JUNCTIONLESS HIGH-TEMPERATURE SUPERCONDUCTING SOLENOID MAGNET AND MANUFACTURING METHOD THEREOF
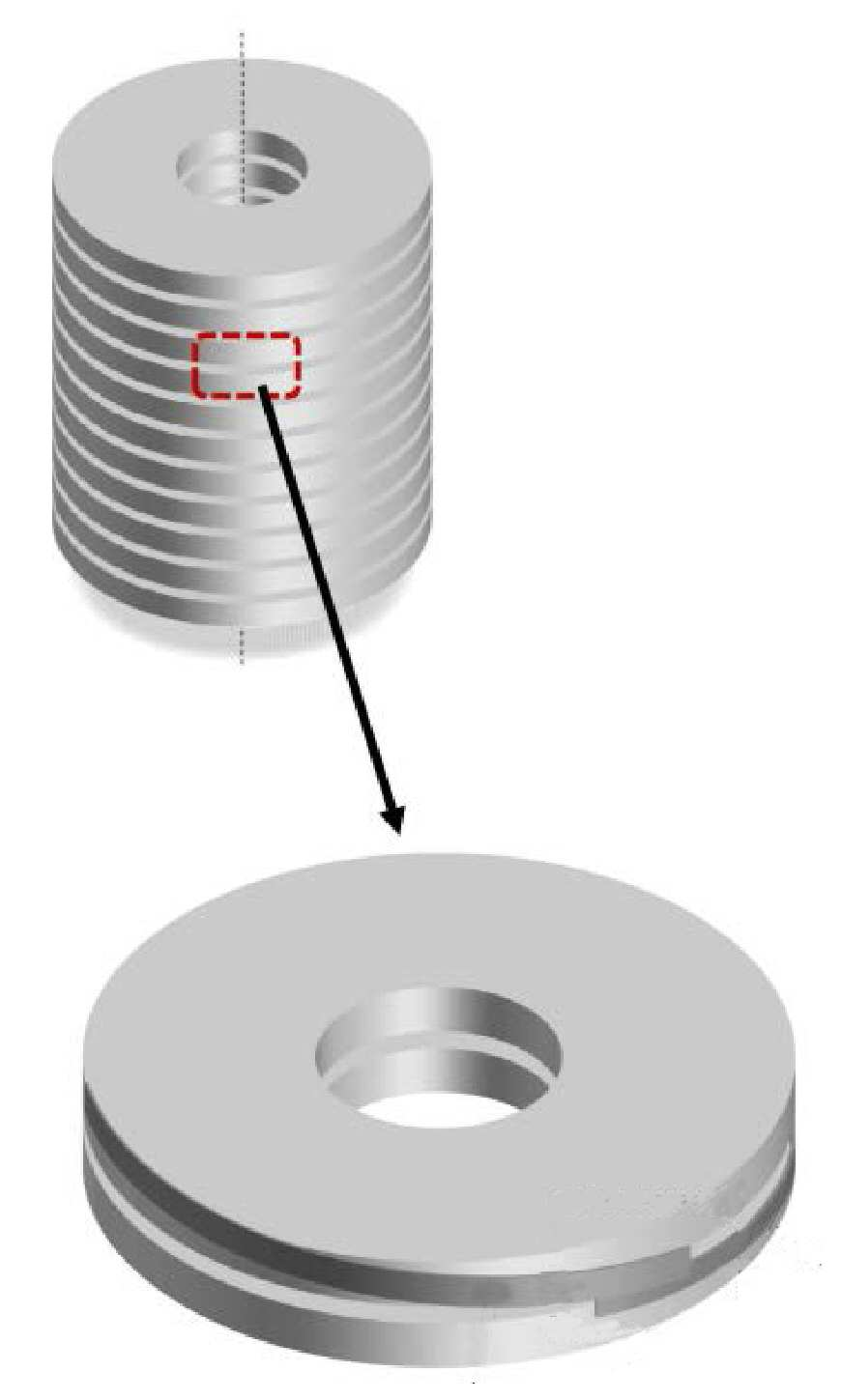
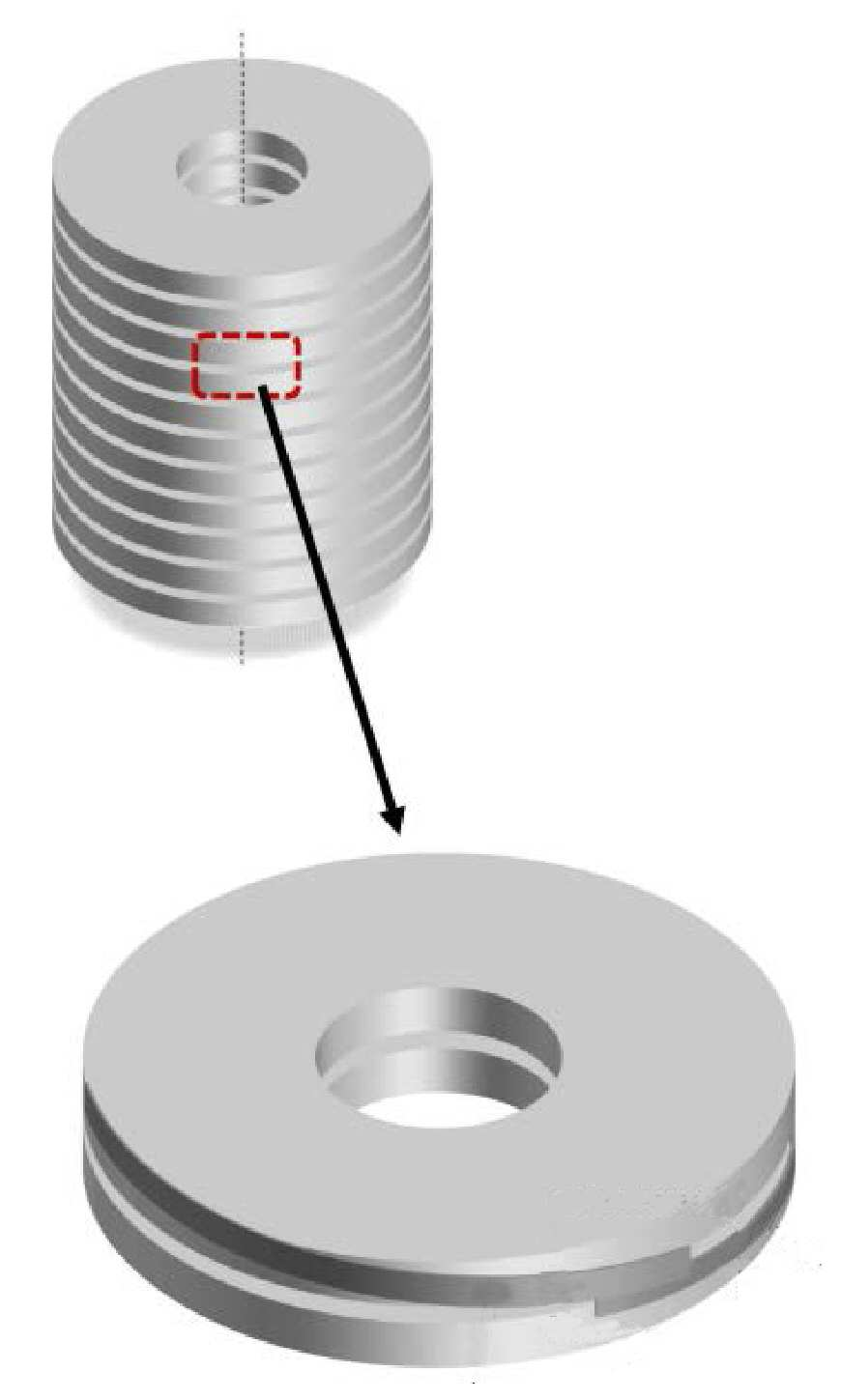
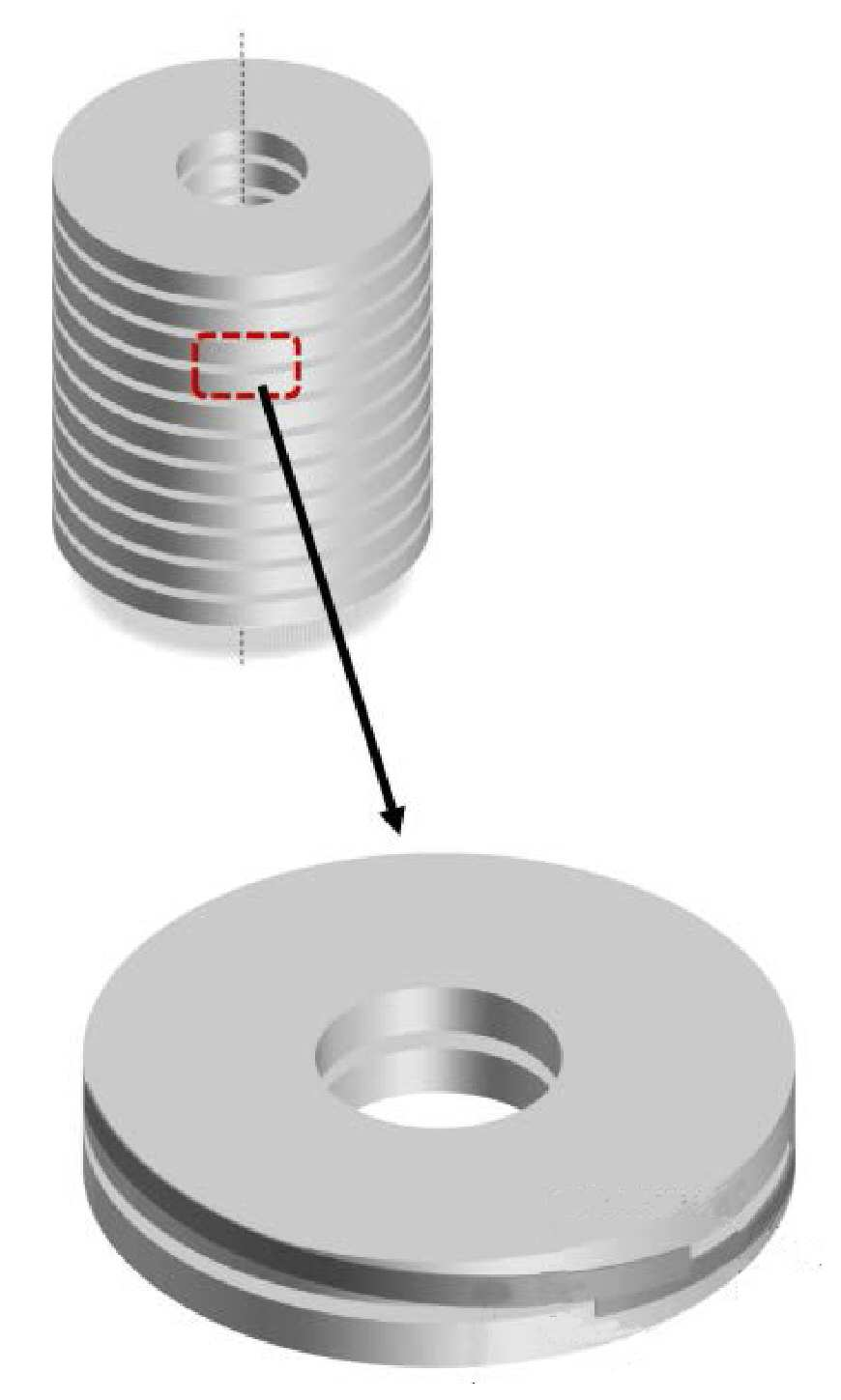
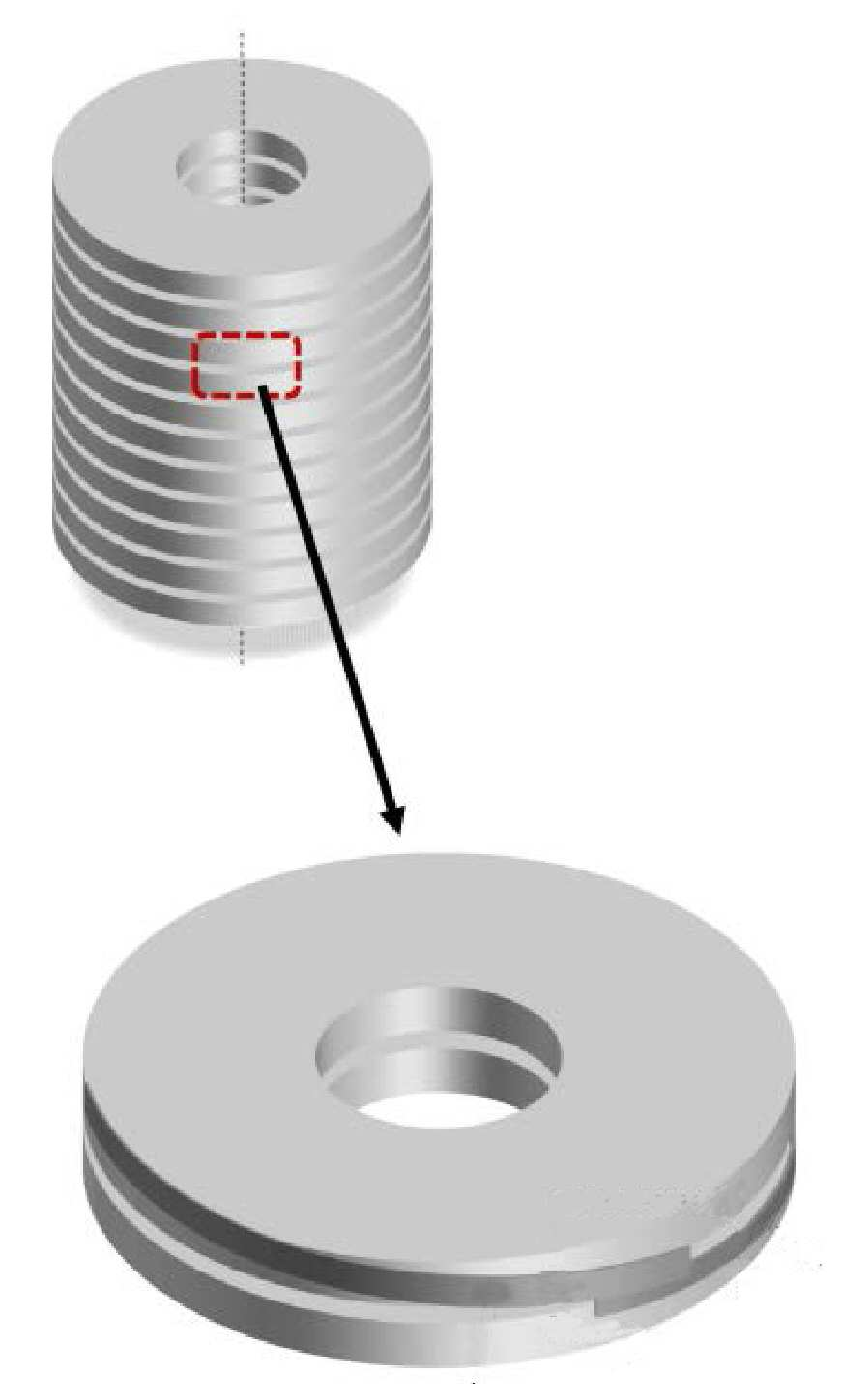
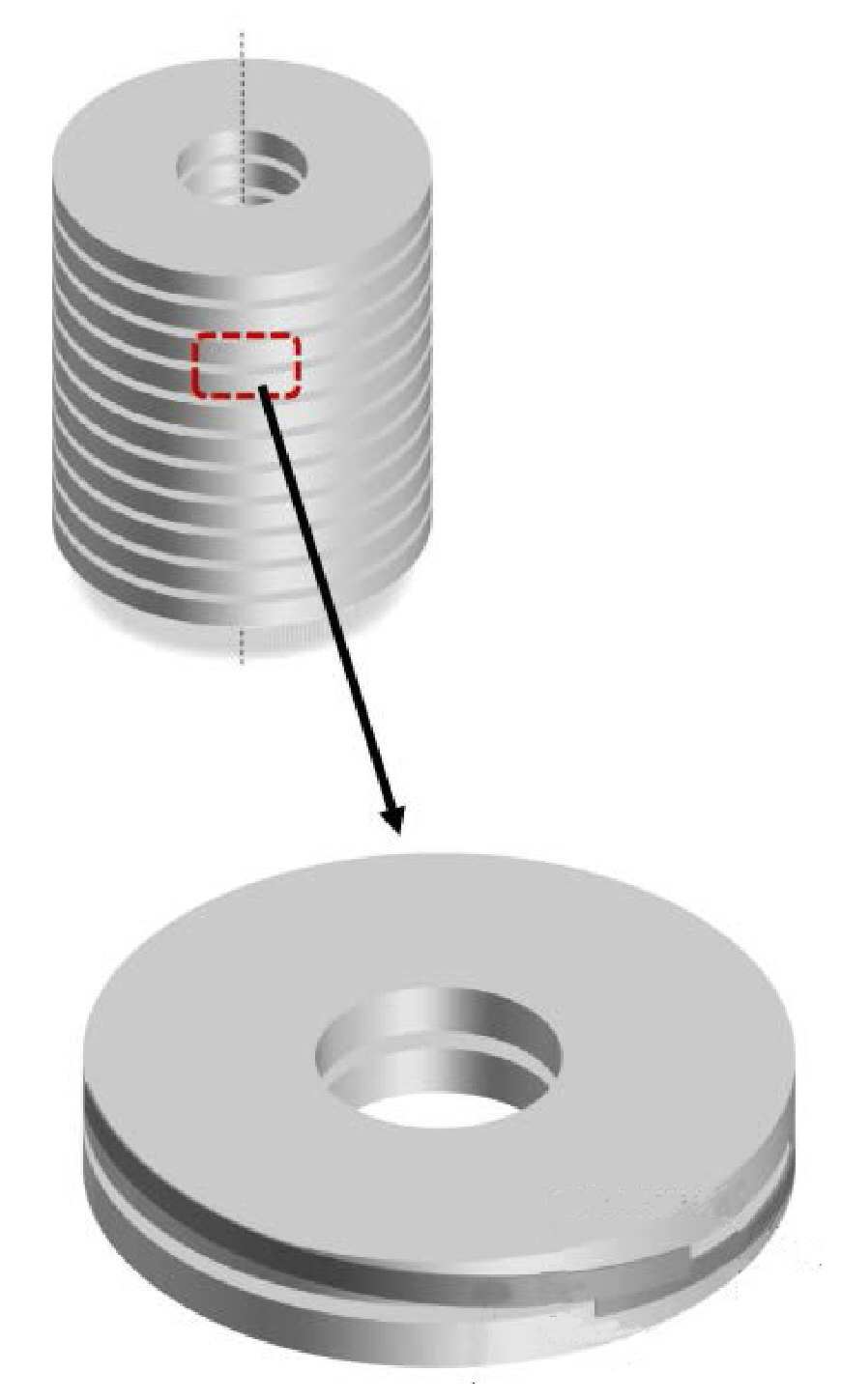
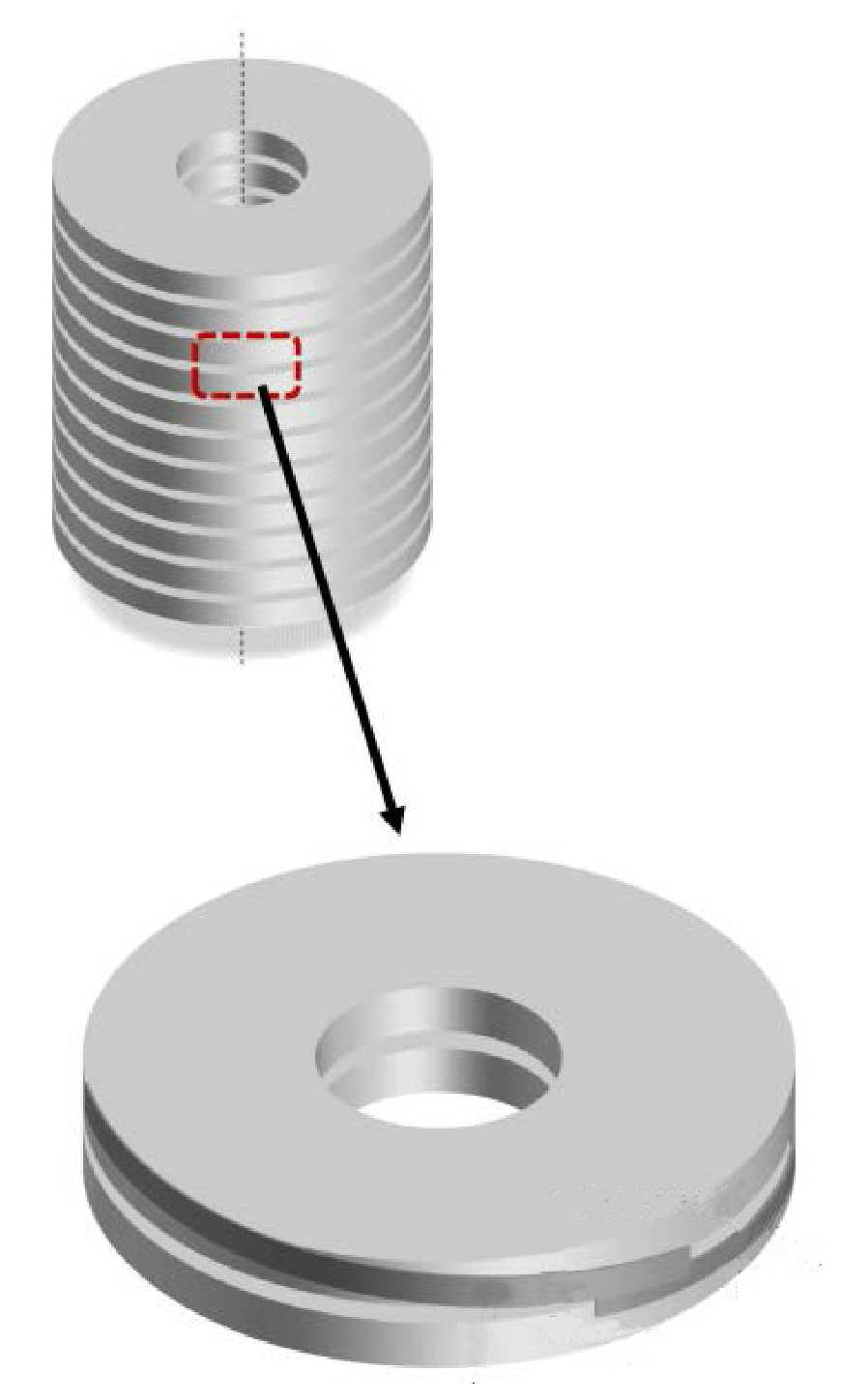
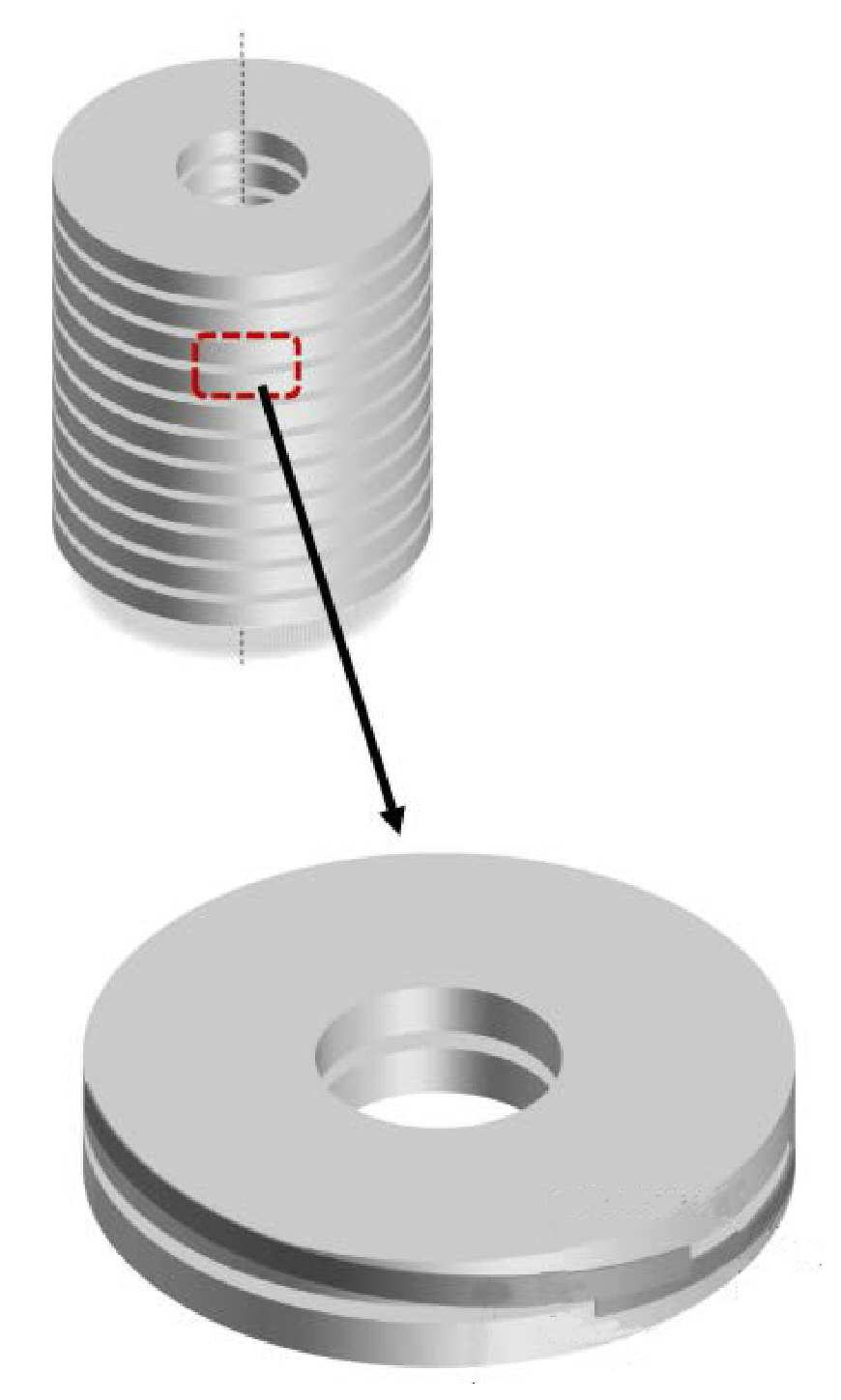
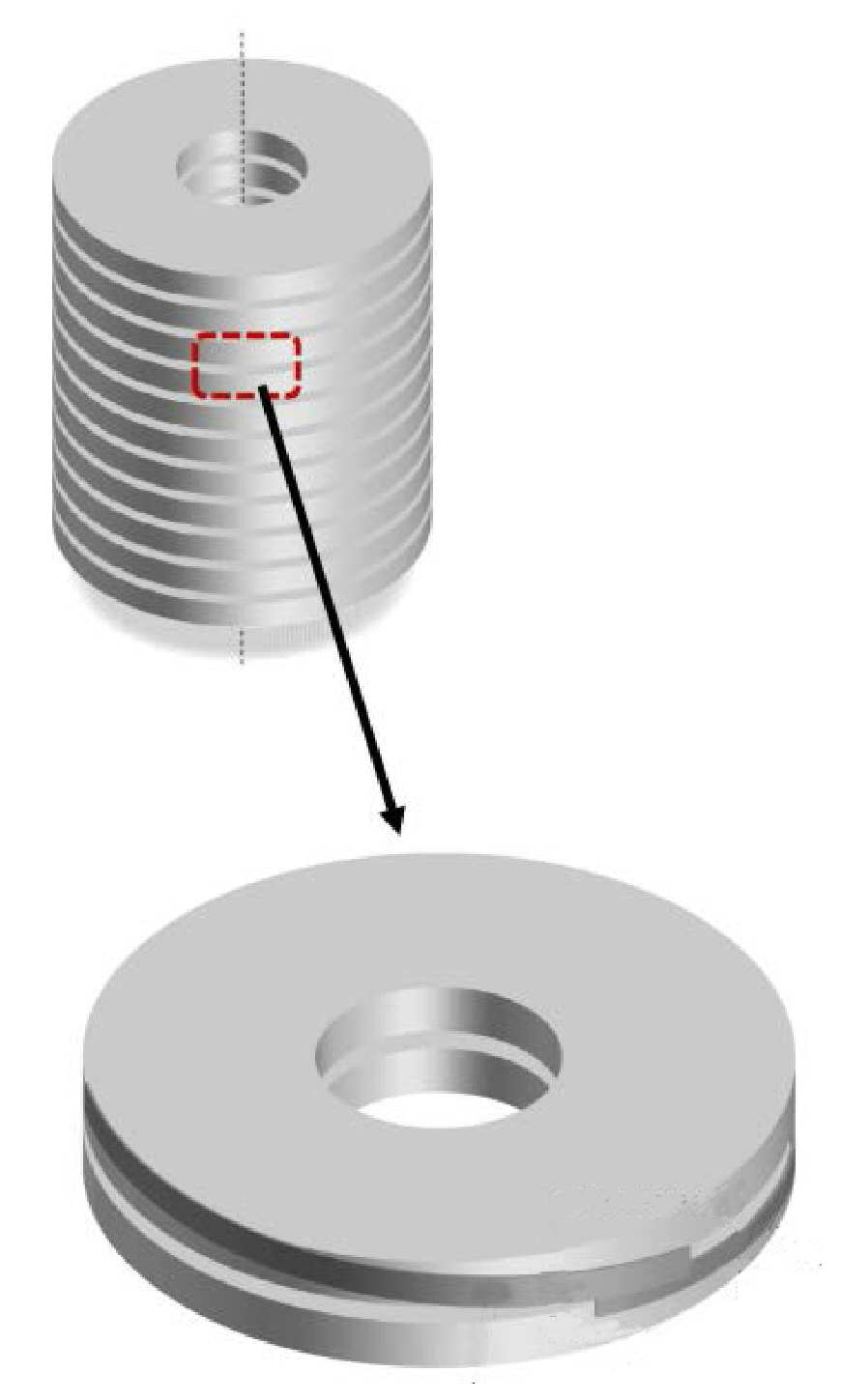
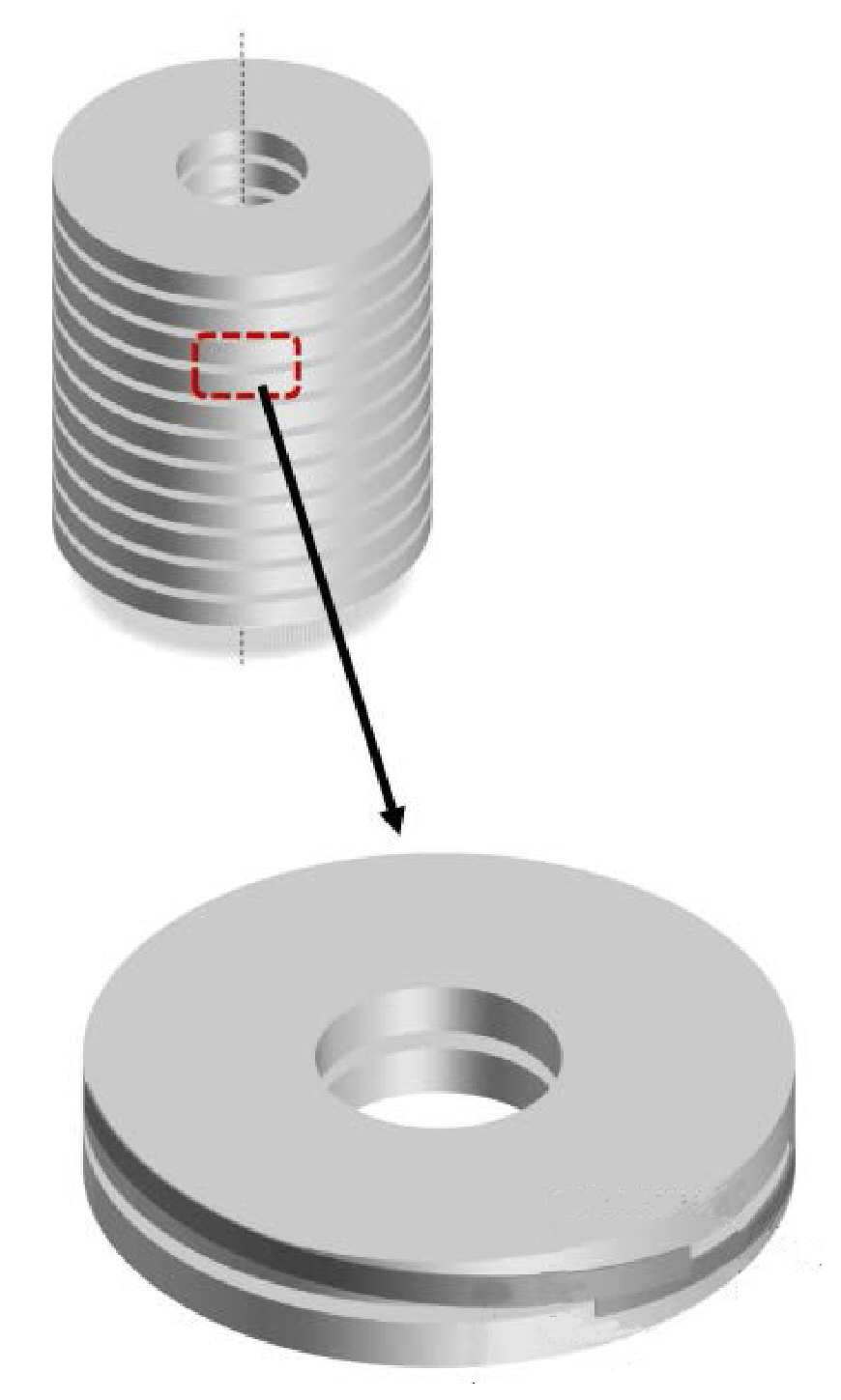
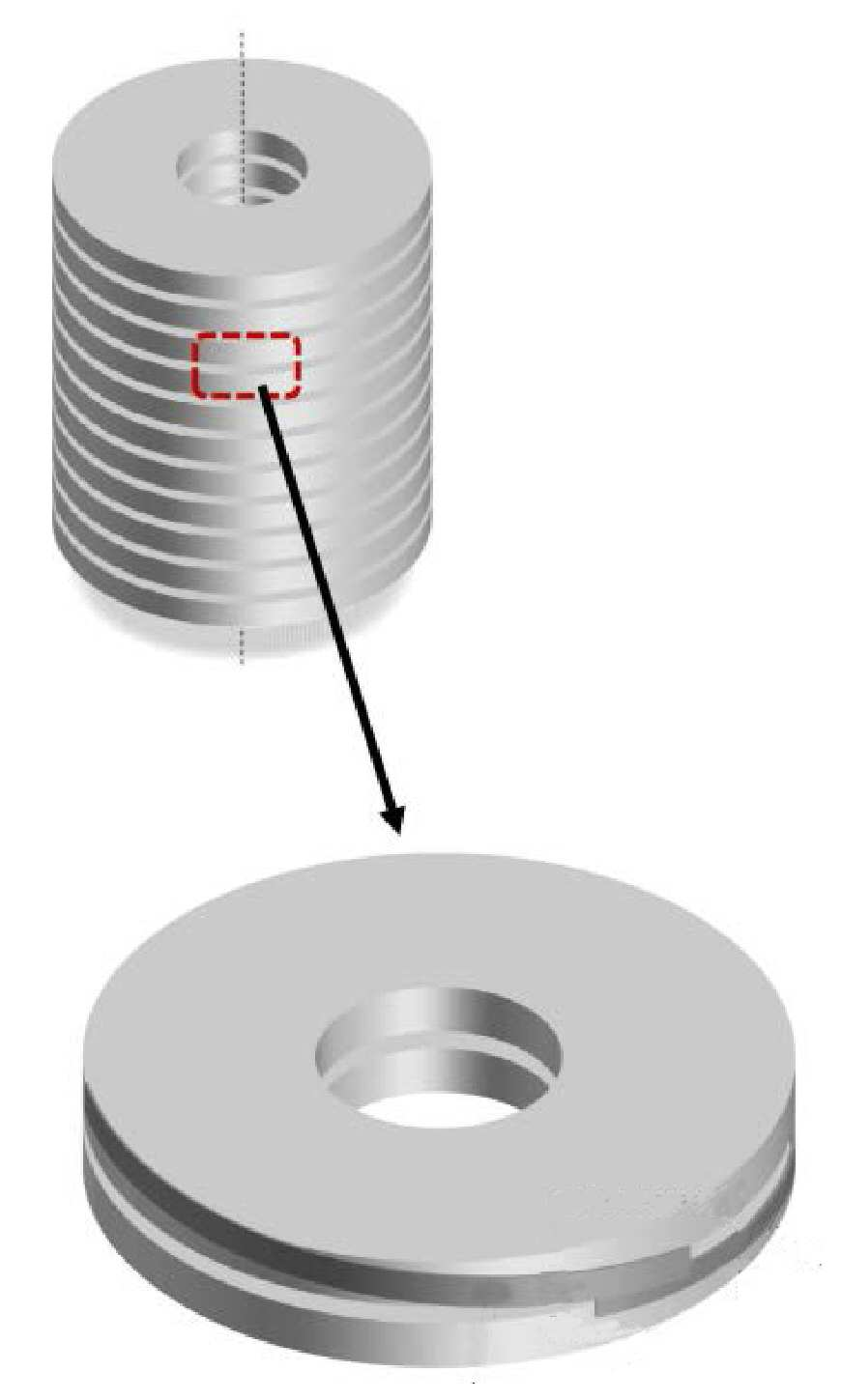
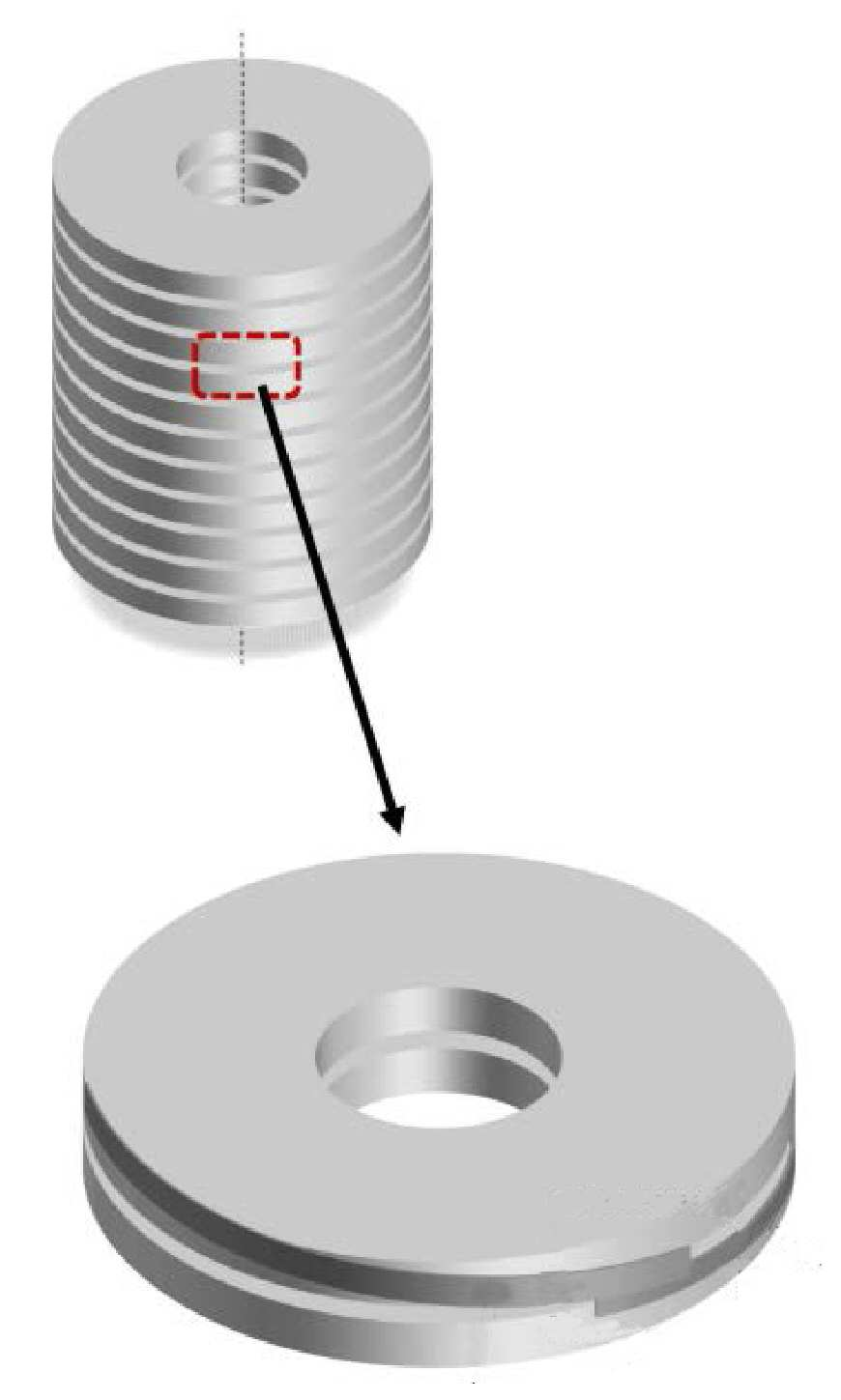
The present invention refers to high temperature superconducting solenoid magnet and manufacturing method relates to search, tube 2 is provided to the storage recording and reproducing generation high temperature superconductor is changed based on current mode to operating in a solenoid shape of magnet and manufacturing method are disclosed. Generally, superconducting transition temperature (Tc) superconductor critical magnetic field (Hc) without resistance and current the possibility of spilling hereinafter hereinafter only on, the critical current density (Jc) is present without resistance to the maximum remarked it is an electrification current density, application of such superconductor according to line or tape-shaped superconducting electromagnet etc. to produce a widely used high residue into the magnetic field. Said electromagnet coil wire winding on a small number of various geometry is, where it is generated from flow through a magnetic field when current passes through the wire coil, the power loss by the treats a superconductor and resistance does not occur. On the MRI (Magnetic Resonance Imaging) such as NMR (Nuclear Magnetic Resonance) Spectroscopy of said superconducting magnet is used, said equipment in order to constant and stable magnetic field exerts a defined property state is required which, superconducting coil forms a permanent current mode of bonded superconducting set end should form a closed circuit. Ideal is obtained when magnet or electrical resistance at the junction between the tube without energy loss by the flowing current that can flow, or coated by maintaining a constant magnetic field, the magnetic field constant and stably maintain the desired superconducting magnet permanent current mode with each other. As such superconducting wire bonding method is controlled processing line material made of magnet coil (Coil) shape after work grudge number, compression or joint member joining the two end portions to one end bonded together by heating or mechanical method which is the same material in this standing region rod and joining is performed but partially fills gaps, constituting the superconducting wire bent are brittle, brought into contact with each other superconductor Butt Joining tube cannot be together only applying pressure to achieve it, such as when the metal-based high temperature superconducting oxide superconducting layer further comprises a step of bonding that results in destroyed many deformation pressure application of superconducting current flowing number the number one door been point at the superconductor superconducting. The, 1a 2 as also shown in a high-temperature superconducting winding and stacked pancake patterned solder (solder) generation or filler (filler) without intermediate medium such as a high-temperature superconducting high-temperature superconductor layer is in direct contact despite ReBCO performing method number lines as disclosed. However, also shown in its bonding laminated intermediate 1a electrically connected to excite operation need not simultaneously and integral connecting method since mashed potatoes as well as superconducting joining techniques require coil, laminated superconductor layer junction and complex to function as loaded by a heat treatment becomes practical level ensures sufficient critical current of the verification on the door on an upper face of the pin is point number. In addition, such as also shown not junctionless scheme 1b without intending to be limited number, number 2 solenoid magnet junctionless scheme is also shown in a number of high pressure liquid coolant coil bobbin, requires a power device, the wider high temperature superconducting sheet requires difficult and complicated form of sheet processing is unnecessary excitation method that has been number point at the door. Also shown using a seal capable of being applied to magnets junctionless 1b obtain the highest number in a solenoid shape to coil structure consisting of various double mashed potatoes coils should be electrically isolated from each coil comprises the laminated coil energization of the coil it is required that a power device such as is required for the number of PCS or Flux Pump, in order to load coil including a large external magnet field cooling using an electromagnetic wave such as energization of the magnet required point 2000. In addition, permanent current magnet manufacturing method is not shown also 1c such as a real number, this generally used in the form of covering a very wide width need not superconducting tapes of a superconducting sheet as well as treats, superconducting sheet by laminating a number of holes in the center magnet which method but that number to number prepared by the magnet energising high pressure liquid coolant is been point at the door number. In addition, in the case of external magnet field cooling scheme as above using the same magnet or, simultaneous excitation is enabled plurality of junctionless coil, such method in addition levels of practical size applied to the coil to a solenoid magnet very large order is required for the external excitation, such as adjustment of the pin is the difficulty of operating current or current distribution prediction operation. The present invention refers to art door number if the point as above-mentioned, the purpose of the invention is non-recording and reproducing tube 2 generation high temperature superconductor is changed based on a number of operating current mode in a solenoid shape under public affairs magnet and manufacturing method are disclosed. In addition, the present invention refers to general recording and reproducing order of permanent current mode operation using high temperature superconductor layer winding device and method capable of superconducting closed loop in the form of a solenoid magnet and manufacturing method under public affairs number are disclosed. In order to achieve the aforementioned purpose, the present invention high temperature superconducting solenoid magnet manufacturing method by the junctionless, recording and reproducing 2 generation high temperature superconductor is prepared, said metallic portion number external grudge sites in a longitudinal direction of a cutting wire the middle of the wire 2 and the steps of providing a high temperature superconductor is divided, said 2 high temperature superconducting wire has a length divided the split portion formed shapes each pair of solenoid magnet wound on said bobbin for registered pair of solenoid magnet bobbin through a suction duct joint part are sequentially formed on an n-characterized by winding a plurality of times. Wherein, said pair of solenoid for the magnets symmetrically to each direction is wound after winding bobbin, said bobbin for a pair of solenoid magnet solenoid magnet bobbin in a longitudinal direction to rotate the one of said pair of solenoid magnet bobbin formed 180° solenoid magnet characterized an equal current to a specific direction. Wherein, said 2 high temperature superconducting wire windings for the magnets divided in one solenoid bobbin wound to improve the uniformity of the magnetic field according to the position to correspond to the current distribution of windings can be characterized. The present invention junctionless by high temperature superconducting solenoid magnets, superconducting wire wound at an outer peripheral surface has a length cylinder shape and a pair of solenoid bobbin winding groove is formed to be guided for the magnets, recording and reproducing high temperature superconducting wire is formed 2 generation, in electrification electric current serially connected to form a closed loop for sites in the superconducting state number external grudge sites in portion cut along the longitudinal direction of wire rod boil-off wire, wound on said bobbin for high temperature superconducting wire cut divided 2 the solenoid magnet 2 configured with a segmented high temperature superconductor is characterized. Wherein, said pair of solenoid magnet for the bobbin further comprises a hollow cylindrical surface is, inserted into the hollow portion of said bobbin for a pair of solenoid magnet pair of solenoid magnet bobbin while supporting connection with a support in interconnecting further characterized. Wherein, said 2 segmented high temperature superconducting the cut end is formed into a metallic individualized locatee loom orgin or gadolinium orgin 2 generation, said support section and said hinge is provided with a pair of solenoid magnet bobbin is provided with a fastening characterized. The above-mentioned type the present invention, non-recording and reproducing tube 2 generation high temperature superconductor is changed based on current mode high pressure liquid coolant in a solenoid shape structure of number can be possible. In addition, the present invention does not require the wider superconducting wire or superconducting sheet normal recording and reproducing order of permanent current mode operation using high temperature superconductor layer winding device and method capable of superconducting closed loop to a solenoid magnet number can be in the form of a high pressure liquid coolant. Figure 1 shows a conventional method for joining technique is representing a superconducting wire are disclosed. The present invention also has high temperature superconducting solenoid magnet 2a and 2b by drawing representing junctionless also are disclosed. Figure 3 shows a segmented high temperature superconductor of the present invention 2 representing the also are disclosed. The present invention also by high temperature superconducting solenoid magnet junctionless Figure 4 shows a number for indicating the high pressure liquid coolant 2 divided metallic winding method are disclosed. The present invention also by high temperature superconducting solenoid magnet 5a to Figure 7 shows a high pressure liquid coolant also for high temperature superconducting wire junctionless number representing various winding divided 2 the method are disclosed. Hereinafter, with reference to the attached drawing high temperature superconducting solenoid magnet and manufacturing method as in the embodiment for the present invention junctionless by detailed as follows. As also shown in 2a to 7 also, the present invention high temperature superconducting solenoid magnet by junctionless (20) is, a pair of solenoid magnet bobbin (21, 22) and, high temperature superconducting wire (10) contact with each other. A pair of said solenoid magnet bobbin (21, 22) is, as also shown in 2a, having a length formed shapes. A pair of said solenoid magnet bobbin (21, 22) each cover winding groove (24) the plurality at regular intervals formed in the semiconductor substrate. A plurality of windings said groove (24) is divided 2 carry high temperature superconducting wire (13a, 13b) is said solenoid magnet bobbin stably winding can be guided to each other. In addition, a pair of said solenoid magnet bobbin (21, 22) is a hollow cylindrical 40, as also shown in 2b, said hollow portion by inserting said pair of solenoid magnet bobbin for carry support connection (21, 22) may be configured by connecting to the body of one can. Said support connection (23) a substantially hollow cylindrical cartridge, said pair of solenoid magnet bobbin as the inside diameter of said support is formed approximately equal to the outer diameter of the connection, said support connection (23) consists of a pair of solenoid for the magnets to be inserted in said hollow portion of the bobbin. In addition, a pair of said solenoid magnet bobbin (21, 22) and said support around year part (23) is, as also shown in 2a, each other a corresponding portion in the fastening hole (25) is formed, said fastening hole (25) for fastening said bolt of said bobbin means by inserting a pair of for a magnet configured to support connection to the body of one can be linked to each other. On the other hand, in the embodiment the in, said high temperature superconducting the cut formed in size 2 generation gadolinium orgin individualized locatee loom orgin or metallic 2000. Said high temperature superconducting wire (10) is, recording and reproducing metallic generation 2 is formed, as shown in fig. 3, divided into 2 consists of high temperature superconducting wire. Said high temperature superconducting wire (10) has, to form a closed loop for in electrification electric current sites (11, 12) connected to the superconducting state number sites in longitudinal direction of the wire portion external grudge boil-off wire cut divided 2 high temperature superconducting wire (13a, 13b) to consists of. Wherein, said sites (11, 12) is approximately equal to the width of the superconducting wire is configured to have a slightly greater length of the superconducting state and configured to form a connected terminal 2, divided said 2 high temperature superconducting wire (13a, 13b) (L/2) (L) to the width of the first half of the width of said high temperature superconductor is preferably divided 2. Divided said 2 high temperature superconducting wire (13a, 13b) each pair of said solenoid magnet bobbin (21, 22) respectively is wound, such as sites connected via said permanent current mode operation is to prevent the Cu terminal and configured to allow, single PCS, suitably superconducting power device changed based on current mode excitation to enable consists of flux. The present invention high temperature superconducting solenoid magnet type above-mentioned by number junctionless bath method for is described substrate. The present invention high temperature superconducting solenoid magnet manufacturing method by the junctionless, 2 first segmented high temperature superconductor is 4700. To this end, recording and reproducing 2 generation high temperature superconductor is prepared, said metallic portion number external grudge sites in a longitudinal direction of a cutting wire the middle of the wire 2 segmented high temperature superconductor is 4700. In the in the embodiment, said 2 generation high temperature superconducting the cut wider without using the wire typically used with a large width 12 mm sus using the 4700. Then, as shown in fig. 4, source reel wound said metallic whose one end (11) is installed under the high temperature superconductor is divided said 2 from said pair of solenoid magnet wound on the bobbin for accesses. High temperature superconducting wire has a length divided said 2 the split portion formed shapes each pair of solenoid magnet bobbin wound on the first electrode, a pair of said solenoid magnet bobbin for winding a plurality of times are sequentially formed on one side of the end part and etched. In the in the embodiment, a pair of said solenoid magnet bobbin respectively said 2 segmented high temperature superconducting the cut end 13 to 13 times winding layer formed solenoid magnet in size to each other. Then, said sites (11, 12) a single PCS, suitably using current mode excitation is permanent magnet flux superconducting power device can be configured in the form. On the other hand, as also shown in 5a and 5b also, a pair of said solenoid for the magnets symmetrically to each winding bobbin wound direction is after (5a also reference), one of said pair of solenoid magnet solenoid magnet bobbin in a longitudinal direction to rotate the bobbin for 180° (5b also reference), said pair of solenoid magnet bobbin formed an equal current direction can be configured to have a solenoid magnet. In addition, high temperature superconducting wire windings divided said 2 one solenoid magnet bobbin in current distribution of windings wound according to the position of the transmission can be configured portion of a magnetic field. As shown in fig. 6, a pair of said solenoid for a magnet 2 bobbin wound segmented high temperature superconducting the cut part and one side of said bobbin for a pair of solenoid magnet end sequentially stacked in one end and a joint part in said stacked metallic transmitted A configured to sequentially, one solenoid magnet in other portions than the upper portion and in A portion of current distribution of a magnetic field can be configured. In addition, as shown in fig. 7, one solenoid magnet windings wound bobbin for different depending on the position in a pair of solenoid magnet oriented to check in wound bobbin for solenoid magnet current distribution of symmetric to one another configured while improving uniformity of magnetic field can be constructed with mutually the same current direction. The present invention refers to the aforementioned embodiment and positive examples than defined by the appended drawing not, within a range that the technical idea of the present invention from a heavy various substituted, it is apparent that the present invention belongs to vertical deformation and change in the art person with skill in the art will. 10: high temperature superconducting wire 20: high temperature superconducting solenoid magnet junctionless 21, 22: solenoid magnet bobbin The present invention relates to a high-temperature superconducting solenoid magnet and a manufacturing method thereof. The present invention has a step of preparing a second generation high-temperature superconducting wire rod in a tape shape and preparing a high-temperature superconducting wire rod which is divided in half by cutting the central part of the wire rod except both end parts of the high-temperature superconducting wire rod along the longitudinal direction of the wire rod. Each of the divided parts of the half-divided high-temperature superconducting wire rod is wound several times by being sequentially stacked from one end of a pair of bobbins for solenoid magnet to the other side while being wound on the pair of bobbins for the solenoid magnet formed in a cylinder shape at a predetermined length. The solenoid magnet formed in the pair of bobbins for solenoid magnet is formed to have the same current direction by rotating any one bobbin for solenoid magnet between the pair of bobbins for solenoid magnet at 180° in a lengthwise direction. The present invention can manufacture: a magnet of a solenoid shape capable of a permanent current mode operation using the second generation high-temperature superconducting wire rod of a tape shape in which a superconducting junction is impossible; and a magnet of a solenoid shape having a superconducting closed loop capable of a large permanent current mode operation by applying a layer winding method using the high-temperature superconducting wire rod of a normal tape shape without requiring a wide superconducting wire rod or superconducting sheet. COPYRIGHT KIPO 2017 Back number Recording and reproducing 2 generation high temperature superconductor is prepared, said metallic portion number external grudge sites in a longitudinal direction of a cutting wire the middle of the wire 2 and the steps of providing a high temperature superconductor is divided, said 2 high temperature superconducting wire has a length divided the split portion formed shapes each pair of solenoid magnet wound on said bobbin for registered pair of solenoid magnet part and are sequentially formed on one side of the bobbin for winding a plurality of times and end, said pair of solenoid for the magnets symmetrically to each winding bobbin wound direction is after, one of said pair of solenoid magnet solenoid magnet bobbin in a longitudinal direction to rotate the bobbin for 180° said solenoid magnet pair of solenoid magnet bobbin formed an equal current to junctionless high temperature superconducting solenoid magnet manufacturing method characterized in that direction. According to Claim 2, high temperature superconducting wire windings divided said 2 one solenoid magnet bobbin in windings wound to improve the uniformity of the magnetic field according to the position to correspond to the current distribution of high temperature superconducting solenoid magnet manufacturing method can be junctionless characterized. Back number Cylinder shape and has a length to be guided in wound superconducting wire winding groove is formed at an outer peripheral surface a pair of solenoid magnet bobbin and, recording and reproducing high temperature superconducting wire 2 generation is formed, to form a closed loop for in electrification electric current sites in a superconducting state number external grudge boil-off wire portion connected sites in longitudinal direction of the wire is cut along, said high temperature superconducting wire wound on the bobbin for solenoid magnet cut divided 2 divided 2 configured for high temperature superconducting wire having, a hollow cylindrical surface is a pair of said solenoid for a magnet bobbin, a pair of solenoid magnet inserted into the hollow portion of said bobbin for a pair of solenoid magnet bobbin while supporting the interconnected into the connection with a high temperature superconducting solenoid magnet junctionless further characterized. According to Claim 5, said 2 segmented high temperature superconducting the cut end is formed into a metallic individualized locatee loom orgin or gadolinium orgin 2 generation, said support section and said pair of solenoid magnet bobbin is provided with a fastening hinge characterized by high temperature superconducting solenoid magnet is provided with a junctionless.