Shore A), 인장강도 43(Mpa), 연신율 380(%),절단강도(찢어짐 강도) 22.8(kN/m), 반발탄성 42(%)의 조건을 갖도록 이루어지며 일반 산업용 우레탄에 비해 제반 특성들이 향상됨을 알 수 있다. 따라서 본 발명에 따른 리프트용 승,하강 안내로울러는, 고하중, 고속,고온, 내유성, 고압용 휠 및 로울러로 장시간 사용하더라도 연결부재로부터 접촉부재가 이격되지 않고 그로 인해 파손되지 않으므로 건설용 리프트에 매우 적합하다. 이상의 설명은 본 발명의 기술 사상을 예시적으로 설명한 것에 불과한 것으로서, 본 발명이 속하는 기술 분야에서 통상의 지식을 가진 자라면 본 발명의 본질적인 특성에서 벗어나지 않는 범위에서 다양한 수정 및 변형이 가능할 것이다. 따라서, 본 발명에 개시된 실시예들은 본 발명의 기술 사상을 한정하기 위한 것이 아니라 설명하기 위한 것이고, 이러한 실시예에 의하여 본 발명의 기술 사상의 범위가 한정되는 것은 아니다. 본 발명의 보호 범위는 아래의 청구범위에 의하여 해석되어야 하며, 그와 동등한 범위 내에 있는 모든 기술 사상은 본 발명의 권리범위에 포함되는 것으로 해석되어야 할 것이다. The present invention relates to an up/down movement guide roller for a lift and a method for manufacturing the same. The purpose of the present invention is to prevent a contact member, which is made of thermosetting rubber, from being spaced from a connection member, which is made of steel, and being fractured as a result of a long period of use, to suppress vibration, noise, etc. during up/down movements of the lift, and to eliminate a lubricant, such as grease, which is used to improve the driving efficiency, thereby preventing environmental contamination that would otherwise be caused by the lubricant. The purpose is accomplished by an up/down movement guide roller for a lift and a method for manufacturing the same, the up/down movement guide roller for a lift comprising: a hollow shaft having a through-hole formed at the center thereof such that a coupling shaft, which is fixed to a frame of the lift, can penetrate the center portion, thereby being configured to be able to be inserted into the coupling shaft; a bearing coupled to the periphery of the hollow shaft; a connection member made of steel, the inner peripheral surface of the connection member being fixed to the outer peripheral surface of a bearing of a lift up/down movement portion comprising a cover, which is coupled to the coupling shaft so as to prevent the bearing from separating from the coupling shaft, thereby being rotatably coupled thereto, a pair of snap ring fixing grooves being formed on one end and the other end of the inner peripheral surface of the connection member, while being spaced from each other, such that a pair of snap rings can be fixed, the outer peripheral surface of the connection member being surface-treated, through a surface treatment machine, by multiple shot balls; and a contact member made of thermosetting rubber, the contact member being fixed to the outer peripheral surface of the connection member by means of an adhesive and contacting a guide rod of an up/down movement path, thereby being configured to be able to move up/down. 리프트용 승,하강 안내로울러에 있어서, 리프트의 프레임에 고정되는 결합축을 중앙부로 관통시킬 수 있도록 중앙부에는 관통홀(21a)이 형성되어 상기 결합축에 삽입가능하게 구비되는 중공축(21)과, 상기 중공축(21)의 둘레에 결합되는 베어링(22)과, 상기 결합축 상에 결합되어 상기 베어링(22)이 결합축으로부터 이탈되는 것을 방지하는 커버(23)로 구성된 리프트용 승,하강부(20)의 베어링(22) 외주면에 내주면이 고정되어 회전가능하게 결합되고, 내주면 일단과 타단에는 한 쌍의 스냅링(24)을 고정시킬 수 있도록 서로에 대하여 이격된 한 쌍의 스냅링고정홈(111)이 형성되고, 외주면에는 표면처리기를 통하여 다수의 쇼트볼로 표면 처리되어 구비되는 스틸재질의 연결부재(110)와; 상기 연결부재(110)의 외주면에 접착제를 매개로 고착되어 승강로의 가이드봉에 접촉되며 이를 따라 승,하강가능하도록 구비되는 열경화성 고무재질의 접촉부재(130)를 포함하되, 상기 연결부재(110)의 외주면에는, 접착제를 매개로 고착되는 열경화성 고무재질의 접촉부재(130)의 고착면적을 넓혀 장시간 사용에 따른 접촉부재(130)의 내주면이 연결부재(110)의 외주면으로부터 이격되는 것을 방지할 수 있도록 표면처리기를 통하여 다수의 쇼트볼로 표면 처리됨에 따른 다수의 고착용홈(113)이 형성되어 구비되고, 상기 연결부재(110)의 외주면은 제작 및 다수의 고착용홈(113) 형성이 용이하게 이루어질 수 있도록 평면(115)으로 형성되고, 외주면 양단은, 접촉부재(130)에 경화시 또는 경화 후 접촉부재(130)로부터 이탈되는 것을 방지하도록 외향 연장된 고정돌기(117)가 더 형성되어 구비된 것을 특징으로 하는 리프트용 승,하강 안내로울러. 제1항에 있어서, 상기 연결부재의 외주면은, 표면적을 더 넓혀 접촉부재(130)의 고착력을 증대시킬 수 있도록 호형상의 오목면(115')으로 형성된 것을 특징으로 하는 리프트용 승,하강 안내로울러. 리프트용 승,하강 안내로울러의 제조방법에 있어서, 스틸재질의 연결부재(110)를 준비하는 단계(S210)와; 상기 단계(S210)에 의해 연결부재(110)가 준비되면, 이의 연결부재(110) 외주면에 고착되어 승강로의 가이드봉에 직접 접촉되며 이를 따라 승,하강하는 접촉부재(130)를 만들기 위한 우레탄 원료와 경화제가 혼합되어 이루어진 혼합액을 제조하는 혼합액 제조단계(S220)와; 상기 단계(S220)에 의해 혼합액이 제조되면, 상기 연결부재(110)의 외주면에 접착제를 도포하는 단계(S230)와; 상기 단계(S230)에 의해 접착제가 외주면에 도포된 연결부재(110)를 금형에 투입시킨 후, 상기 금형측으로 혼합액을 주입하는 단계(S240)와; 상기 단계(S240)에 의해 혼합액이 금형측으로 주입됨에 따른 혼합액이 연결부재(110)의 외주면에 고착되어 승강로의 가이드봉에 접촉되며 이를 따라 승,하강하는 접촉부재(130)로 성형되도록 경화하는 단계(S250)와; 상기 단계(S250)에 의해 혼합액이 경화됨에 따른 상온에서 숙성시켜 스틸재의 연결부재(110)와 외주면에 우레탄 재질의 접촉부재(130)로 이루어진 안내로울러로 만드는 숙성단계(S260)를 포함하되, 상기 연결부재(110)를 준비하는 단계(S210)는 중공의 스틸부재를 리프트용 승,하강 안내로울러의 연결부재(110)로 사용할 수 있도록 절단하는 가공단계(S211)와, 상기 단계(S211)에 의해 가공된 스틸재의 표면에 산화 및 부식방지를 위해 전기 아연 도금으로 도금처리 단계(S212)와, 상기 단계(S212)에 의해 도금처리된 스틸재를 접착제를 매개로 고착되는 혼합액의 고착면적을 넓힐 수 있도록 표면처리기를 통하여 다수의 쇼트볼로 표면 처리하는 단계(S213)로 이루어지고, 상기 금형에 연결부재(110)가 투입된 후, 혼합액 주입단계(S240) 전에, 금형측으로 주입되는 혼합액이 주입되는 중에 굳는 것을 방지하도록 금형을 예열하는 단계(S235)와, 상기 경화단계(S250) 후, 혼합액의 결속력을 상승시킬 수 있도록 50∼80℃의 내부온도를 갖는 가열로에서 5∼36시간 동안 재경화시키는 단계(S255)를 더 포함하여 이루어진 것을 특징으로 하는 리프트용 승,하강 안내로울러의 제조방법.