HOLE DRILLING MACHINE AND METHOD FOR DRILLING OVAL HOLE AND INNER-DIAMETER-CHANGING HOLE BY MEANS OF HOLE DRILLING MACHINE
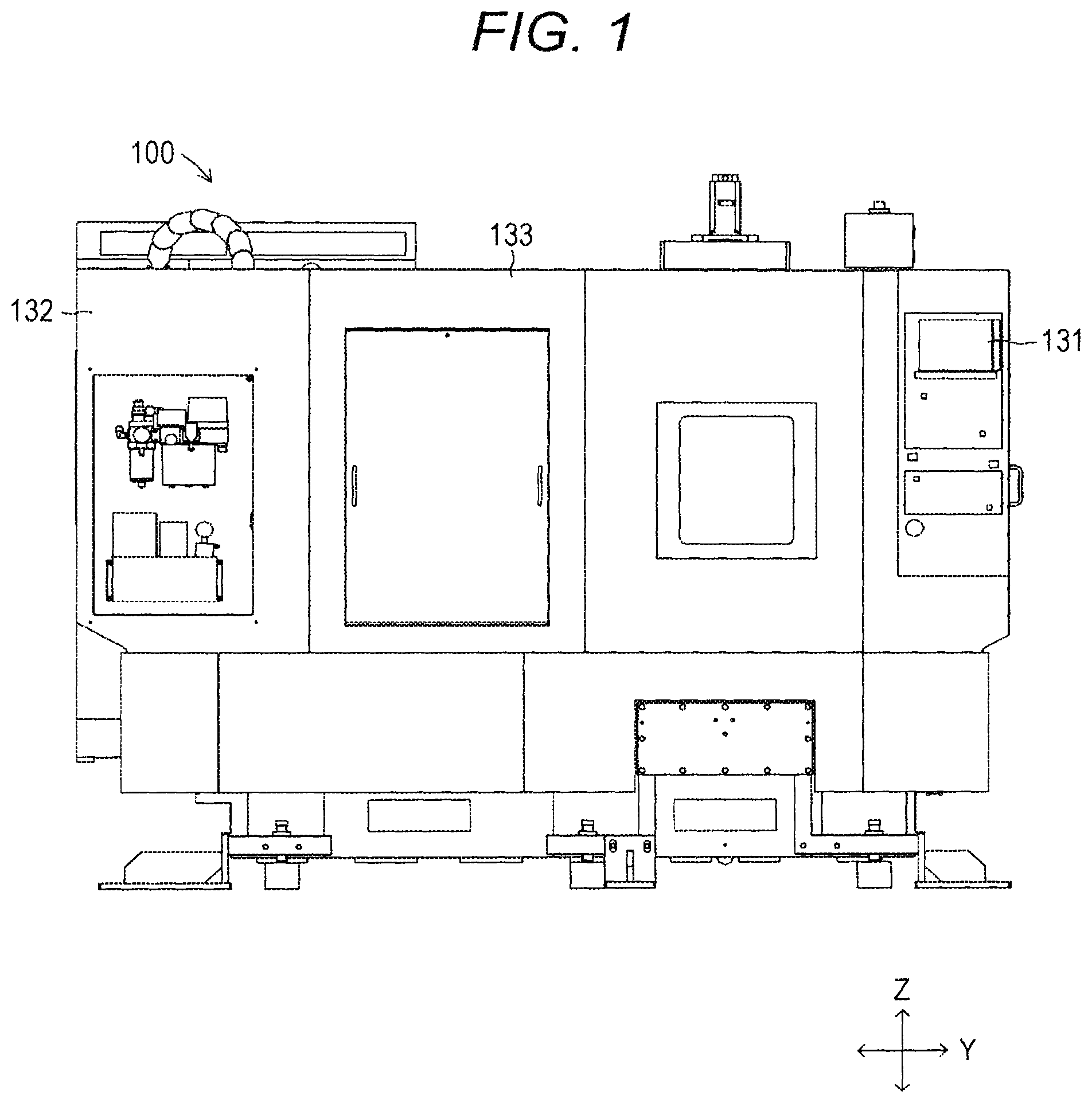
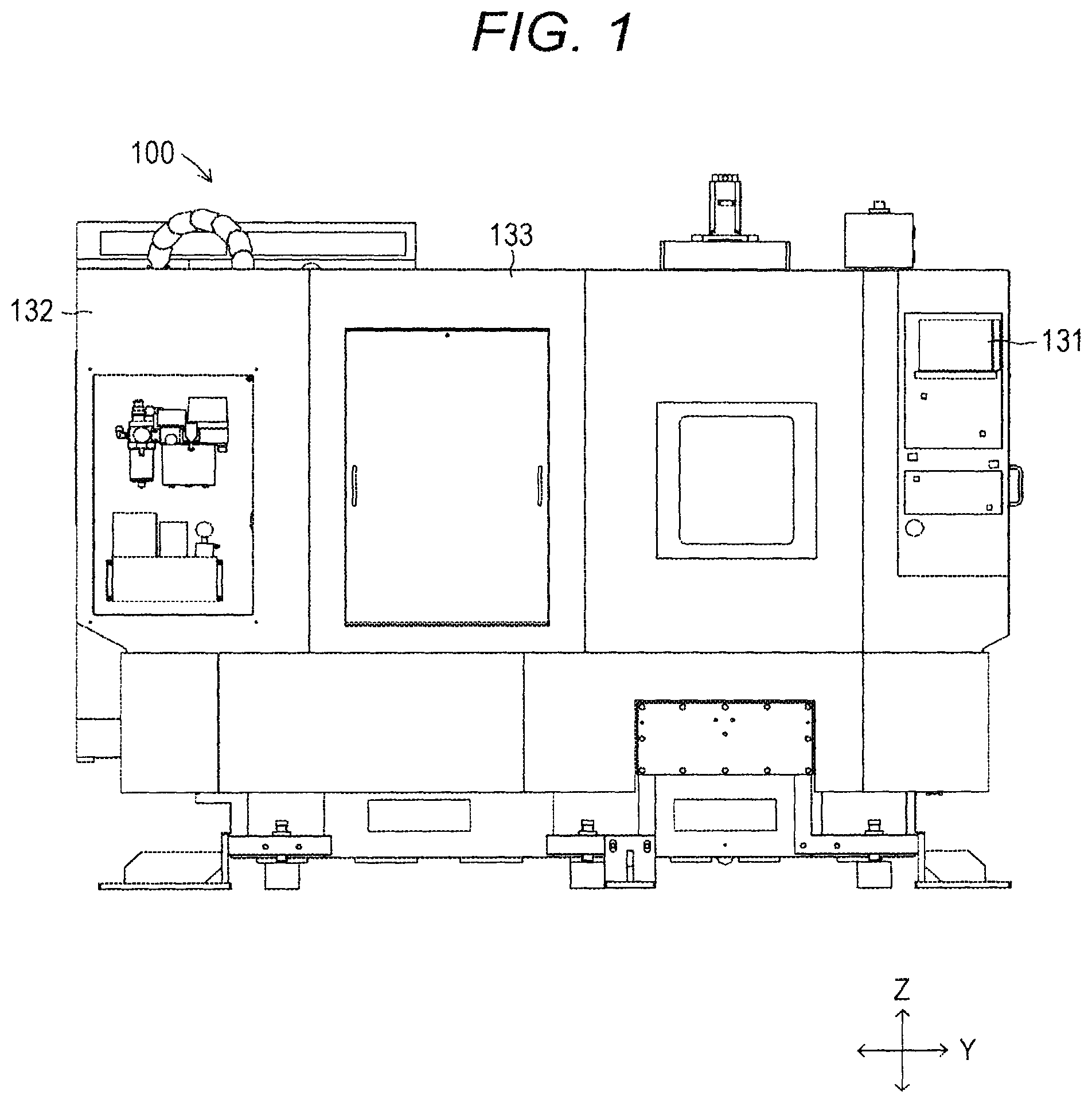
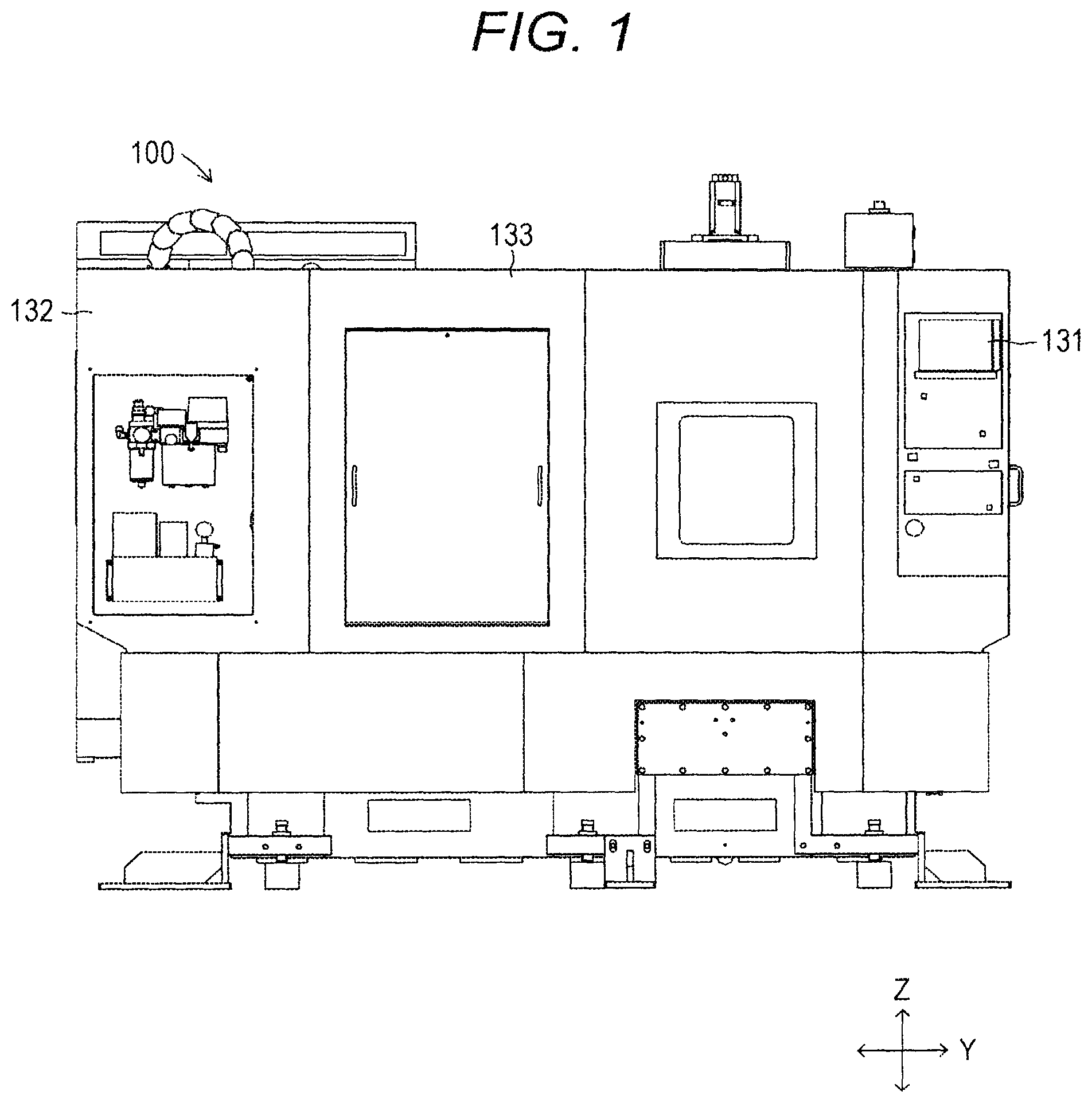
The present invention relates to a hole drilling machine configured to shape, at a work piece, an oval hole and/or an inner-diameter-changing hole of which inner diameter changes along a hole depth direction and the method for drilling the oval hole and the inner-diameter-changing hole by means of the hole drilling machine. Typically, a hole drilling machine configured to shape, at a work piece, an oval hole and/or an inner-diameter-changing hole of which inner diameter changes along a hole depth direction has been known. For example, in a hole punching machine disclosed in Patent Literature 1, an oval hole is shaped in such a manner that a work piece is reciprocatably displaced in a state in which a drill bit configured to cut the work piece is inserted into a hole of the work piece. PATENT LITERATURE 1: JP-A-2013-248709 However, in the hole punching machine described in Patent Literature 1, the work piece is reciprocatably displaced, and for this reason, there is a problem that a heavier work piece results in a more difficulty in implementation of precise reciprocatable displacement and lower oval hole drilling accuracy. Moreover, in such a typical hole punching machine, in a case where an inner-diameter-changing hole of which inner diameter changes in a depth direction is shaped for the oval hole, there is a problem that the control for reciprocatably displacing the work piece is complicated and it is extremely difficult to ensure processing accuracy. The present invention has been made to handle the above-described problems. An object of the present invention is to provide a hole drilling machine and the method for drilling an oval hole and an inner-diameter-changing hole by means of the hole drilling machine, the machine and the method being configured so that the oval hole can be shaped with high accuracy and drilling of a complicated hole such as the inner-diameter-changing hole can be performed with high accuracy. In order to achieve the object, a feature of the present invention is a hole drilling machine which includes: a work table configured to hold a work piece having a lower hole in a through-hole shape; a spindle formed in a shape of a rod penetrating the lower hole of the work piece held on the work table and configured to spin a processing tool, which holds a cutting blade configured to cut the work piece, about an axis while holding one end portion of the processing tool to turnably displace the cutting blade about the axis and rotatably drive an entirety of the processing tool on a circular path about a center axis at a position eccentric with a center axis of spinning; an auxiliary spindle having a tool fitting portion in which the other end side of the processing tool is slidably fitted and configured to rotatably drive the tool fitting portion on a circular path parallel with the circular path for the spindle; a spindle displacement mechanism configured to displace the spindle and the work table relative to each other in a y-axis direction as an axis direction of the spindle to decrease or increase a distance between the spindle and the work table; and a control apparatus configured to control actuation of each of the spindle, the auxiliary spindle, and the spindle displacement mechanism. The control apparatus turnably displaces the processing tool while displacing the processing tool in the y-axis direction in a rotatably-driven state, thereby shaping, at the work piece, at least one of an oval hole or an inner-diameter-changing hole of which inner diameter changes along a hole depth direction. According to the feature of the present invention configured as described above, in the hole drilling machine, the processing tool turns by spinning while being rotatably driven on the circular path in a state in which both ends of the processing tool are supported by the spindle and the auxiliary spindle. With this configuration, the cutting blade approaches or separates from the work piece such that a cut amount changes. Thus, as compared to the case of reciprocatably displacing the work piece, the accuracy of position determination of the cutting blade can be improved, and high-accuracy processing can be performed. Moreover, according to the hole drilling machine of the present invention, the cutting blade approaches or separates from the work piece by turning of the processing tool by spinning, and the cut amount changes accordingly. Thus, a complicated hole such as the inner-diameter-changing hole can be also drilled with high accuracy. In order to achieve the object, a feature of the present invention is a hole drilling machine which includes: a work table configured to hold a work piece having a lower hole in a through-hole shape; a spindle formed in a shape of a rod penetrating the lower hole of the work piece held on the work table and configured to spin a processing tool, which holds a cutting blade configured to cut the work piece, about an axis while holding one end portion of the processing tool to turnably displace the cutting blade about the axis and rotatably drive an entirety of the processing tool on a circular path about a center axis at a position eccentric with a center axis of spinning; an auxiliary spindle having a tool fitting portion in which the other end side of the processing tool is slidably fitted and configured to rotatably drive the tool fitting portion on a circular path parallel with the circular path for the spindle; a spindle displacement mechanism configured to displace the spindle and the work table relative to each other in a Y-axis direction as an axis direction of the spindle to decrease or increase a distance between the spindle and the work table; a table reciprocatably-displacing mechanism configured to reciprocatably displace the work table in an X-axis direction perpendicular to the Y-axis direction; and a control apparatus configured to control actuation of each of the spindle, the auxiliary spindle, the spindle displacement mechanism, and the table reciprocatably-displacing mechanism. The control apparatus turnably displaces the processing tool while displacing the processing tool in the Y-axis direction in a rotatably-driven state to shape, at the work piece, an inner-diameter-changing hole of which inner diameter changes along a hole depth direction, and reciprocatably displaces the work table in the X-axis direction while displacing the processing tool in the Y-axis direction in the rotatably-driven state to shape an oval hole at the work piece. According to the feature of the present invention configured as described above, in the hole drilling machine, the processing tool turns by spinning while being rotatably driven on the circular path in a state in which both ends of the processing tool are supported by the spindle and the auxiliary spindle. With this configuration, the cutting blade approaches or separates from the work piece such that a cut amount changes. Thus, as compared to the case of reciprocatably displacing the work piece, the accuracy of position determination of the cutting blade can be improved, and high-accuracy processing can be performed. In this case, in the hole drilling machine, the cutting blade also approaches or separates from the work piece by reciprocatable displacement of the work table, and the cut amount changes accordingly. That is, the hole drilling machine according to the present invention turns the processing tool to shape the inner-diameter-changing hole and reciprocatably displaces the work table to shape the oval hole, thereby performing two types of shaping processing by two mechanisms. Thus, the hole drilling machine according to the present invention can also perform complicated hole drilling with high accuracy. Further, another feature of the present invention is the hole drilling machine which includes: a work pressing mechanism arranged facing the work table independently of the work table and configured to press the work piece against the work table. In the work pressing mechanism, a pressing body configured to press the work piece against the work table follows, by the table reciprocatably-displacing mechanism, the work piece reciprocatably displaced in the X-axis direction. According to another feature of the present invention configured as described above, in the hole drilling machine, the work pressing mechanism is further provided independently of the work table. In the work pressing mechanism, the pressing body configured to press the work piece against the work table follows, by the table reciprocatably-displacing mechanism, the work piece reciprocatably displaced in the X-axis direction. Thus, the hole drilling machine can stably support the work piece on the work table reciprocatably displaced in the X-axis direction, and can perform high-accuracy shaping processing. Moreover, still another feature of the present invention is the hole drilling machine which further includes: a work position determination mechanism configured to hold a rod-shaped position determination body penetrating the lower hole of the work piece held on the work table such that the position determination body approaches and penetrates or separates from the lower hole; and a selective arrangement mechanism configured to integrally displace the auxiliary spindle and the work position determination mechanism to selectively arrange the auxiliary spindle and the work position determination mechanism such that the auxiliary spindle and the work position determination mechanism face the work piece held on the work table. According to still another feature of the present invention configured as described above, the hole drilling machine further includes the work position determination mechanism and the selective arrangement mechanism. The work position determination mechanism holds the rod-shaped position determination body penetrating the lower hole of the work piece held on the work table such that the position determination body approaches and penetrates or separates from the lower hole. Further, the selective arrangement mechanism integrally displaces the work position determination mechanism and the auxiliary spindle to selectively arrange the work position determination mechanism and the auxiliary spindle such that the work position determination mechanism and the auxiliary spindle face the work piece held on the work table. With this configuration, the hole drilling machine can perform, by position determination of one of the work position determination mechanism or the auxiliary spindle with respect to the work piece on the work table, retreating of the other one of the work position determination mechanism or the auxiliary spindle. Thus, a working efficiency can be improved. Moreover, the present invention can be implemented not only as an invention relating to a hole drilling apparatus but also as an invention relating to the method for drilling an oval hole and an inner-diameter-changing hole by means of a hole drilling machine. Specifically, the method for drilling an oval hole and an inner-diameter-changing hole by means of a hole drilling machine is a method for drilling, at a work piece, an oval hole and an inner-diameter-changing hole of which inner diameter changes along a hole depth direction by means of a hole drilling machine, the hole drilling machine including: a work table configured to hold the work piece having a lower hole in a through-hole shape; a spindle formed in a shape of a rod penetrating the lower hole of the work piece held on the work table and configured to spin a processing tool, which holds a cutting blade configured to cut the work piece, about an axis while holding one end portion of the processing tool to turnably displace the cutting blade about the axis and rotatably drive an entirety of the processing tool on a circular path about a center axis at a position eccentric with a center axis of spinning; an auxiliary spindle having a tool fitting portion in which the other end side of the processing tool is slidably fitted and configured to rotatably drive the tool fitting portion on a circular path parallel with the circular path for the spindle; a spindle displacement mechanism configured to displace the spindle and the work table relative to each other in a Y-axis direction as an axis direction of the spindle to decrease or increase a distance between the spindle and the work table; a table reciprocatably-displacing mechanism configured to reciprocatably displace the work table in an X-axis direction perpendicular to the Y-axis direction; and a control apparatus configured to control actuation of each of the spindle, the auxiliary spindle, the spindle displacement mechanism, and the table reciprocatably-displacing mechanism. The method preferably includes, causing the control apparatus to turnably displace the processing tool while displacing the processing tool in the Y-axis direction in a rotatably-driven state to shape the inner-diameter-changing hole at the work piece and to reciprocatably displace the work table in the X-axis direction while displacing the processing tool in the Y-axis direction in the rotatably-driven state to shape the oval hole at the work piece. According to such a configuration, features and advantageous effects similar to those of the above-described invention relating to the hole drilling apparatus can be expected from the method for drilling the oval hole and the inner-diameter-changing hole by means of the hole drilling machine. Hereinafter, one embodiment of a hole drilling machine and the method for drilling an oval hole and an inner-diameter-changing hole by means of the hole drilling machine according to the present invention will be described with reference to the drawings. The hole drilling machine 100 is a machining apparatus, and performs cutting processing while moving, by computer control (NC control), a processing tool 102 relative to a work piece WK including a piston in a reciprocating engine (not shown) to shape an oval through-hole of which inner diameter changes in an axial direction at the work piece WK. In the present embodiment, the work piece WK is, as illustrated in each of In this case, a lower hole H for shaping the inner-diameter-changing hole is shaped in advance at the work piece WK by separate processing. The inner-diameter-changing hole is the above-described oval hole as the oval through-hole and a through-hole of which inner diameter increases or decreases along a hole depth direction. For shaping a pin hole, to which a connecting rod is to be coupled, at the work piece WK including the piston, the lower hole H is, as a through-hole having a smaller diameter than that of the pin hole, shaped in advance before processing by the hole drilling machine 100. That is, the hole drilling machine 100 is a cutting processing apparatus for eventually shaping the pin hole, to which the connecting rod is to be coupled, at the work piece WK including the piston. The hole drilling machine 100 includes a spindle 101. The spindle 101 is a mechanical apparatus for holding and rotatably driving the processing tool 102. The spindle 101 mainly includes each of a tool holding mechanism 104, a tool turnable-drive motor 105, and a spindle drive motor 106. As illustrated in The tool holding mechanism 104 is a mechanical apparatus, and as illustrated in The tool holding tube 104 The motion converter 104 The tool turnable-drive motor 105 is an electric motor for turning the tool holding tube 104 The inner tube 104 The spindle drive motor 106 is an electric motor for rotatably driving the inner tube 104 The outer tube 104 The spindle feeding mechanism 107 is a mechanical apparatus for causing the entirety of the spindle 101 to approach or separate from a later-described work table 110, i.e., reciprocatably displacing the entirety of the spindle 101 in a Y-axis direction. The spindle feeding mechanism 107 is configured such that a plate-shaped spindle table supported on a base of the hole drilling machine 100 through parts such as a linear guide (not shown) is reciprocatably displaced by a spindle feeding motor 107 The work table 110 is a part for supporting the work piece WK. The work table 110 is formed in such a manner that a metal material is formed into a truncated conical shape. The work table 110 is fixed onto a table reciprocatably-displacing mechanism 111 in the hole drilling machine 100. Moreover, a work pressing mechanism 112 is provided above the work table 110. The table reciprocatably-displacing mechanism 111 is a mechanical apparatus for reciprocatably displacing the work table 110 in an X-axis direction perpendicular to the Y-axis direction. The table reciprocatably-displacing mechanism 111 is configured such that a plate-shaped table support supported on the base of the hole drilling machine 100 through parts such as a linear guide (not shown) is reciprocatably displaced by a table displacement motor 111 The work pressing mechanism 112 is a mechanical apparatus for pressing the work piece WK placed on the work table 110 against a work table 110 side to clamp the work piece WK. The work pressing mechanism 112 is configured such that a pressing body 112 In this case, the pressing body 112 As illustrated in The tool fitting portion 120 The auxiliary spindle 120 is, together with a work position determination mechanism 121, supported on a selective arrangement mechanism 122. The work position determination mechanism 121 is a mechanical apparatus for position-determining the work piece WK on the work table 110. The work position determination mechanism 121 is configured such that a position determination body 121 The position determination body 121 The selective arrangement mechanism 122 is a mechanical apparatus for selectively position-determining one of the auxiliary spindle 120 or the work position determination mechanism 121 with respect to the work piece WK on the work table 110. The selective arrangement mechanism 122 is configured such that a plate-shaped support supported on the base of the hole drilling machine 100 through parts such as a linear guide (not shown) is reciprocatably displaced along the X-axis direction by a selective arrangement mechanism drive motor 122 The control apparatus 130 includes a microcomputer having a CPU, a ROM, a RAM and the like. The control apparatus 130 controls actuation of the entirety of the hole drilling machine 100 in a comprehensive manner, and executes a not-shown processing program (a so-called numerical control (NC) program) prepared by an operator to perform machining for the work piece WK. Specifically, the control apparatus 130 controls actuation of each of the tool turnable-drive motor 105, the spindle drive motor 106, the spindle feeding motor 107 An operation panel 131 is connected to the control apparatus 130. The operation panel 131 includes an input apparatus configured to receive an instruction from the operator to input such an instruction to the control apparatus 130 and having a switch group, and a liquid crystal display apparatus configured to display an actuation status of the control apparatus 130. The operation panel 131 is provided at the exterior cover 132 forming an outer surface of the hole drilling machine 100. At the exterior cover 132, an opening/closing door 133 is provided at a front surface of the hole drilling machine 100 on a front side thereof. The opening/closing door 133 is opened/closed by the operator, and faces the spindle 101 and the work table 110. Further, the hole drilling machine 100 includes, for example, a power supply configured to supply electricity for actuating each of the tool turnable-drive motor 105, the spindle drive motor 106, the spindle feeding motor 107 Next, actuation of the hole drilling machine 100 configured as described above will be described. The hole drilling machine 100 is arranged independently or incorporated into a processing line in a factory for processing the work piece WK, thereby implementing one step of processing the work piece WK. In the present embodiment, only matters regarding the steps of drilling the oval hole and the inner-diameter-changing hole at the work piece WK will be described. Description of other processing steps not directly relating to the present invention will be omitted. First, the operator operates the operation panel 131 to power on the hole drilling machine 100. Accordingly, the hole drilling machine 100 executes a not-shown predetermined control program stored in advance in the ROM of the control apparatus 130 to control actuation of the spindle feeding motor 107 Next, the operator sets the work piece WK on the work table 110 of the hole drilling machine 100. Specifically, the operator places the work piece WK on the work table 110. In this case, the work piece WK is placed on the work table 110 in such a direction that a piston crown faces the work pressing mechanism 112 and the lower hole H is positioned substantially on the axis of the processing tool 102. Thus, in a processing area of the hole drilling machine 100, the positions of the work piece WK in the Y-axis direction, the X-axis direction, and a Z-axis direction as an upper-lower direction perpendicular to each of these axes as viewed in the figure are determined. Subsequently, the operator operates the operation panel 131 to instruct the control apparatus 130 to clamp the work piece WK. In response to such an instruction, the control apparatus 130 executes a not-shown work clamp control program, thereby executing the processing of clamping the work piece WK. Such processing of clamping the work piece WK is performed in such a manner that the control apparatus 130 executes the following sub-steps 1 to 5. Sub-Step 1: the control apparatus 130 controls actuation of the selective arrangement mechanism drive motor 122 Sub-Step 2: the control apparatus 130 subsequently controls actuation of the work pressing motor 112 Sub-Step 3: the control apparatus 130 subsequently controls actuation of the position determination body drive motor 121 Sub-Step 4: the control apparatus 130 subsequently controls actuation of the work pressing motor 112 Sub-Step 5: the control apparatus 130 subsequently controls actuation of the position determination body drive motor 121 Sub-Step 5: the control apparatus 130 subsequently controls actuation of the selective arrangement mechanism drive motor 122 Next, the operator operates the operation panel 131 to instruct the control apparatus 130 to drill the oval hole and the inner-diameter-changing hole at the work piece WK. In response to such an instruction, the control apparatus 130 executes a not-shown cutting processing control program to execute the cutting processing for the work piece WK. First, the control apparatus 130 controls actuation of the spindle feeding motor 107 Next, the control apparatus 130 controls actuation of each of the spindle 101, the spindle feeding mechanism 107, the table reciprocatably-displacing mechanism 111, and the auxiliary spindle 120 to perform the processing cutting the oval hole and the inner-diameter-changing hole at the work piece WK. Specifically, the control apparatus 130 rotatably drives the spindle drive motor 106 and the auxiliary spindle drive motor 120 In this case, as illustrated in each of Accordingly, the inner-diameter-changing hole of which inner diameter decreases in the inward direction from each of two outer openings is shaped at the lower hole H of the work piece WK. In the present embodiment, the control apparatus 130 turnably displaces the processing tool 102 by 180° so that the amount of outward protrusion of the cutting blade 103 in the radial direction can be adjusted from the maximum amount to the minimum amount. Note that in Upon shaping of the inner-diameter-changing hole, the control apparatus 130 reciprocatably displaces the work table 110 in the X-axis direction according to the position of the processing tool 102 about the center axis O2, as illustrated in In this case, the pressing body 112 Next, in a case where each of the oval hole and the inner-diameter-changing hole is shaped at the lower hole H of the work piece WK, the control apparatus 130 pulls the processing tool 102, which penetrates the work piece WK on the work table 110, out of the work piece WK and retreats the processing tool 102. Specifically, the control apparatus 130 controls actuation of the tool turnable-drive motor 105 to spin the processing tool 102 about the center axis O1 and inwardly displace the position of the cutting blade 103 in the radial direction. Accordingly, the cutting blade 103 separates from the work piece WK. Further, the control apparatus 130 stops actuation of the table displacement motor 111 Subsequently, the control apparatus 130 controls actuation of the spindle feeding motor 107 Note that the step of arranging the work piece WK on the work table 110 and the step of removing the work piece WK from the work table 110 can be, other than the operator, also performed using a mechanical apparatus configured to perform arrangement of the work piece WK on the work table 110 and removal of the work piece WK from the work table 110 by computer control. Moreover, in the present embodiment, the step of clamping the work piece WK onto the work table 110 and the step of drilling the oval hole and the inner-diameter-changing hole at the work piece WK are executed as separate steps. These steps can be also executed as a series of steps. As can be understood from description of actuation above, according to the above-described embodiment, the processing tool 102 turns by spinning while being rotatably driven on the circular path C in a state in which both ends of the processing tool 102 are supported by the spindle 101 and the auxiliary spindle 120 in the hole drilling machine 100. With this configuration, the cutting blade 103 approaches or separates from the work piece WK such that a cut amount changes. Thus, as compared to the case of reciprocatably displacing the work piece WK, the accuracy of position determination of the cutting blade can be improved, and high-accuracy processing can be performed. In this case, in the hole drilling machine 100, the cutting blade 103 also approaches or separates from the work piece WK by reciprocatable displacement of the work table 110, and the cut amount changes accordingly. That is, the hole drilling machine 100 according to the present invention turns the processing tool 102 to shape the inner-diameter-changing hole and reciprocatably displaces the work table 110 to shape the oval hole, thereby performing two types of shaping processing by two mechanisms. Thus, the hole drilling machine 100 can also perform complicated hole drilling with high accuracy. Further, implementation of the present invention is not limited to the above-described embodiment, and various changes can be made without departing from the object of the present invention. For example, in the above-described embodiment, the hole drilling machine 100 is configured to reciprocatably displace the work piece WK in the X-axis direction by the table reciprocatably-displacing mechanism 111, thereby shaping the oval hole at the lower hole H of the work piece WK. However, the hole drilling machine 100 can be configured to change the amount of protrusion of the cutting blade 103 in the radial direction by the tool turnable-drive motor 105 in the tool holding mechanism 104 according to a rotation position of the processing tool 102, thereby shaping the oval hole at the lower hole H of the work piece WK. In this case, the control apparatus 130 controls actuation of the tool turnable-drive motor 105 so that not only the inner-diameter-changing hole but also the oval hole or at least one of the inner-diameter-changing hole or the oval hole can be shaped at the lower hole H of the work piece WK. That is, the hole drilling machine 100 can be configured without the table reciprocatably-displacing mechanism 111. In this case, in the hole drilling machine 100, the work table 110 may be provided in a fixed manner on the base of the hole drilling machine 100. Moreover, in the above-described embodiment, in the hole drilling machine 100, the work pressing mechanism 112 configured to clamp the work piece WK on the work table 110 is, in an independent state, provided physically separately from the work table 110. With this configuration, the weight of the work table 110 is reduced and the work piece is stably supported on the work table reciprocatably displaced in the X-axis direction, and therefore, the table reciprocatably-displacing mechanism 111 can perform high-accuracy shaping processing. However, in the hole drilling machine 100, the work pressing mechanism 112 can be also provided in a state in which the work pressing mechanism 112 is supported on the work table 110. According to such a configuration, in the hole drilling machine 100, the entire configuration of the hole drilling machine 100 can be compactly made. Further, in the above-described embodiment, the hole drilling machine 100 is configured such that the work position determination mechanism 121 including the position determination body 121 In addition, in the above-described embodiment, the hole drilling machine 100 includes the selective arrangement mechanism 122. The selective arrangement mechanism 122 supports each of the auxiliary spindle 120 and the work position determination mechanism 121, integrally displaces these components, and selectively arranges these components such that these components face the work piece WK held on the work table 110. With this configuration, the hole drilling machine 100 can perform, by position determination of one of the work position determination mechanism 121 or the auxiliary spindle 120 with respect to the work piece WK on the work table 110, retreating of the other one of the work position determination mechanism 121 or the auxiliary spindle 120. Thus, a working efficiency can be improved. However, the hole drilling machine 100 can be also configured such that the auxiliary spindle 120 and the work position determination mechanism 121 are separately displaced. Moreover, in the above-described embodiment, the hole drilling machine 100 is configured such that the processing of cutting the oval hole and the inner-diameter-changing hole is performed for the piston as the work piece WK. However, the hole drilling machine 100 can be also configured such that the processing of cutting at least one of the oval hole or the inner-diameter-changing hole is performed for other parts than the piston as the work piece WK. Provided is a hole drilling machine and the method for drilling an oval hole and an inner-diameter-changing hole by means of the hole drilling machine, the machine and the method being configured so that the oval hole can be shaped with high accuracy and drilling of a complicated hole such as the inner-diameter-changing hole can be performed with high accuracy. A hole drilling machine 100 includes a spindle 101 and an auxiliary spindle 120 holding both end portions of a processing tool 102 having a cutting blade 103. The spindle 101 includes a spindle drive motor 106 configured to rotatably displace the processing tool 102 on a circular path, and a tool turnable-drive motor 105 configured to spin the processing tool 102. The auxiliary spindle 120 includes an auxiliary spindle drive motor 120 1. A hole drilling machine comprising:
a work table configured to hold a work piece having a lower hole in a through-hole shape; a spindle formed in a shape of a rod penetrating the lower hole of the work piece held on the work table and configured to spin a processing tool, which holds a cutting blade configured to cut the work piece, about an axis while holding one end portion of the processing tool to turnably displace the cutting blade about the axis and rotatably drive an entirety of the processing tool on a circular path about a center axis at a position eccentric with a center axis of spinning; an auxiliary spindle having a tool fitting portion in which the other end side of the processing tool is slidably fitted and configured to rotatably drive the tool fitting portion on a circular path parallel with the circular path for the spindle; a spindle displacement mechanism configured to displace the spindle and the work table relative to each other in a Y-axis direction as an axis direction of the spindle to decrease or increase a distance between the spindle and the work table; and a control apparatus configured to control actuation of each of the spindle, the auxiliary spindle, and the spindle displacement mechanism, wherein the control apparatus
turnably displaces the processing tool while displacing the processing tool in the Y-axis direction in a rotatably-driven state, thereby shaping, at the work piece, at least one of an oval hole or an inner-diameter-changing hole of which inner diameter changes along a hole depth direction. 2. A hole drilling machine comprising:
a work table configured to hold a work piece having a lower hole in a through-hole shape; a spindle formed in a shape of a rod penetrating the lower hole of the work piece held on the work table and configured to spin a processing tool, which holds a cutting blade configured to cut the work piece, about an axis while holding one end portion of the processing tool to turnably displace the cutting blade about the axis and rotatably drive an entirety of the processing tool on a circular path about a center axis at a position eccentric with a center axis of spinning; an auxiliary spindle having a tool fitting portion in which the other end side of the processing tool is slidably fitted and configured to rotatably drive the tool fitting portion on a circular path parallel with the circular path for the spindle; a spindle displacement mechanism configured to displace the spindle and the work table relative to each other in a Y-axis direction as an axis direction of the spindle to decrease or increase a distance between the spindle and the work table; a table reciprocatably-displacing mechanism configured to reciprocatably displace the work table in an X-axis direction perpendicular to the Y-axis direction; and a control apparatus configured to control actuation of each of the spindle, the auxiliary spindle, the spindle displacement mechanism, and the table reciprocatably-displacing mechanism, wherein the control apparatus
turnably displaces the processing tool while displacing the processing tool in the Y-axis direction in a rotatably-driven state to shape, at the work piece, an inner-diameter-changing hole of which inner diameter changes along a hole depth direction, and reciprocatably displaces the work table in the X-axis direction while displacing the processing tool in the Y-axis direction in the rotatably-driven state to shape an oval hole at the work piece. 3. The hole drilling machine according to a work pressing mechanism arranged facing the work table independently of the work table and configured to press the work piece against the work table, wherein in the work pressing mechanism,
a pressing body configured to press the work piece against the work table follows, by the table reciprocatably-displacing mechanism, the work piece reciprocatably displaced in the X-axis direction. 4. The hole drilling machine according to a work position determination mechanism configured to hold a rod-shaped position determination body penetrating the lower hole of the work piece held on the work table such that the position determination body approaches and penetrates or separates from the lower hole; and a selective arrangement mechanism configured to integrally displace the auxiliary spindle and the work position determination mechanism to selectively arrange the auxiliary spindle and the work position determination mechanism such that the auxiliary spindle and the work position determination mechanism face the work piece held on the work table. 5. A method for drilling, at a work piece, an oval hole and an inner-diameter-changing hole of which inner diameter changes along a hole depth direction by means of a hole drilling machine including
a work table configured to hold the work piece having a lower hole in a through-hole shape, a spindle formed in a shape of a rod penetrating the lower hole of the work piece held on the work table and configured to spin a processing tool, which holds a cutting blade configured to cut the work piece, about an axis while holding one end portion of the processing tool to turnably displace the cutting blade about the axis and rotatably drive an entirety of the processing tool on a circular path about a center axis at a position eccentric with a center axis of spinning, an auxiliary spindle having a tool fitting portion in which the other end side of the processing tool is slidably fitted and configured to rotatably drive the tool fitting portion on a circular path parallel with the circular path for the spindle, a spindle displacement mechanism configured to displace the spindle and the work table relative to each other in a Y-axis direction as an axis direction of the spindle to decrease or increase a distance between the spindle and the work table, a table reciprocatably-displacing mechanism configured to reciprocatably displace the work table in an X-axis direction perpendicular to the Y-axis direction, and a control apparatus configured to control actuation of each of the spindle, the auxiliary spindle, the spindle displacement mechanism, and the table reciprocatably-displacing mechanism, the method comprising: causing the control apparatus to turnably displace the processing tool while displacing the processing tool in the Y-axis direction in a rotatably-driven state to shape the inner-diameter-changing hole at the work piece and to reciprocatably displace the work table in the X-axis direction while displacing the processing tool in the Y-axis direction in the rotatably-driven state to shape the oval hole at the work piece.TECHNICAL FIELD
BACKGROUND ART
CITATION LIST
Patent Literature
SUMMARY OF THE INVENTION
BRIEF DESCRIPTION OF THE DRAWINGS
DESCRIPTION OF THE EMBODIMENTS
Configuration of Hole Drilling Machine 100
Actuation of Hole Drilling Machine 100
LIST OF REFERENCE NUMERALS