Ceramic blank shaping process has manipulation device for ceramic blank and abrasive machining tool displaced in controlled path relative to one another
The ceramic blank shaping process has a manipulation device (12), receiving the ceramic blank (1) in a defined position and an abrasive machining tool (13), e.g. a milling or grinding tool, with movement of the manipulation device and the machining tool in a controlled path relative to one another during machining of the ceramic blank. An Independent claim for a ceramic blank shaping device is also included.
Die Erfindung betrifft ein Verfahren und eine Vorrichtung zur Formbear-beitung keramischer Rohlinge. Insbesondere soll damit das formgenaue Bearbeiten isostatisch gepreßter Rohlinge vornehmlich von Flachgeschirr-teilen ermöglicht werden.
Zum Hintergrund der Erfindung ist festzuhalten, daß in der keramischen Industrie üblicherweise die durch Gießen oder isostatisches Pressen in ei-ner Form erzeugten und gegebenenfalls getrockneten oder vorgebrannten Rohlinge ihre Endkontur an den Rändern im wesentlichen durch das soge-nannte "Putzen" erhalten. Bei diesem Bearbeitungsschritt werden mit Hilfe geeigneter nachgiebiger Schleifmedien, wie Schleifbänder, Schleif-schwämme od. dgl. maschinell oder von Hand die an den Rändern in aller Regel vorhandenen Formgrate entfernt. Die Endkontur des Rohlings und damit auch des Endprodukts ist aufgrund dieses relativ undefinierten Bear-beitungsschrittes wenig exakt und hängt insbesondere stark von schwer erfaßbaren, miteinander korrelierten Bearbeitungsparametern zusammen. Als Beispiele hierfür seien die Anpreßkräfte zwischen zu putzendem Kon-turrand und Schleifband, der Verschleißgrad des Schleifbandes oder die Elastizität eines zum Einsatz kommenden Schleifschwammes genannt.
Ein weiterer Nachteil des "Putzens" der Konturränder liegt darin, daß Form-ungenauigkeiten, die bei der Herstellung des Rohlings erzeugt wurden, auch durch das Putzen nicht behoben werden. Ein unrunder Teller bleibt eben auch nach dem Putzen unrund, da sich das in sich quasi elastische Schleifwerkzeug an die Unrundheit anpaßt.
Schließlich ist festzuhalten, daß Flachgeschirrteile mit eckigen Konturen bisher von Hand geputzt werden mußten, da Putzstationen in Fertigungsli-nien für keramische Artikel in aller Regel lediglich für Rundteile geeignet sind.
Der Erfindung liegt nun die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zur Formbearbeitung keramischer Rohlinge anzugeben, mit deren Hilfe vollautomatisch und auch für komplexe Konturformen eine exakte, maßgenaue Endkontur des Rohlings erzielbar ist.
Diese Aufgabe wird in verfahrenstechnischer Hinsicht durch die kenn-zeichnenden Merkmale des Anspruches 1, in vorrichtungstechnischer Hin-sicht durch die entsprechenden Merkmale des Anspruches 6 gelöst. Cha-rakteristisch für die Erfindung ist demnach zum einen die lagedefinierte Positionierung des Rohlings in einer Manipulationseinrichtung. Unter "lagedefiniert" ist dabei zu verstehen, daß für das Bearbeitungssystem die absolute Position des Rohlings festgelegt ist. Dies kann zum einen durch mechanische Mittel in Form von Zentriervorrichtungen zur exakten Posi-tionierung des Rohlings erfolgen. Bevorzugtermaßen wird jedoch ein opti-sches Lageerkennungssystem eingesetzt, das die Position des Rohlings be-züglich der Manipulationseinrichtung detektiert, so daß sie in Form ent-sprechender Koordinaten in der Steuereinrichtung der Bearbeitungsvor-richtung zur Verfügung steht.
Zur eigentlichen Formbearbeitung des Rohlings werden zum anderen der Rohling und ein abrasiv arbeitendes Werkzeug durch eine gesteuerte Rela-tivbewegung aneinander vorbeigeführt. Die Besonderheit dabei ist, daß das
Werkzeug - anders als die bisher zum Putzen verwendeten Werkzeuge - wäh-rend des Bearbeitungsvorganges eine exakt definierte Schnittspur erzeugt, so daß aufgrund der definierten Relativbewegung von Rohling und Werk-zeug zueinander auch die Endkontur des Rohlings maßgenau definiert ist.
Als geeignetes Werkzeug sind ein Fräser, insbesondere ein Kantenfräser oder ein in sich starr gelagerter Schleifstein zu nennen. Unter "in sich starr gelagert" ist in Abgrenzung gegenüber dem Stand der Technik zu verste-hen, daß sich das Schleifmedium aufgrund des Schleifvorgangs nicht ver-formt, sondern daß die Position der Schleiffläche, wie sie durch die Zu-stellung des Schleifwerkzeuges zum Rohling bestimmt ist, auch die End-kontur des Rohlings exakt definiert.
Weitere bevorzugte Ausführungsformen bzw. Merkmale und Vorteile der Erfindung sind den Unteransprüchen bzw. der nachfolgenden Beschreibung entnehmbar, in der Ausführungsbeispiele anhand der beigefügten Zeich-nungen näher erörtert werden.
Es zeigen:
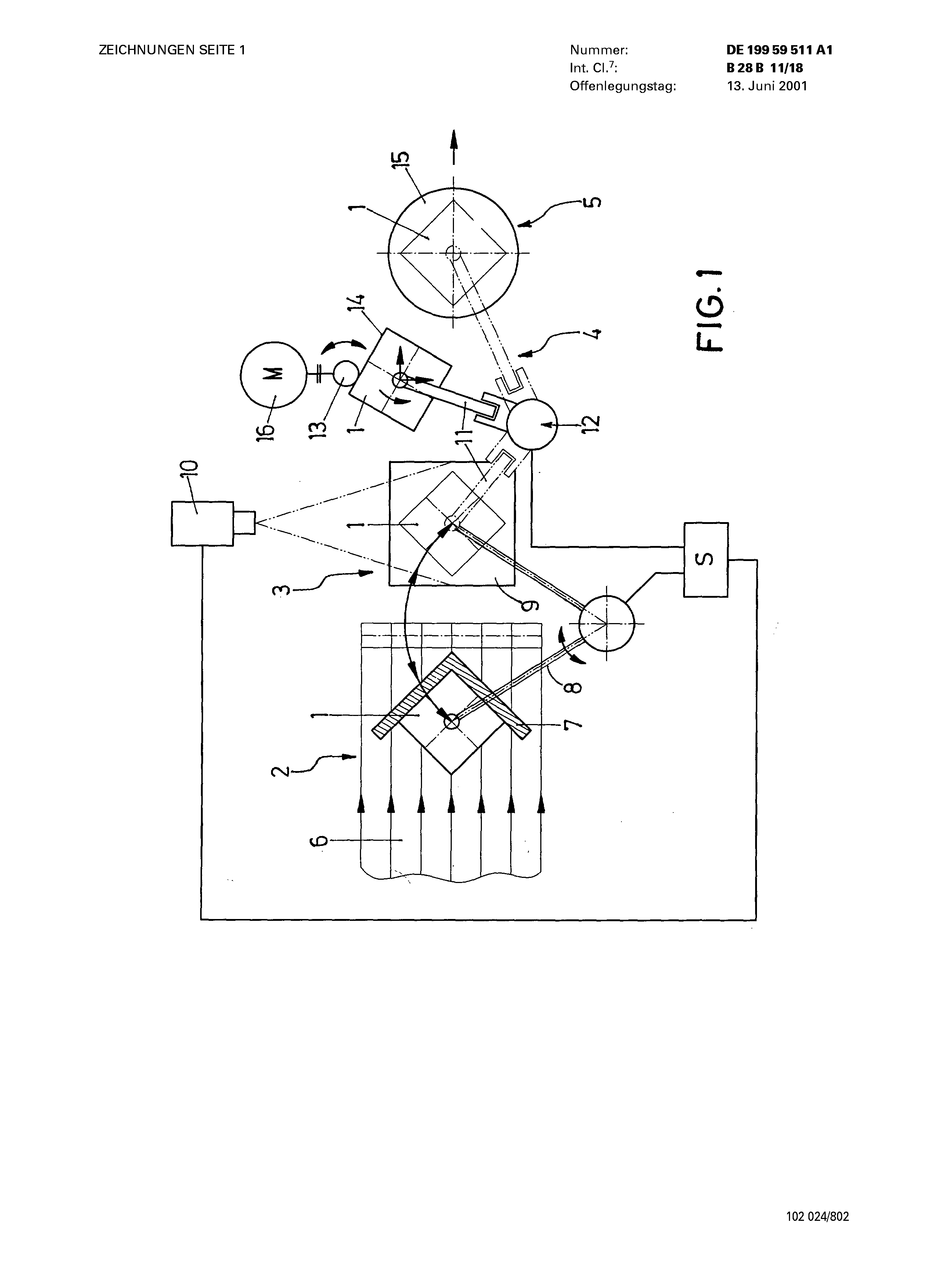
Fig. 1 eine schematische Draufsicht auf eine Formbearbeitungsvorrichtung für keramische Rohlinge in einer ersten Ausführungsform und
Fig. 2 eine Draufsicht analog Fig. 1 einer zweiten Ausführungsform der Vorrichtung.
Wie aus Fig. 1 deutlich wird, ist eine Vorrichtung zur Formbearbeitung keramischer Rohlinge 1 in vier Teilstationen aufgeteilt, die in eine Ferti-gungslinie für keramische Artikel integriert sein können. So ist eine Aufga-bestation 2 , eine Lageabtaststation 3 , die eigentliche Bearbeitungsstation 4 und die Ausgabestation 5 vorgesehen. Die einzelnen Funktionen in diesen
Stationen werden von einer Steuerung S gemanagt, die mit den Stationen und deren Aggregaten steuerungstechnisch gekoppelt ist.
Zu der Aufgabestation 2 führt ein Transportband 6 von einer vorgelagerten Fertigungsstation, z. B. einer isostatischen Presse für die Rohlinge 1 heran. In der Aufgabestation 2 ist eine Zentriereinrichtung 7 vorgesehen, in der der Rohling 1 mechanisch vorzentriert wird.
Von dort wird der Rohling 1 in die Lageabtaststation 3 mittels einer übli-chen Übersetzeinrichtung 8 in Form beispielsweise eines Vakuumgreifers weitertransportiert, wo er auf einem Aufnahmetisch 9 abgesetzt wird. Dem Aufnahmetisch 9 ist ein optisches Lageerkennungssystem 10 in Form einer CCD-Kamera zugeordnet, das die exakte Position des Rohlings 1 mit sei-nen Konturen erfaßt und der Steuerung S in geeigneter Form aufbereitet weitergibt. Anschließend wird der so in seiner Position und Kontur genau erfaßte Rohling 1 vom Greifer 11 eines Mehrachsen-Roboters 12 erfaßt, der als Manipulationseinrichtung den Rohling 1 an einem schnell laufen-den, starr gelagerten, während des Bearbeitungsvorganges ortsfesten Frä-sers 13 entlangführt. Der Fräser 13 ist von einem Motor 16 angetrieben. Die Bewegung des Mehrachsen-Roboters 12 ist dabei von der Steuerung S so koordinatengesteuert, daß der Rohling 1 in Abhängigkeit von den Soll-daten für seine Endform und den Positionsdaten vom Lageerkennungssy-stem 10 eine exakte Form seiner Außenkontur 14 erhält.
Anschließend wird der so endbearbeitete Rohling 1 vom Mehrachsen-Roboter 12 auf den Ablagetisch 15 der Ausgabestation 5 abgesetzt, von wo er in geeigneter Weise abtransportierbar ist. Der Fräser 13 ist im übrigen durch einen Motor 16 angetrieben.
Bei der in Fig. 2 dargestellten Ausführungsform ist in Übereinstimmung mit der gemäß Fig. 1 wieder ein Transportband 6 ' vorgesehen, das den Rohling 1 in eine Aufgabestation 2 ' mit Zentriereinrichtung 7 ' zur mecha-nischen Grobzentrierung des Rohlings verbringt. Von dort wird mit Hilfe einer Übersetzeinrichtung 8 ' der Rohling auf einen Koordinatentisch 17 übergesetzt, wo er durch geeignete, nicht näher dargestellte Fixierelemente in einer festen Position fixiert wird. Dieser Koordinatentisch 17 dient nun gleichermaßen als Aufnahme für den Rohling 1 zur Abtastung mit Hilfe des wiederum vorgesehenen optischen Lageerkennungssystems 10 ' und als Manipulationseinrichtung zum definiert gesteuerten Vorbeiführen des Rohlings 1 an dem wiederum als Bearbeitungswerkzeug vorgesehenen Frä-ser 13 '.
Es wird also der Rohling 1 in seiner fixierten Position auf dem Koordina-tentisch 17 durch das Lageerkennungssystem 10 ' abgetastet, der entspre-chende Daten an die Steuerung S' weitergibt. Da der Rohling 1 in seiner Position auf dem Koordinatentisch 17 fixiert und aufgrund des Lageerken-nungssystems 10 ' koordinatenmäßig exakt erfaßt ist, kann die Steuerung S' wiederum in Abhängigkeit der Lagedaten und Solldaten für die Außen-kontur 14 des Rohlings 1 den Koordinatentisch 17 durch entsprechende Ansteuerung so bewegen, daß der Rohling 1 mit seiner Außenkontur 14 in exakt definierter Weise an dem Fräser 13 ' vorbeigeführt und so formgenau bearbeitet wird.
Danach kann mit Hilfe der Übersetzeinrichtung 8 der Rohling 1 wieder vom Koordinatentisch 17 abgenommen und auf ein wegführendes Trans-portband 18 umgesetzt werden.
1. Verfahren zur Formbearbeitung keramischer Rohlinge mit folgenden kennzeichnenden Verfahrensschritten:
- lagedefiniertes Positionieren des Rohlings (1 ) in einer Manipulati-onseinrichtung (12 , 17 ) und
- definiert gesteuertes Vorbeiführen der zu bearbeitenden Partie (14 ) des Rohlings (1 ) und eines abrasiv arbeitenden, während des Bear-beitungsvorgangs eine exakt definierte Schnittspur erzeugenden Werkzeugs (13 , 13 ') durch Erzeugung einer definierten Relativbe-wegung von Manipulationseinrichtung (12 , 17 ) und Werkzeug (13 , 13 ') zueinander.
2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß der Bear-beitungsvorgang durch Fräsen erzeugt wird.
3. Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß der Bear-beitungsvorgang durch Schleifen mittels eines in sich starr gelagerten Schleifsteines erzeugt wird.
4. Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die definierte Position des Rohlings (1 ) bezüglich der Manipulati-onseinrichtung (12 , 17 ) durch ein optisches Lageerkennungssystem (10 , 10 ') detektiert wird.
5. Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß der Rohling (1 ) durch ein koordinatengesteuertes Vorbeiführen
mittels der Manipulationseinrichtung (12 , 17 ) am ortsfesten Werkzeug (13 , 13 ') auf eine definierte, maßgenaue Konturform bearbeitet wird.
6. Vorrichtung zur Formbearbeitung keramischer Rohlinge mit folgenden kennzeichnenden Merkmalen:
- eine Manipulationseinrichtung (12 , 17 ) zur lagedefinierten Aufnah-me des Rohlings (1 ),
- ein abrasiv arbeitendes, während des Bearbeitungsvorgangs eine ex-akt definierte Schnittspur erzeugendes Werkzeug (13 , 13 ') und
- eine Steuereinrichtung (S) zur Erzeugung einer definierten Relativ-bewegung von Manipulationseinrichtung (12 , 17 ) und Werkzeug (13 , 13 ') zueinander derart, daß der Rohling (1 ) eine exakt definierte Kontur erhält.
7. Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, daß die Ma-nipulationseinrichtung ein Koordinatentisch (17 ) ist.
8. Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, daß die Ma-nipulationseinrichtung ein Mehrachsen-Roboter (12 ) ist.
9. Vorrichtung nach einem der Ansprüche 6 bis 8, gekennzeichnet durch ein optisches Lageerkennungssystem (10 , 10 ') zur Erfassung der Positi-on des Rohlings (1 ) bezüglich der Manipulationseinrichtung (12 , 17 ).
10. Vorrichtung nach einem der Ansprüche 6 bis 9, dadurch gekenn-zeichnet, daß das Werkzeug ein vorzugsweise schnellaufender Fräser (13 , 13 ') ist.
11. Vorrichtung nach einem der Ansprüche 6 bis 9, dadurch gekenn-zeichnet, daß das Werkzeug ein in sich starr gelagerter Schleifstein ist.