CONTINUOUS SUPPLY-TYPE AUTOMATIC BED EXCHANGE APPARATUS FOR 3D PRINTER
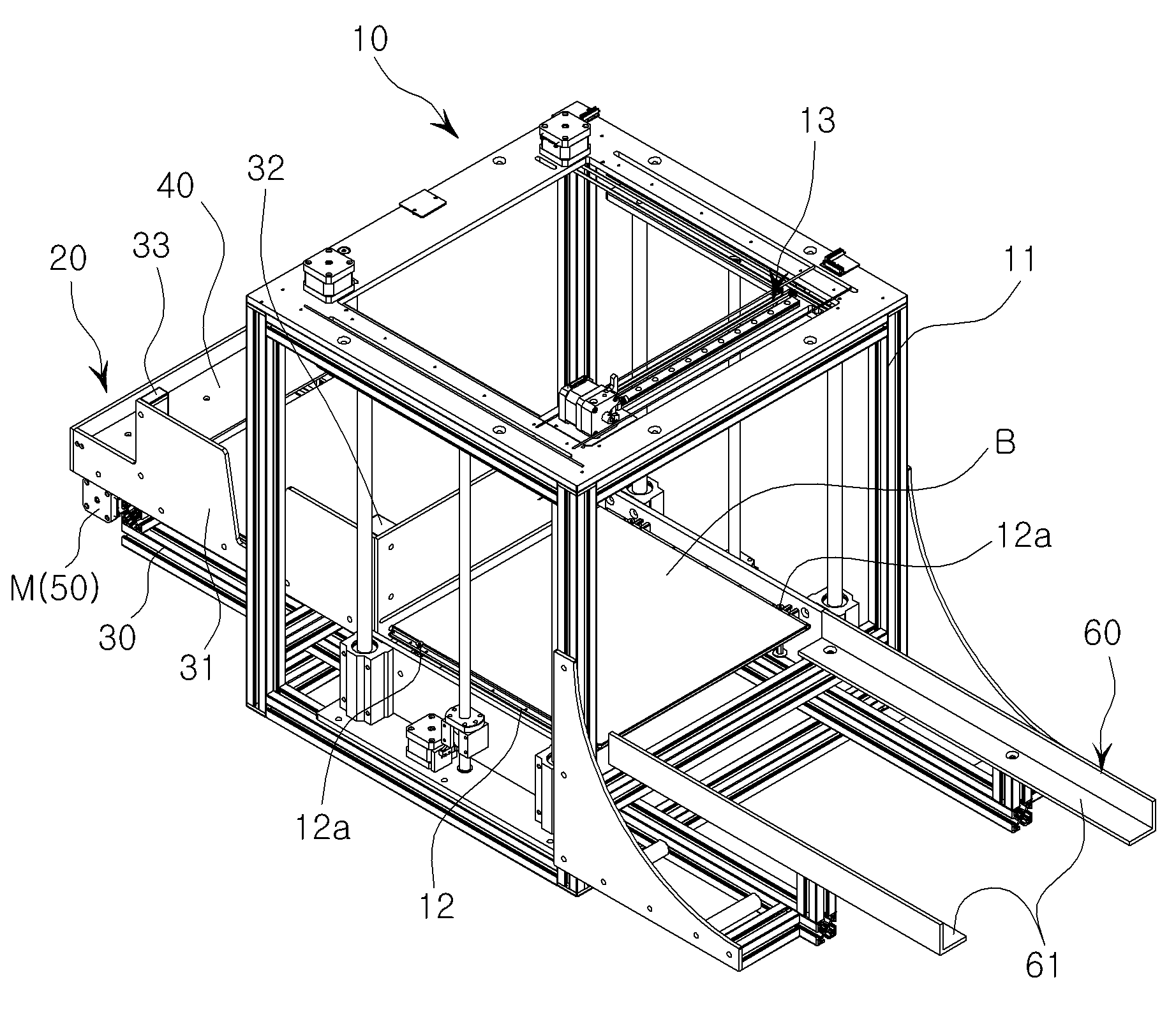
본 발명은 3차원 프린터용 연속공급식 베드 자동 교환장치에 관한 것으로, 보다 상세하게는 3차원 프린터를 통해 베드 상면에 입체구조물을 출력하고, 상기 출력 완료된 베드는 자동으로 배출되면서 새로운 베드를 인입되게 함으로써, 베드 교환의 자동화에 따라 3차원 프린터의 출력 생산성 및 효율을 향상시킬 수 있도록 발명된 것이다. 일반적으로 3차원 프린터는 재료의 연속적인 레이어를 이차원 프린터와 같이 출력하여 이를 적층함으로써 대상물을 출력 가공하는 장치이다. 종래에는 3차원 프린터가 제품을 대량생산하기 이전의 모델링 또는 샘플 제작과 같은 용도로 활용되었으나, 최근 다품종 소량생산 제품을 중심으로 양산 가능한 제품의 성형에도 사용할 수 있는 기술적 기반이 조성되어 그 사용범위가 확대되고 있는 실정이다. 상기와 같은 3차원 프린터의 제품 성형 방식은 열가소성 플라스틱류를 압출하여 적층하는 방식, 액체 상태의 광경화성 수지가 담긴(Vat)안에 레이저 빔을 주사하고 수조안에 있는 조형물이 한 층씩 만들어질 때마다 수조가 층 두께만큼 하강하고 다시 레이저를 주사하여 입체 구조물을 성형하는 방식, 액체 상태의 광경화성 수지에 조형하고자 하는 모양의 빛을 투사하면서 수지를 층층이 굳혀 입체구조물을 형성하는 방식, 잉크젯 프린터 원리를 이용하여 프린터 헤드의 노즐에서 액체 상태의 컬러 잉크와 경화물질(바인더)을 분말 원료에 압출하여 입체 구조물을 형성하는 방식 등 다양한 방식이 있다. 그러나, 상기와 같은 다양한 3차원 프린터에서는 입체조형물이 형성되는 베드를 작업자가 일일이 교환해줘야 하는 불편함과 함께 프린터 출력시간 동안 대기해야 함으로써, 작업효율이 매우 저하되는 문제점이 있었다. 즉, 3차원 프린터의 출력을 위해 작업자가 베드를 설치하고, 출력 완료된 베드는 인출함과 동시에 새로운 베드를 인입시켜야 하는 작업으로 인해 프린터 출력에 대한 작업시간 및 능률이 저하되고, 수동 이동에 따른 흔들림에 입체조형물이 쓰러져 파손되는 문제점도 있었다. 상기와 같은 종래기술의 문제점을 해결하기 위한 것으로서, 본 발명은 3차원 프린터의 출력으로 입체조형물이 완성된 베드를 대기열 베드가 밀어내면서, 상기 대기열 베드가 출력부에 자동으로 위치되어 3차원 프린터 출력이 연속 가능하여 생산성을 향상시킬 수 있도록 하는데 목적이 있다. 본 발명의 다른 목적은, 입체조형물이 형성되는 베드를 적층 보관하여 연속적인 3차원 프린터의 출력이 가능해 작업자가 간편하게 다수의 3차원 프린터를 동시에 조작할 수 있어 작업능률이 증대되고, 작업시간을 단축시킬 수 있도록 하는데 다른 목적이 있다. 이와 같은 기술적 과제를 해결하기 위해 본 발명은, 3차원 프린터(10)의 일측에 위치하며, 양측면에 측판(31)이 결합된 베드 프레임(30)과; 상기 베드 프레임(30)의 상부에 위치하여 베드 프레임(30)의 길이방향으로 이동되는 베드슬라이더(40)와; 상기 베드슬라이더(40)가 이동 가능하게 하단에 베드간격(C)을 형성하면서, 베드 프레임(30) 상부에 적층 수납되는 베드(B)의 크기에 맞춰 베드 프레임(30)의 측판(31) 전, 후방에 결합되는 전방,후방 걸림대(32)(33)와; 상기 베드 프레임(30)에 설치되어 길이방향을 따라 회전 이동하는 하는 구동벨트(51)에 상기 베드슬라이더(40)를 고정하며, 모터(M)의 동력으로 구동벨트(51)를 회전시켜 상기 베드슬라이더(40)를 베드 프레임(30) 상부에서 길이방향을 따라 왕복 이동시키는 동력발생부(50)를 포함해 구성된다. 또, 상기 전방 걸림대(32)의 베드간격(C)은 베드(B)가 이동 가능하게 베드(B)의 두께보다 더 큰 간격을 두고 형성되고, 베드슬라이더(40)는 베드(B)의 두께보다 더 작은 두께를 갖고 선단에 가압편(41)을 형성하면서, 전진 이동 시에 상기 가압편(41)이 전방 걸림대(32) 외부로 노출되게 연장 성형한다. 그리고, 3차원 프린터(10)는 베드슬라이더(40)의 전방 이동에 연동해 배출된 베드(B)가 히트베드(12)에 놓여지도록 상기 히트베드(12)를 베드 프레임(30)의 상부면 보다 낮은 위치에 초기 위치하게 하고, 프린터 프레임(11)을 따라서 승강 이동시켜 상기 프린터 프레임(11)의 상부에서 전,후,좌,우 이동 가능하면서 노즐부가 구비된 플롯수단(13)의 작동에 따라서 상기 히트베드(12)가 하강하면서 상기 플롯수단(13)의 노즐부가 히트베드(12) 상부에 놓여진 베드(B)에 프린터 작업하여 달성된다. 이러한 본 발명에 의하면, 자동 베드 교환장치를 이용해 대기부에 적층된 베드를 밀게 되면 출력부에서 입체조형물이 완성된 베드도 배출부로 밀려나가게 됨으로써, 3차원 프린터 출력을 연속적으로 수행해 생산성을 향상시킬 수 있다. 또, 대기부에 적층된 베드를 1개씩 안정적으로 출력부로 이송시킬 수 있어, 작업자가 다수의 3차원 프린터작업을 동시에 수행할 수 있고, 상기 베드 이송에 따라 출력완료된 베드를 배출부로 슬라이드 이송시킬 수 있어, 작업능률 증대 및 제품파손을 미연에 방지할 수 있는 효과 등도 있다. 도 1은 본 발명의 연속공급식 베드 자동 교환장치가 포함된 3차원 프린터의 사시도. 도 2는 본 발명의 연속공급식 베드 자동 교환장치를 위주로 도시한 사시도. 도 3a 내지 도 3d는 본 발명인 연속공급식 베드 자동 교환장치를 포함한 3차원 프린터의 작동 상태를 도시한 단면도로서, 도 3a는 베드 자동 교환장치의 초기 상태 단면도. 도 3b는 동력발생부의 작동에 따라 베드를 히트베드 방향으로 밀어내는 상태의 단면도. 도 3c는 입체구조물이 프린터된 베드가 배출레일로 밀려나는 상태의 단면도. 도 3d는 히트베드 상부에 새로운 베드가 이송된 상태의 단면도. 본 발명인 3차원 프린터용 연속공급식 베드 자동 교환장치는, 3차원 프린터를 통해 베드 상면에 입체구조물을 출력하고, 상기 출력 완료된 베드는 자동으로 배출되면서 새로운 베드를 인입되게 함으로써, 베드 교환의 자동화에 따라 3차원 프린터의 출력 생산성 및 효율을 향상시킬 수 있도록 발명된 것이다. 이하 본 발명에 따른 연속공급식 베드 자동 교환장치의 구성을 첨부된 도면을 참고로 하여 상세히 기술되는 실시 예들에 의해 그 특징들을 이해할 수 있을 것이다. 본 발명은 다양한 변경을 가할 수 있고 여러 가지 형태를 가질 수 있는바, 실시 예들을 본문에 상세하게 설명하고자 한다. 그러나 이는 본 발명을 특정한 개시 형태에 대해 한정하려는 것이 아니며, 본 발명의 사상 및 기술범위에 포함되는 모든 변경, 균등물 내지 대체물을 포함하는 것으로 이해되어야 한다. 도 1 및 도 2는 베드(B) 상면에 프린터를 출력하는 출력부인 3차원 프린터(10)를 기준으로 일측에 베드(B)를 적층 보관하는 대기부에서 상기 프린터에 공급하는 베드 자동 교환장치(20)가 위치하고, 타측에는 상기 프린터에서 출력이 완료된 베드(B)를 가이드하여 배출하는 배출레일(60)이 구비된다. 우선, 상기 3차원 프린터(10)를 간략히 설명하면, 사각 입상 형태로 프린터 프레임(11)이 구비되어, 히트베드(12)가 상기 프린터 프레임(11)을 따라 승, 하강 가이드 이송되며, 상기 프린터 프레임(11)의 상부에는 전,후,좌,우 이동 가능한 플롯수단(13)이 설치된 구성을 갖고 있다. 상기와 같은 구성의 3차원 프린터(10) 및 플롯수단(13)은 이미 공지(公知)되어 사용되고 있는 기술이므로 더 이상의 자세한 설명은 생략하기로 하며, 본 발명은 상기 히트베드(12)에 베드(B)가 공급됨과 동시에 출력이 완료된 베드(B)는 배출되게 하는 베드 자동 교환장치(20)에 대해 설명한다. 이를 위해, 도 2의 3차원 프린터(10)에서 도면상 우측에 본 발명인 베드 자동 교환장치(20)를 설치하고, 적층 보관된 다수개의 베드에서 최하단에 위치한 하나의 베드를 도면 상 좌측인 전방 히트베드(12) 상부에 놓여지도록 이송시킨다. 이때, 상기 히트베드(12)의 양측면에는 베드슬라이더(40)를 통해 이동하여 히트베드(12)에 공급되는 베드(B)의 전진 이동을 안내하는 가이드핀(12a)을 더 구비시켜 히트베드(12)의 승,하강 이동 및 프린트 작업 중 유동되는 것을 방지하게 한다. 상기 베드 자동 교환장치(20)의 구성은, 3차원 프린터(10)의 일측에 위치하며, 양측면에 측판(31)이 결합된 베드 프레임(30)과, 상기 베드 프레임(30)의 길이방향으로 이동되는 베드슬라이더(40)와, 적층 수납된 베드(B)를 고정하고 최하단에 위치한 베드(B)를 인출하는 베드간격(C)을 형성하는 전방,후방 걸림대(32)(33)와, 상기 베드슬라이더(40)를 구동시키는 동력발생부(50)가 포함된다. 상기 베드 프레임(30)은, 프린터 프레임(11)에 결합되면서, 일측이 히트베드(12)에 근접되게 위치하며, 상기 베드 프레임(30)의 타측 상부에는 베드 프레임(30)의 길이방향으로 이동되는 베드슬라이더(40) 구비되게 한다. 또, 상기 베드 프레임(30)은 양측면에 상향 돌출되어 내측에 수납공간을 갖게 측판(31)을 고정 결합함으로써, 내측에 수납된 베드(B)의 좌우 유동을 방지하고 적층된 베드(B)의 수량을 확인 할 수 있게 한다. 또한, 상기 측판(31) 전방에는 전방 걸림대(32)가 하나의 베드(B)의 두께보다 크고 두 개 이상의 베드 두께보다는 작은 베드간격(C)을 두고 설치되며, 측판(31) 후방에는 후술되는 베드슬라이더(40)의 두께보다 더 큰 베드간격(C)을 두고 설치한다. 즉, 베드 프레임(30)의 상부에 결합된 측판(31)과 전방,후방 걸림대(32)(33)는, 적층 수납된 다 수개 베드(B)의 측면이탈을 방지하고, 프린터를 향한 전방으로만 최하단에 위치한 하나의 베드(B)를 전방으로 이송시킬 수 있도록 형성된다. 이때, 상기 전방,후방 걸림대(32)(33)는 베드(B)의 크기 및 두께에 맞춰 측판(31)에 위치를 변경해 체결 고정되게 함으로써, 다양한 크기를 갖는 베드(B)를 적층 보관하는 것도 본 발명에 포함된다. 여기에, 상기 베드슬라이더(40)는, 베드(B)의 두께보다 더 작은 두께를 갖고 선단에 가압편(41)을 형성하여, 전방,후방 걸림대(33)의 하단 베드간격(C)에 간섭없이 이동가능하면서, 상기 베드슬라이더(40)의 전진 이동 시에 상기 가압편(41)이 전방 걸림대(32) 외부로 노출되게 연장 성형되게 한다. 그리고, 상기 베드슬라이더(40)는 베드 프레임(30)의 길이방향을 따라 회전 이동하는 구동벨트(51)에 일체 연결되어, 모터(M)가 포함된 동력발생부(50)의 작동에 따라 상기 구동벨트(51)가 회전하면서 베드슬라이더(40)가 전, 후 방향으로 이동한다. 상기 동력발생부(50)를 구성하는 모터(M)와 구동벨트(51)의 구성은 일반적으로 공지(公知)된 기술이므로 자세한 설명은 생략하기로 하며, 상기 베드 프레임(30) 상부에 위치하여 구동벨트(51)에 일체 연결된 베드슬라이더(40)는 베드 프레임(30)의 길이방향을 따라 전, 후진 이동되면서, 프레임 양 단부에 더 장착된 센서(미 도시)에 의해 이동을 단속할 수 있게 한다. 상기와 같이 구성된 본 발명인 베드 자동 교환장치(20)의 사용 실시 예를 도 3a를 참조해 설명하면, 3차원 프린터(10)를 이용해 베드(B) 상부에 프린트 작업이 완료되면, 컴퓨터 등의 제어부가 상기 베드(B)가 포함된 히트베드(12)를 베드 자동 교환장치(20)를 이용해 새로운 베드를 공급받을 수 있는 하단부인 초기 위치로 이동시키게 되며, 상기 초기상태로 이동된 상태에서 동력발생부(50)를 작동시키게 된다. 이때, 히트베드(12)의 양측에서 구비된 가이드핀(12a)은 베드(B)의 교환을 위해 히트베드(12)가 최하단 교체위치로 이동하면 상기 가이드핀(12a) 하단이 프린터 프레임(11)의 바닥면에 눌려지면서 상단이 상승되게 구성하는데, 상기 히트베드(12)가 프린터 작업을 위해 승강되면 상기 프린터 프레임(11)에 눌려져 있던 상태가 해제되면서 탄성부재(미도시)에 의해 복귀 이동해, 상단 고정면이 탄성부재의 탄성으로 베드(B)를 눌러 고정시키게 된다. 상기 동력발생부(50)의 작동에 따라 도 3b에서와 같이 구동벨트(51)에 일체 연결된 베드슬라이더(40)가 도면상 좌측방향에 위치한 후방 걸림대(33)의 하부 베드간격(C)을 통과해 적층 보관된 다수개의 베드(B) 중에서 최하단에 위치한 베드(B)를 전방 걸림대(32) 방향으로 밀게 된다. 그리고, 상기 베드슬라이더(40)의 진행으로 상기 최하단에 위치한 베드(B)는 전방 걸림대(32)의 하부 베드간격(C)을 통과해 히트베드(12) 상부에 위치한 베드(B)의 측면과 접촉하면서 베드슬라이더(40)의 진행방향으로 밀게 된다. 이때, 상기 3차원 프린터(10)의 히트베드(12) 상부면에 놓여진 베드(B)는 베드 자동 교환장치(20)의 작동으로 공급되는 베드(B)와 비교해 보다 낮게 위치시킴으로써, 공급되는 베드(B)가 히트베드(12)에 걸려져 고장 및 파손되는 것을 방지할 수 있게 한다. 상기와 같이, 동력발생부(50)의 작동에 따라 베드(B)가 공급 이동되면, 도 3c와 같이 히트베드(12) 상부에 위치되었던 베드(B)는 진행방향을 따라 밀려나면서 타측에 구비된 배출레일(60)의 받침면(61)에 배출 이동된다. 상기 배출레일(60)의 받침면(61)은 베드(B)의 진행방향을 따라 연장 성형되면서, 히트베드(12)의 상부면 보다 낮은 위치에 받침면(61)이 위치되게 하여 배출 이동하는 베드(B)가 배출레일(60)에 걸려져 고장 및 파손되는 것을 방지하게 한다. 또, 히트베드(12)에 공급되는 베드(B)는 양측면에 구비된 가이드핀(12a)이 끼워진 상태에서 베드슬라이더(40)의 전진 이동에 따라 히트베드(12) 중앙에 정확하게 공급되어 프린터 작업 시 오차를 방지할 수 있다. 그리고 도 3d는 베드슬라이더(40)가 전진이동이 완료되어 적층 보관된 최하단의 베드(B)가 3차원 프린터(10)의 히트베드(12) 상부면에 놓여지게 위치한 상태를 도시한 것으로, 상기 베드슬라이더(40) 선단에 구비된 가압편(41)이 전방 걸림대(32)의 베드간격(C)을 통과해 베드(B)를 밀어낸다. 이때, 상기 베드슬라이더(40)는 베드 프레임(30)의 센서부재(미도시)와 접촉해 상기 센서부재의 신호가 제어부에 전달되어 동력발생부(50)의 작동을 정지시키도록 하고, 다시 모터(M)를 역회전시켜 베드슬라이더(40)가 도 3a에 도시된 초기 위치로 복귀 되게 한다. 이후, 3차원 프린터(10)의 히트베드(12)에 놓여진 베드(B)에 플롯수단(13)의 노즐이 프린트하여 입체구조물을 형성하고, 상기 프린트 완료된 베드(B)는 상기 과정을 반복해 배출되어 진다. 이상에서와 같이 상술한 실시 예는 본 발명의 가장 바람직한 예에 대하여 설명한 것이지만 상기 실시 예에만 한정되는 것은 아니며, 본 발명의 기술사상을 벗어나지 않는 범위 내에서 다양한 변형이 가능하다는 것은 당업자에게 있어서 명백한 것이다. The present invention relates to a continuous supply-type automatic bed exchange apparatus for a 3D printer, and more specifically, the invention enhances printing productivity and efficiency of a 3D printer as a result of automatizing bed exchange, by printing a stereoscopic structure on the upper surface of a bed through the 3D printer, and automatically discharging the bed that has completed printing as a new bed is inserted. The present invention comprises: a bed frame (30) positioned on one side of the 3D printer (10) and to two side surface of which side plates (31) are coupled; a bed slider (40) positioned above the bed frame (30) and moved in the lengthwise direction of the bed frame (30); a front stopper (32) and a rear stopper (33), which form a bed gap (C) at the bottom end so as to allow the bed slider (40) to move, and which are coupled to the front and rear parts of the slide plates (31) of the bed frame (30) so as to correspond to the size of a bed (B) that is accommodated by being stacked on top of the bed frame (30); and a driving power generating portion (50) for fixing the bed slider (40) on a driving belt (51) which is installed on the bed frame (30) to be rotated along the lengthwise direction thereof, and for rotating the driving belt (51) using the driving power of a motor (M) to reciprocally move the bed slider (40) along the lengthwise direction on top of the bed frame (30).
Also, the bed gap (C) at the front stopper (32) is larger than the thickness of the bed (B) so that bed (B) remains movable, and the bed slider (40) has a thickness that is smaller than the thickness of the bed (B) and is formed to have a pressing piece (41) at the front end thereof and in an extended manner so that the pressing piece (41) is exposed out of the front stopper (32) when moved forward. In addition, the 3D printer (10) has a heat bed (12) that is initially positioned lower than the upper surface of the bed frame (30) so that the bed (B), which has been discharged by being linked to the forward movement of the bed slider (40), is placed on the heat bed (12), wherein the heat bed (12) is raised or lowered along a printer frame (11) so as to be moved in the forward, backward, left, and right directions from on top of the printer frame (11), and wherein the heat bed (12) is lowered according to the operation of a float means (13) provided with a nozzle part so that the nozzle part on the float means (13) performs printing work on the bed (B) placed on top of the heat bed (12). 3차원 프린터(10)의 일측에 위치하며, 양측면에 측판(31)이 결합된 베드 프레임(30)과; 상기 베드 프레임(30)의 상부에 위치하여 베드 프레임(30)의 길이방향으로 이동되는 베드슬라이더(40)와; 상기 베드슬라이더(40)가 이동 가능하게 하단에 베드간격(C)을 형성하면서, 베드 프레임(30) 상부에 적층 수납되는 베드(B)의 크기에 맞춰 베드 프레임(30)의 측판(31) 전, 후방에 결합되는 전방,후방 걸림대(32)(33)와; 상기 베드 프레임(30)에 설치되어 길이방향을 따라 회전 이동하는 하는 구동벨트(51)에 상기 베드슬라이더(40)를 고정하며, 모터(M)의 동력으로 구동벨트(51)를 회전시켜 상기 베드슬라이더(40)를 베드 프레임(30) 상부에서 길이방향을 따라 왕복 이동시키는 동력발생부(50)를 포함해 구성된 것을 특징으로 한 3차원 프린터용 연속공급식 베드 자동 교환장치. 청구항 1에 있어서, 전방 걸림대(32)의 베드간격(C)은 베드(B)가 이동 가능하게 베드(B)의 두께보다 더 큰 간격을 두고 형성되고, 베드슬라이더(40)는 베드(B)의 두께보다 더 작은 두께를 갖고 선단에 가압편(41)을 형성하면서, 전진 이동 시에 상기 가압편(41)이 전방 걸림대(32) 외부로 노출되게 연장 성형된 것을 특징으로 한 3차원 프린터용 연속공급식 베드 자동 교환장치. 청구항 1에 있어서, 3차원 프린터(10)는 베드슬라이더(40)의 전방 이동에 연동해 배출된 베드(B)가 히트베드(12)에 놓여지도록 상기 히트베드(12)를 베드 프레임(30)의 상부면 보다 낮은 위치에 초기 위치하게 하고, 프린터 프레임(11)을 따라서 승강 이동시켜 상기 프린터 프레임(11)의 상부에서 전,후,좌,우 이동 가능하면서 노즐부가 구비된 플롯수단(13)의 작동에 따라서 상기 히트베드(12)가 하강하면서 상기 플롯수단(13)의 노즐부가 히트베드(12) 상부에 놓여진 베드(B)에 프린터 작업하는 것을 특징으로 한 3차원 프린터용 연속공급식 베드 자동 교환장치. 청구항 3에 있어서, 3차원 프린터(10)의 타측에는, 히트베드(12)의 상부면보다 낮은 위치에 받침면(61)을 갖는 배출레일(60)이 길이방향으로 설치된 것을 특징으로 한 3차원 프린터용 연속공급식 베드 자동 교환장치. 청구항 3에 있어서, 히트베드(12)의 양측면에는 베드슬라이더(40)를 통해 배출된 베드(B)의 전진 이동을 안내하면서 고정하는 가이드핀(12a)이 더 구비된 것을 특징으로 한 3차원 프린터용 연속공급식 베드 자동 교환장치.