Senkrechtbearbeitungszentrum in Zweiständerausführung
Senkrechtbearbeitungszentrum in Zweiständerausführung zur Herstellung einer innen oder außen Gerad- und Schrägverzahnung an Zahnkränzen mit einem Bearbeitungsdurchmesser von bis zu 16000 mm, bestehend aus einem ortsfesten Maschinenbett mit einer drehend antreibbaren Planscheibe (3), das zwischen einem Maschinenportal aus zwei durch eine feste Traverse (3) verbundenen Ständern (1; 2) angeordnet ist, wobei an den Ständern (1; 2) ein Querbalken (4) in Senkrechtführungen beweglich geführt und Träger eines auf dem Querbalken (4) waagerecht verfahrbaren Maschinensupports mit einem senkrecht verfahrbaren Meißelschieber ist, der einen Revolverkopf mit darin angeordneter Dreh-, Bohr-, Fräs und Schleifspindel hat, dadurch gekennzeichnet, dass am Querbalken (4) ein in x-Richtung verfahrbarer Supportschlitten (5), der eine in z-Richtung zur drehbaren Planscheibe (9) hydrostatisch geführte Ram-Konfiguration (6) mit einem durch ein Andockelement (10) fest verbundenen Fräskopf (7) für ein Verzahnungswerkzeug (8) hat, angeordnet ist.
[0001] Die Erfindung betrifft ein Senkrechtbearbeitungszentrum in Zweiständerausführung zur Herstellungeiner innen oder außen Gerad- und Schrägverzahnung an Zahnkränzen mit einem Bearbeitungsdurchmesservon bis zu 16000 mm.
[0002] Aus dem Stand der Technik ist bereits durch DE35 11 790 A1 eine Senkrechtdrehmaschine bekannt, die an großvolumigen Werkstücken mitbeliebig gerichteten kubischen oder polygonen Bearbeitungsflächen und mit einem Bearbeitungsdurchmesservon bis zu 4000 mm alle erforderlichen Dreh-, Fräs-, Bohr- und Gewindeschneidarbeiten in einerAufspannung auf der Planscheibe durchführt. Erreicht wird dies dadurch, dass der Maschinenständereiner konventionellen Senkrechtdrehmaschine an seiner Oberseite eine Schlittenführung aufweist, diein der Ebene der x-Achse, jedoch rechtwinklig zu dieser verläuft und als NC-gesteuerte y-Achsezum Verfahren eines Zwischenstückes in Richtung von und zur Planscheibe ausgebildet ist, andessen Vorderseite der Querbalken mit in x- und z-Richtung als NC-gesteuerter Achse, verstellbaremQuerbalkensupport und Senkrecht-Werkzeugschieber angeordnet ist und die mit einer NC-gesteuertenRotationsachse der Planscheibe ausgerüstet ist. Der Senkrecht-Werkzeugschieber ist in z-Richtungverfahrbar und mit einem z. B. ein Fräswerkzeug aufnehmenden Schwenkkopf versehen. Mittels derVorschubbewegung in y- bzw. in x-Richtung sollen damit Dreh- und Fräsarbeiten auch bei der Rundumbearbeitungan solchen Werkstücken möglich sein, die beispielsweise innen zylindrisch und außen kubischsind oder in ihrer Grundform zylindrisch sind, jedoch an ihrer Ober-, Innen- oder Außenseite zubearbeitende Flächen aufweisen, deren Mittelachse nicht die Werkstückmitte bzw. das Planscheibenzentrum schneidet.Die Bearbeitung der Seitenflächen von kubischen Werkstücken soll ebenfalls mit Winkelfräsköpfen,Stirn- und Eckmesserköpfen, die eine hohe Spanleistung haben, durchführbar sein. Nachteiligist aber, dass der Querbalken nicht in z-Richtung bewegbar ist, wodurch der Senkrecht-Werkzeugschieberzur Bearbeitung von Werkstücken lange Wege zurücklegen muss. Dies führt aber zur Entstehungvon Biegekräften und damit zu Bearbeitungsungenauigkeiten. Weiterhin ist in DE 195 43 816 A1 ein Senkrechtbearbeitungszentrum für eineDreh-, Bohr-, Fräs- und Schleifbearbeitung von Werkstücken dargestellt. Das Senkrechtbearbeitungszentrum bestehtaus einem Maschinentisch mit darauf angeordneter, waagerecht drehend angetriebener Planscheibeund einem zur Drehachse der Planscheibe radial angeordneten Maschinenbett. Darauf ist ein Maschinenständerangeordnet, der mittels eines Vorschubantriebes verfahrbar ist. Ein Ausleger ist durch eineFlanschverbindung an den Maschinenständer befestigt. Am freien Ende des Auslegers ist ein Maschinensupportebenfalls durch eine Flanschverbindung befestigt, wodurch der Abstand des Maschinensupportsvom Maschinenständer unveränderlich ist. Der Maschinensupport hat einen senkrecht verfahrbarenMeißelschieber, der mit einer Dreh-, Bohr-, Fräs- und Schleifspindel versehen ist. Damit isteine Drehbearbeitung mit hoher Drehgeschwindigkeit der Planscheibe und feststehendem, am Meißelschieber befestigtenDrehstahl oder eine Dreh-, Bohr-, Fräs- und Schleifbearbeitung mit sich schnell drehender Spindelund still stehender oder sich sehr langsam drehender Planscheibe möglich. Hierzu hat die Planscheibeeinen oder zwei unterschiedliche, wahlweise kuppelbare Antriebe. Die für die Bearbeitung benötigten Werkzeugesind in einem Werkzeugmagazin neben dem Maschinenständer angeordnet. Die Vorschubbewegung inx-Richtung, welche radial zur Planscheibe verläuft, wird durch einen Vorschubantrieb für denMaschinenständer erreicht. Der Vorschubantrieb am Maschinensupport in z-Richtung wird durch einenweiteren Vorschubantrieb am Maschinensupport realisiert. Eine zusätzliche y-Achse für die Bearbeitung istgegeben, wenn am freien Ende des Auslegers Waagerechtführungsbahnen angeordnet sind, in denensich der Maschinensupport quer zum Ausleger und senkrecht zur Vorschubrichtung des Maschinenständersverfahren lässt. Des weiteren kann der Ausleger im Maschinenständer durch einen Vorschubantrieb inz-Richtung höhenverstellbar angeordnet sein. Damit braucht der Meißelschieber nicht verschiebbar angeordnetsein. Durch die konstruktive Ausführung des Senkrechtbearbeitungszentrums, insbesondere durchden von einer Verlagerung der Vorschubbewegung in der x-Achse hin zum Maschinenständer oderzur Planscheibe erreichten konstanten Abstand des Maschinensupports zum Maschinenständer, sollen sichdie durch das Gewicht des Bearbeitungswerkzeuges und des Auslegers bedingten Verformungen kompensierenlassen. Das in DE 195 43 816 A1 dargestellte Senkrechtbearbeitungszentrumhat aber den Nachteil, dass die Anordnung des Auslegers und des Maschinensupports oder des Auslegers,des Querbalkens und des Maschinensupports am Maschinenständer die angestrebte Kompensation vonVerformungen bei der Bearbeitung großer Zahnkränze nicht erreicht. Alle bekannten Senkrechtdrehmaschinenund Senkrechtbearbeitungszentren sind derzeitig nicht zur Herstellung von innen oder außen Gerad- undSchrägverzahnungen an großen Zahnkränzen einsetzbar.
[0003] Zur Vermeidung von Verformungen, insbesondere von Durchbiegungen des Querbalkens istbereits durch DE 34 04 869 A1 eine Portalfräsmaschine bekannt,die einen zwischen die Ständer durch eine Querschnittserweiterung ragenden Querbalken in dergeometrischen Form aufweist, dass der Querbalken die Ständer an drei Seiten abdeckt und an jederSeite eine Verikalführung zur beweglichen Führung des Querbalkens angeordnet ist. Eine vorteilhafte Ausführung der Portalfräsmaschine solldarin bestehen, dass die seitlichen Verikalführungen ausschließlich zum Führen des Querbalkensin Längsrichtung (z-Richtung) und die stirnseitigen Verikalführungen ausschließlich in Querrichtung(y-Richtung) ausgebildet sind. Der Querbalken soll damit die Biege- und Torsionskräfte, insbesonderedie aus den Schnittkräften und dem Gewicht des Fräsaggregates in Abhängigkeit von der Stellungdes Fräsaggregates resultierenden Torsionskräfte, über die Vertikalführungen in die Ständer leiten.Der Nachteil dieser Portalfräsmaschine besteht darin, dass das am Querbalken angeordnete Fräsaggregat selbstnicht in z-Richtung verfahrbar ist. Die Positionierung des Fräsaggregates in z-Richtung zurBearbeitung eines Werkstückes ist damit nur durch ein Verfahren des Querbalkens zu erreichen,wodurch aber große Massen zu bewegen sind. Zur qualitätsgerechten Herstellung von innen oderaußen Gerad- und Schrägverzahnungen sind aber geringe Verfahrwege des Werkzeuges in z-Richtungnotwendig. So werden die Vertikalführungen dieser Portalfräsmaschine partiell stark belastetund verschleißen schneller.
[0004] Das Problem der Erfindung besteht deshalb darin, ein Senkrechtbearbeitungszentrum inZweiständerausführung zur Herstellung einer innen oder außen Gerad- und Schrägverzahnung anZahnkränzen mit einem Bearbeitungsdurchmesser von bis zu 16000 mm vorzuschlagen, das geringeVerfahrwege des Werkzeuges garantiert und Verformungen ausschließt. Zur Lösung des Problemsist das eingangs genannte Senkrechtbearbeitungszentrum durch die Merkmale des Anspruchs 1 weitergebildet.Die Vorteile der Erfindung bestehen im erweiterten technologischen Einsatz des Senkrechtbearbeitungszentrums,insbesondere zur Herstellung von innen und außen Gerad- und Schrägverzahnungen an großen Zahnkränzen.Vorhandene Senkrechtbearbeitungszentren sind umrüstbar, wodurch erforderliche Investitionenfür die Anschaffung von Verzahnmaschinen vermeidbar wären. Das neue Senkrechtbearbeitungszentrumkann die Komplettbearbeitung von genauigkeitsrelevanten Flächen an Werkstücken durchführen,weil die Dreh-, Bohr-, Fräs- und Verzahnbearbeitung in einer Aufspannung und mit kurzen Produktionszeiten möglich ist.Vorteilhafte Ausgestaltungen der Erfindung bilden die Merkmale der Unteransprüche.
[0005] Die Erfindung wird anhand einiger in den Zeichnungen dargestellter Ausführungsbeispiele nähererläutert. Es zeigen
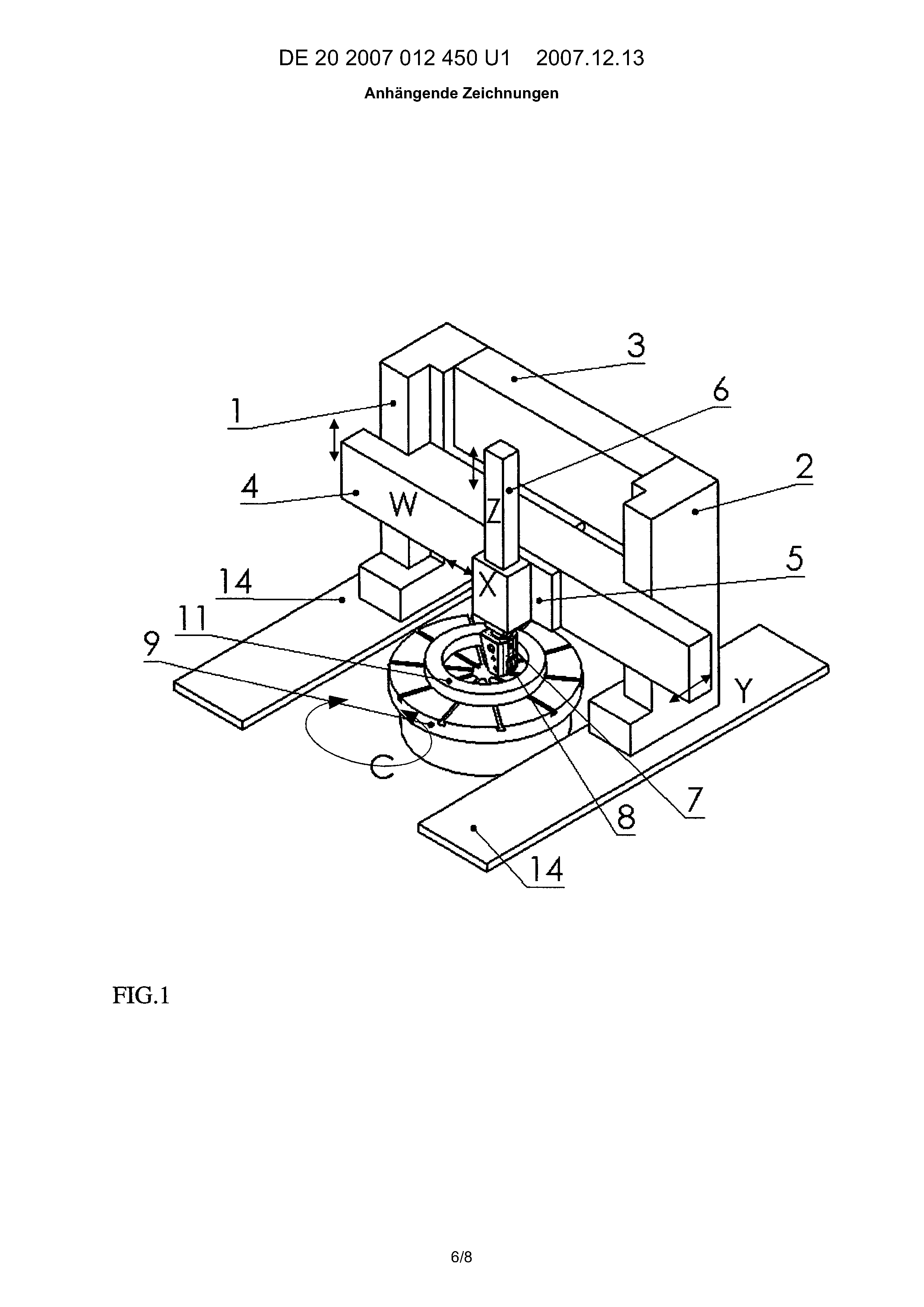
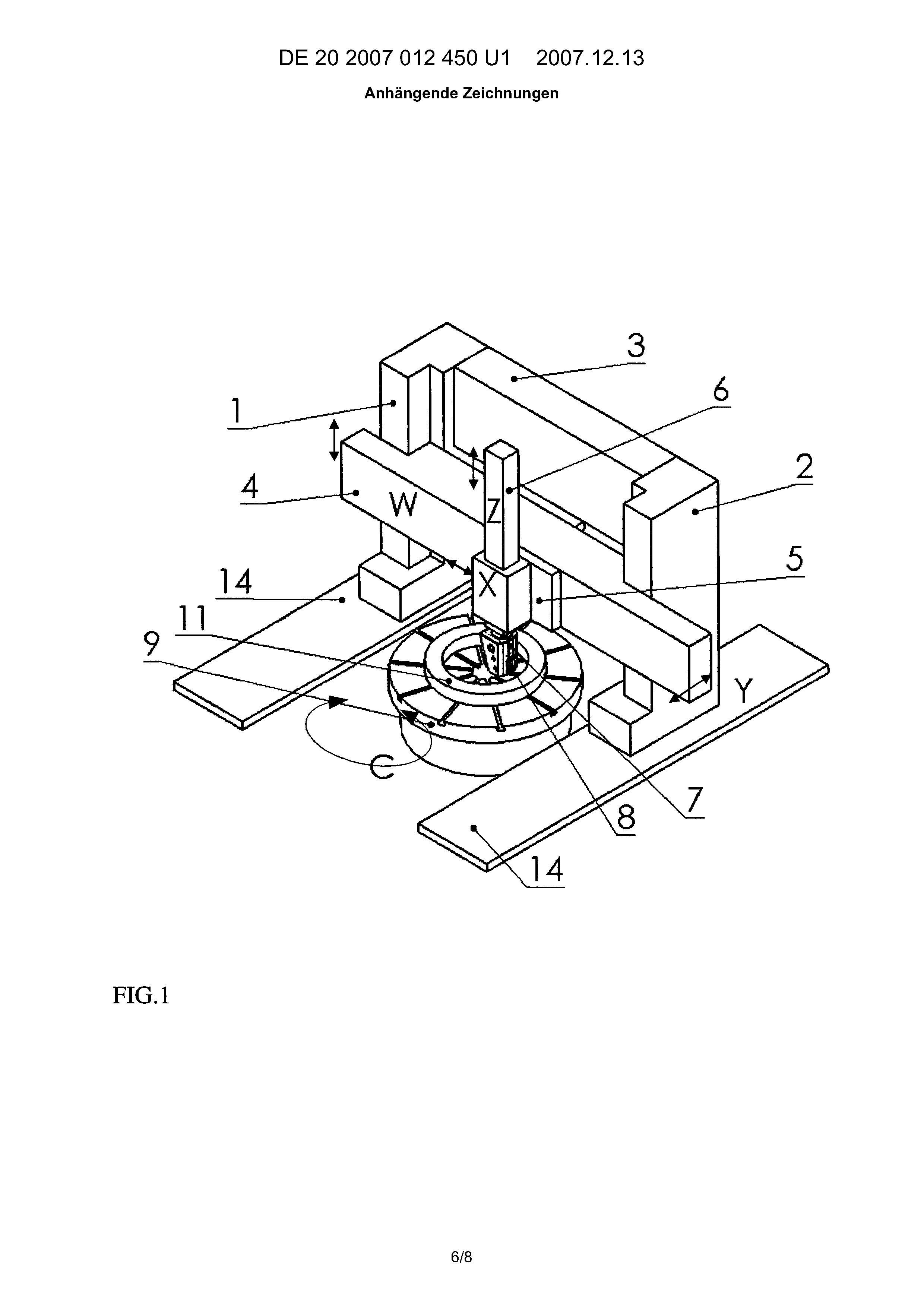
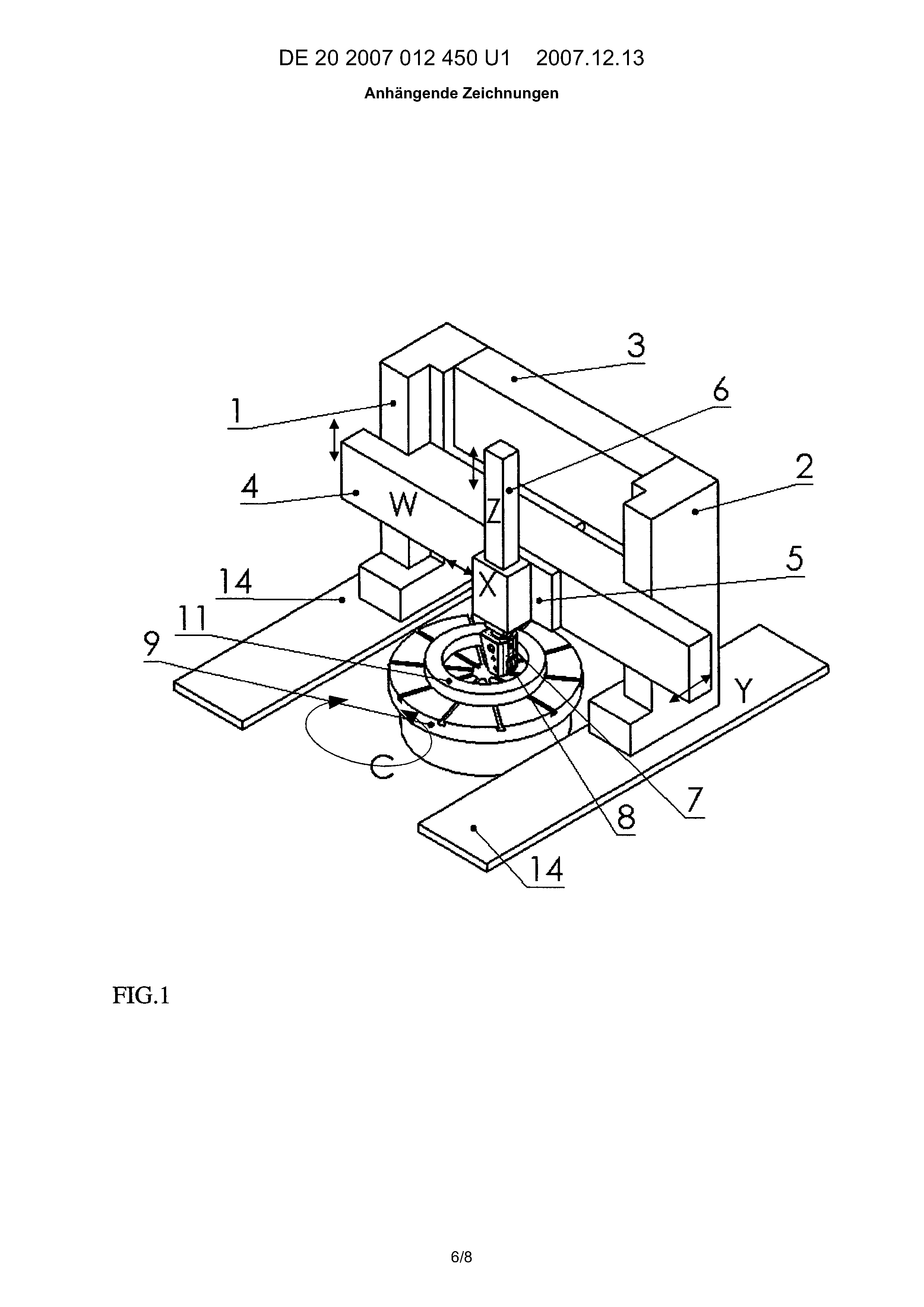
[0006] Fig. 1: eine schematische Darstellung des Senkrechtbearbeitungszentrums in Zweiständerausführung,
[0007] Fig. 2: einen Fräskopf für die Geradverzahnung und
[0008] Fig. 3: einen Fräskopf für die Schrägverzahnung
[0009] Fig. 1 zeigt eine schematische Darstellung des Senkrechtbearbeitungszentrums in Zweiständerausführung.Es ist dargestellt, dass zwei durch ein Querhaupt 3 fest verbundene Ständer 1; 2 auf einem Maschinenbett14 angeordnet sind, einen in z-Richtung verfahrbaren Querbalken 4 haben und zwischen den Ständern1; 2 eine drehbare Planscheibe 9 mit einem Unterbau angeordnet ist. Am Querbalken 4 ist einin x-Richtung verfahrbarer Supportschlitten 5, der eine in z-Richtung zur drehbaren Planscheibe9 hydrostatisch geführte Ram-Konfiguration 6 mit einem durch ein Andockelement 10 fest verbundenenFräskopf 7 für ein Verzahnungswerkzeug 8 hat, angeordnet. Bessere Bearbeitungsmöglichkeitensind dadurch gegeben, wenn die Ständer 1; 2 oder die drehbare Planscheibe 9 mit Unterbau iny-Richtung verfahrbar ausgeführt sind. Damit sind durch den verfahrbaren Querbalken 4 in z-Richtung,den verfahrbaren Supportschlitten 5 in x-Richtung, der bewegbaren Ram-Konfiguration 6 in z-Richtungsowie der verfahrbaren Planscheibe 9 mit Unterbau und den verfahrbaren Ständern 1; 2 in y-Richtungfür die Verzahnbearbeitung an großen Zahnkränzen kurze Bearbeitungswege für den Fräskopf 7 erreichbar. Fürdie Planscheibe 9 mit Unterbau ist kennzeichnend, dass ihre Drehachse ein nicht dargestelltesMesssystem hat sowie einen nicht dargestellten spielfreien Antrieb aufweist, in dem die Planscheibe9 durch zwei elektronisch gegeneinander verspannte Elektromotoren gehalten wird. Durch diesesVerspannen wird eine genaue Positionierung der Planscheibe in Verbindung mit dem Messsystemgewährleistet. Die Teilungsfehler sind sehr gering, da die im Bearbeitungsprozess entstehendenReaktionsmomente auch ohne Wechsel der Drehmomentenrichtung von zwei aus Motor mit Getriebe bestehendenAntrieben aufgebracht werden. Im Unterbau ist mindestens ein ebenfalls nicht dargestellter Verstellzylinderangeordnet, wodurch die Planscheibe 9 mit einem aufgespannten Werkstück 11 eine Schwenklageeinnehmen kann. Der Schwenkwinkel beträgt bis zu 20 Grad. Diese Ausführung hat zu dem den Vorteil,dass die Masse- und Bearbeitungskräfte vom Werkstück ohne Biegeanteile in das Fundament desSenkrechtbearbeitungszentrums geleitet werden. Alle bewegbaren und verfahrbaren Teile des Senkrechtbearbeitungszentrums sindNC-gesteuert und garantieren so eine hohe Bearbeitungsgenauigkeit der Werkstücke.
[0010] Fig. 2 zeigt einen Fräskopf für die Geradverzahnung. Der Fräskopf 7 hat werkstückseitig einVerzahnungswerkzeug 8 und gegenüberliegend ein Andockelement 10. Das Verzahnungswerkzeug 8 istein Formfräser oder eine Schleifscheibe. Durch das Andockelement 10 wird die Verbindung zwischenRam-Konfiguraion 6 und Fräskopf 7 erreicht. Hierzu hat die Ram-Konfiguration 6 ein nicht dargestelltesMasterhead-System. Damit ist auch ein schneller Wechsel des Bearbeitungsverfahrens möglich. Vorteilhafterweisewird dies dadurch erreicht, dass der Fräskopf 7 durch andere Fräsköpfe austauschbar ist, diedie für eine Dreh-, Bohr-, Fräs-, und Schleifbearbeitung erforderlichen Werkzeuge haben. DasAndockelement 10 sichert auch die Zufuhr von verschiedenen Medien, wie beispielsweise von Öl,Kühlmittel und Luft, für das Verzahnungswerkzeug 8.
[0011] Fig. 3 zeigt einen Fräskopf für die Schrägverzahnung. Erkennbar ist, dass der Fräskopf7 mit dem Verzahnungswerkzeug 8 für die innen und außen Schrägverzahnung einen von der Werkzeugebene12 zur z-Achse 13 gebildeten Schrägungswinkel ß aufweist.
[0012] Das neue Senkrechtbearbeitungszentrum soll am Beispiel der Herstellung einer innen Schrägverzahnung aneinem Zahnkranz, Bearbeitungsdurchmesser 8000 mm mit einem schrägen Fräskopf 7, Schrägungswinkelß gleich sieben Grad und einer ebenen Planscheibe näher erläutert werden.
[0013] Der als Rohteil in Form eines gewalzten Ringes zu bearbeitende Zahnkranz 11 wird aufdie ebene Planscheibe 9 aufgespannt, zur spanenden Bearbeitung in die erforderliche Positiongebracht und dann vor der Herstellung der eigentlichen Schrägverzahnung bearbeitet. So sindzunächst beide Seiten des Zahnkranzes 11 plan und längs zu drehen, die Zentriersitze und dasBohrbild herzustellen sowie das Schneiden der Gewinde durch verschiedene Fräsköpfe 7 mit denentsprechenden Werkzeugen durchzuführen. Der Austausch der Fräsköpfe 7 ist schnell und problemlosmöglich. Für die Verzahnbearbeitung mit einem Formfräser 8 ist der Fräskopf 7 auszutauschen. DerEinsatz eines Fräskopfes 7 mit einer Schleifscheibe ist nur dann notwendig, wenn eine hohe Qualitätder Verzahnung gefordert ist. Bekanntermaßen muss der Vorschub der C-Achse mit dem Vorschubder Z-Achse beim Schrägverzahnen synchronisiert werden. Diese Interpolation wird durch die NC-Steuerungder Maschinenachsen erreicht. Aus den Bewegungen der beiden Achsen wird eine Schraubenlinie amZahnkranz 11 erzeugt. Der Vorschub der C-Achse ist vom Schrägungswinkel ß der Verzahnung undvon der Vorschubgeschwindigkeit der Z-Achse abhängig. Nach dem Fräsen einer Zahnlücke wird diePlanscheibe 9 auf eine neue Zahnlücke positioniert und der Formfräser 8 wiederholt den Fräsvorgang biszur vollständigen Herstellung der innen Schrägverzahnung am Zahnkranz 11. Die Positionierungder Planscheibe 9 auf eine neue Zahnlücke des zu bearbeitenden Zahnkranzes 11 ist NC-gesteuert,wobei mehrere Achsen des Senkrechtbearbeitungszentrums interpolieren.
[0014] Die Positionierung des Fräsers wird durch den Bearbeitungsdurchmesser und die Zähnezahldes Zahnkranzes sowie durch den Modul der Verzahnung bestimmt.
2 Ständer3 Querhaupt4 Querbalken5 Supportschlitten6 Ram-Konfiguration7 Fräskopf8 Verzahnungswerkzeug9 drehbare Planscheibe mit Unterbau10 Andockelement11 Werkstück12 Werkzeugebene13 Z-Achse14 Maschinenbettß Schrägungswinkel
1. Senkrechtbearbeitungszentrum in Zweiständerausführung zur Herstellung einer innen oderaußen Gerad- und Schrägverzahnung an Zahnkränzen mit einem Bearbeitungsdurchmesser von bis zu16000 mm, bestehend aus einem ortsfesten Maschinenbett mit einer drehend antreibbaren Planscheibe(3), das zwischen einem Maschinenportal aus zwei durch eine feste Traverse (3) verbundenen Ständern(1; 2) angeordnet ist, wobei an den Ständern (1; 2) ein Querbalken (4) in Senkrechtführungen beweglichgeführt und Träger eines auf dem Querbalken (4) waagerecht verfahrbaren Maschinensupports miteinem senkrecht verfahrbaren Meißelschieber ist, der einen Revolverkopf mit darin angeordneterDreh-, Bohr-, Fräs und Schleifspindel hat, dadurch gekennzeichnet, dass am Querbalken (4) einin x-Richtung verfahrbarer Supportschlitten (5), der eine in z-Richtung zur drehbaren Planscheibe(9) hydrostatisch geführte Ram-Konfiguration (6) mit einem durch ein Andockelement (10) festverbundenen Fräskopf (7) für ein Verzahnungswerkzeug (8) hat, angeordnet ist.
2. Senkrechtbearbeitungszentrum in Zweiständerausführung nach Anspruch 1, dadurch gekennzeichnet,dass die Ständer (1; 2) in y-Richtung verfahrbar angeordnet sind.
3. Senkrechtbearbeitungszentrum in Zweiständerausführung nach Anspruch 1, dadurch gekennzeichnet,dass die drehbare Planscheibe mit Unterbau (9) in y-Richtung verfahrbar angeordnet ist.
4. Senkrechtbearbeitungszentrum in Zweiständerausführung nach Anspruch 1, dadurch gekenn-zeichnet, dass die Drehachse der Planscheibe (9) ein Messsystem sowie einen spielfreien Antriebhat.
5. Senkrechtbearbeitungszentrum in Zweiständerausführung nach einem der Ansprüche 1 bis4, dadurch gekennzeichnet, dass im Unterbau der Planscheibe (9) mindestens ein Verstellzylinderangeordnet ist, wodurch die Planscheibe (9) mit einem aufgespannten Werkstück (11) eine Schwenklageeinnimmt.
6. Senkrechtbearbeitungszentrum in Zweiständerausführung nach Anspruch 5, dadurch gekennzeichnet,dass der Schwenkwinkel bis zu 20 Grad beträgt.
7. Senkrechtbearbeitungszentrum in Zweiständerausführung nach einem der Ansprüche 1 bis6, dadurch gekennzeichnet, dass der Fräskopf (7) mit dem Verzahnungswerkzeug (8) für die innenund außen Schrägverzahnung einen von der Werkzeugebene 12 zur z-Achse 13 gebildeten Schrägungswinkelß aufweist.
8. Senkrechtbearbeitungszentrum in Zweiständerausführung nach Anspruch 7, dadurch gekennzeichnet,dass das Verzahnungswerkzeug (8) im Fräskopf (7) ein Formfräser oder eine Schleifscheibe ist.
9. Senkrechtbearbeitungszentrum in Zweiständerausführung nach einem der Ansprüche 1 bis6, dadurch gekennzeichnet, dass der Fräskopf (7) durch andere Fräsköpfe (7), die die für eineDreh-, Bohr-, Fräs- und Schleifbearbeitung erforderlichen Werkzeuge haben, austauschbar ist.