blow molding
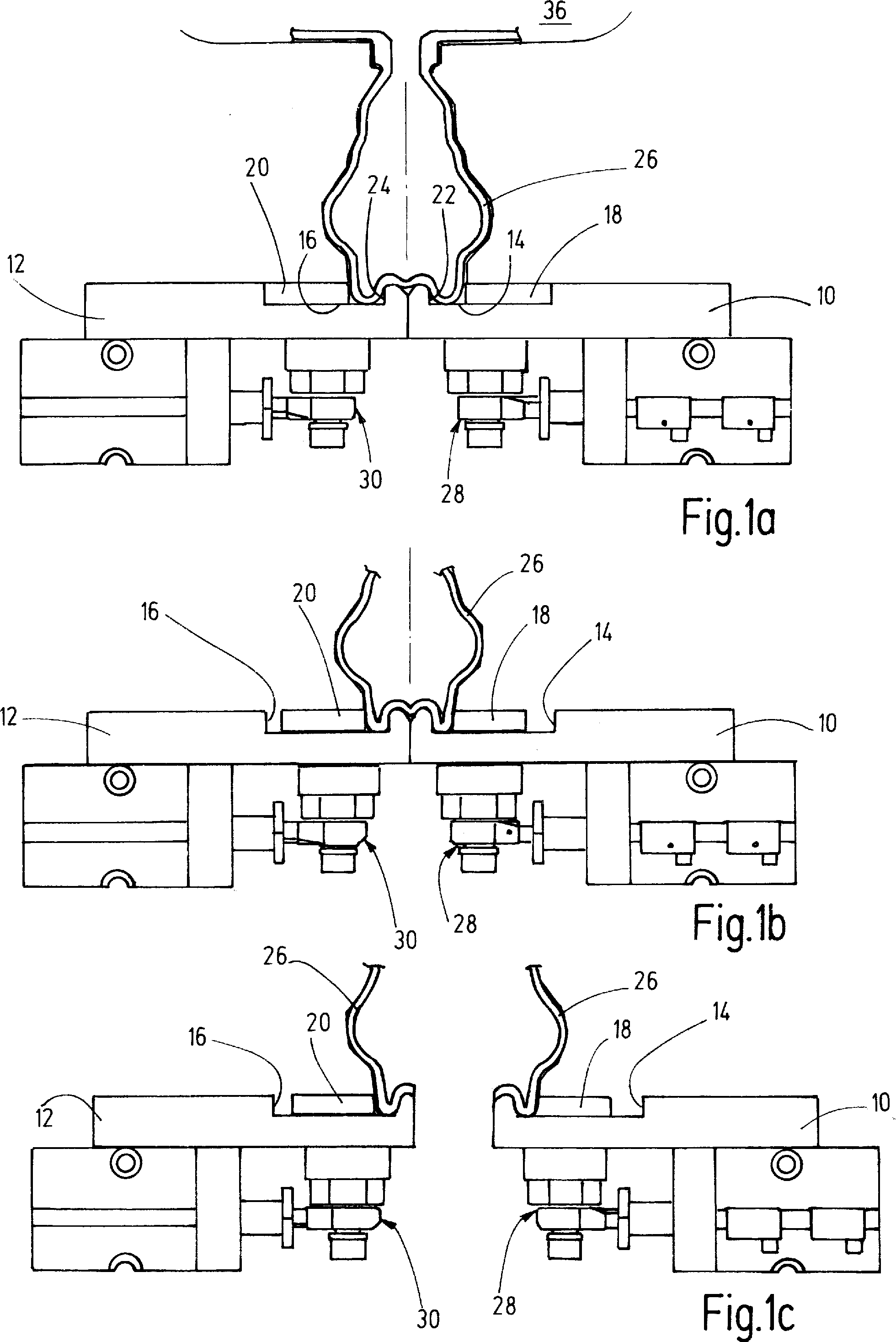
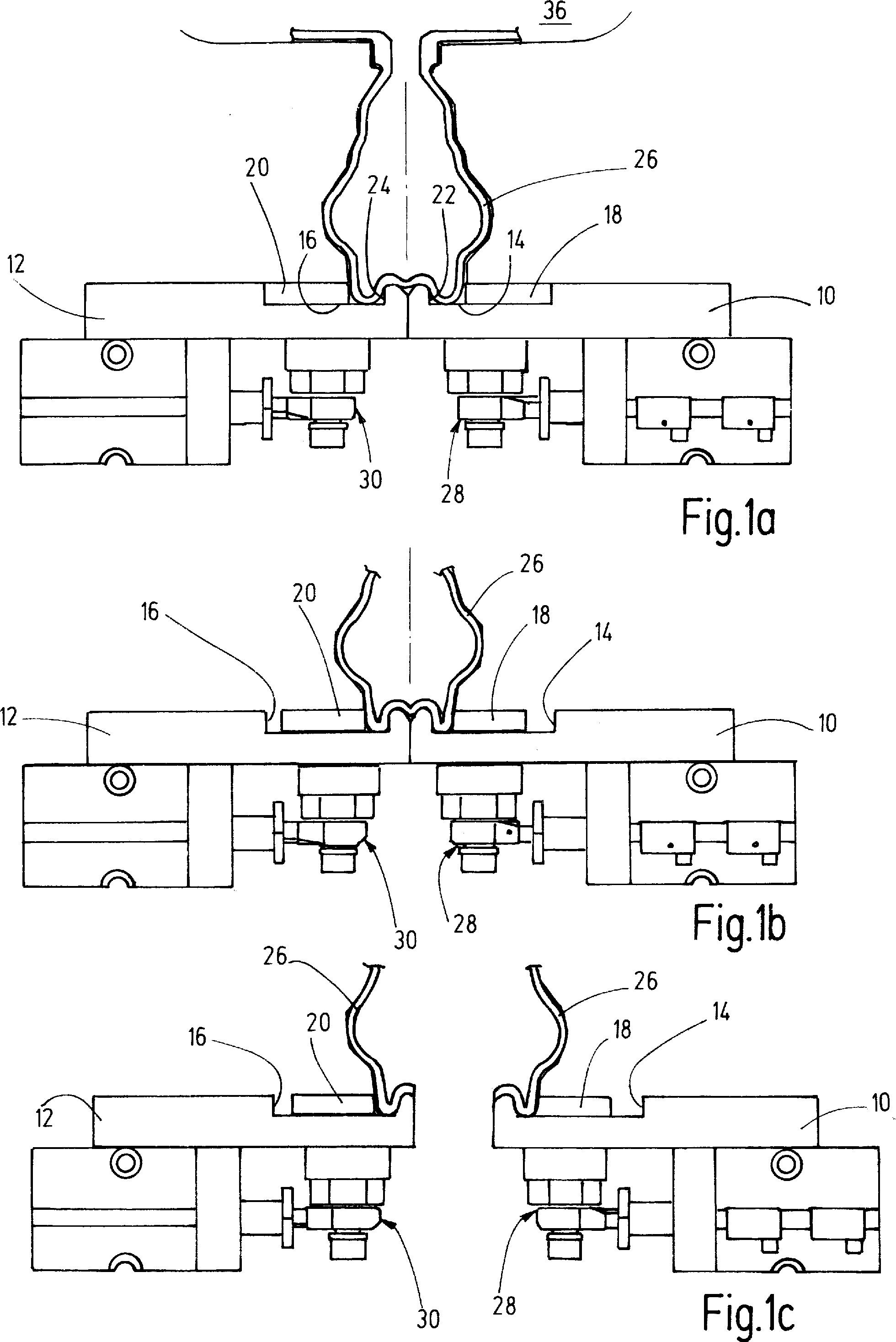
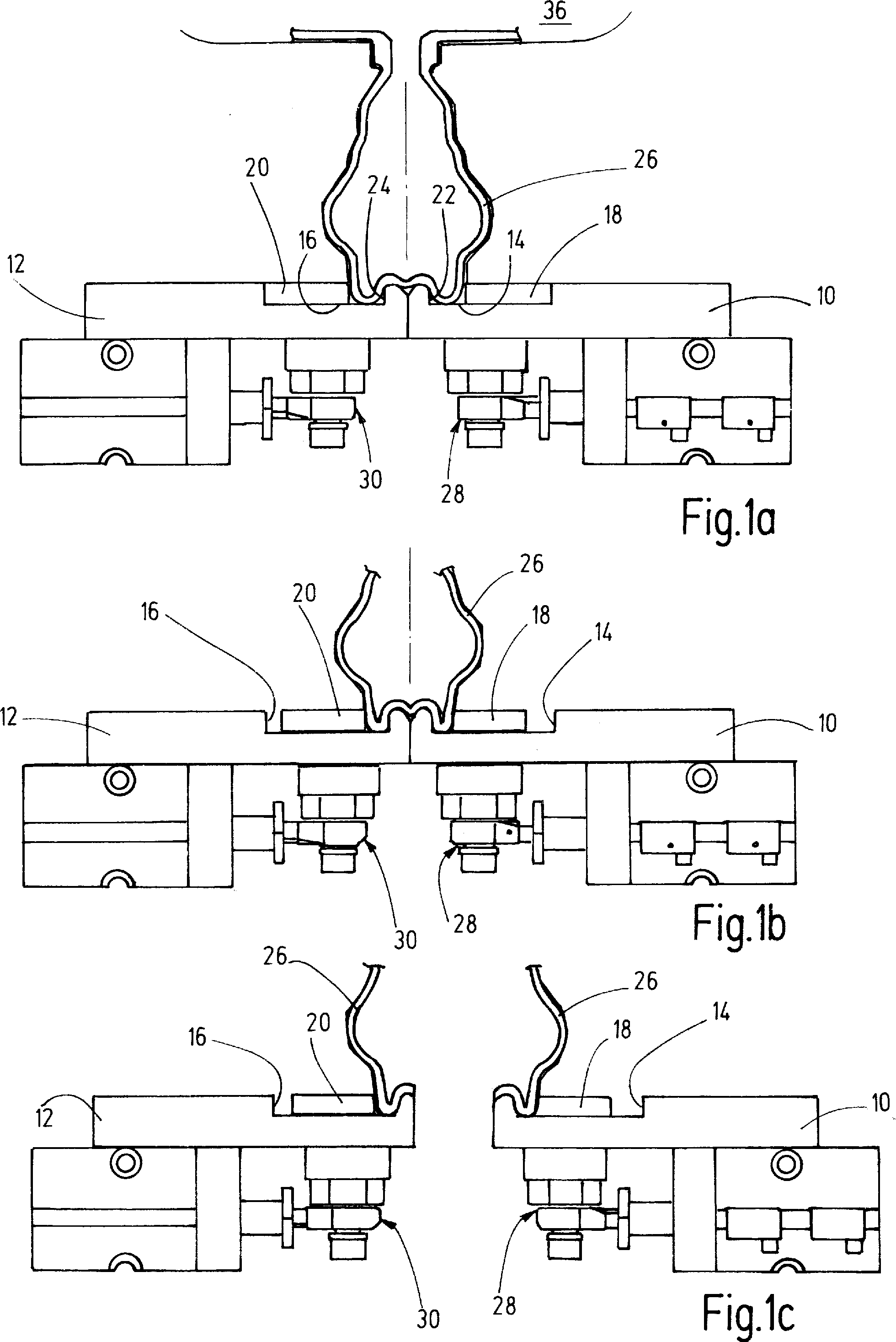
Die Erfindung betrifft ein Blasformverfahren zur Herstellung eines Hohlkörpers, insbesondere eines Kraftstoffbehälters, bei dem ein schlauchartiger Vorformling zwischen zwei Teilen einer Blasform angeordnet wird, die Blasform nicht vollständig geschlossen wird, wobei der Vorformling im Bereich seiner Enden gasdicht verschlossen wird, und der Innenbereich des Vorformlings mit einem gasförmigen Druckmedium beaufschlagt wird, wodurch der Vorformling gegen Innenwandungen der Blasformteile gedrückt und der Hohlkörper vorgeformt wird. Die Erfindung betrifft weiterhin eine Vorrichtung zur Durchführung dieses Verfahrens. Blasformen ist ein bekanntes Verfahren zur Herstellung von Kunststoffprodukten, insbesondere von Behältern oder Hohlkörpern wie beispielsweise Kraftstoffbehälter. Bei dem Verfahren wird üblicherweise ein Vorformling, der aus mehreren Lagen unterschiedlicher Materialien bestehen kann, extrudiert und bei noch hoher Temperatur in eine offene Blasform transportiert, wo er mittels Spreizstiften zwischen den Blasformhälften gedehnt wird. Die Blasformhälften werden den gedehnten Vorformling zwischen sich einschließend geschlossen und über eine Düse wird das Innere des Vorformlings mit einem Druckmedium beaufschlagt, wodurch das Material des Vorformlings gegen die Innenwandungen der Blasformhälften gedrückt wird und deren Form annimmt. Gerade bei Kraftstoffbehältern besteht jedoch oft das Bedürfnis, im Zuge des Blasformens nicht nur den Behälter an sich auszuformen, sondern Komponenten des Kraftstoffsystems, wie beispielsweise eine Kraftstoffpumpe, einen Kraftstofffilter, Körper zum Verhindern oder Mindern von Schwallbewegungen des Kraftstoffs im Fahrzeugbetrieb, Leitungen für den Kraftstoff, die Ent- und Belüftung des Behälters und die elektrische Stromversorgung einer Kraftstoffpumpe, im Inneren des Behälters anzuordnen. Dies ist mit einigen praktischen Schwierigkeiten verbunden. Hierzu ist es bekannt ( Ausgehend hiervon besteht die Aufgabe der vorliegenden Erfindung darin, das oben beschriebene Verfahren weiter zu optimieren, insbesondere eine separate Schneidvorrichtung entbehrlich zu machen, und eine hierzu geeignete Vorrichtung bereit zu stellen. Zur Lösung dieser Aufgabe wird die in den Patentansprüchen 1 und 12 angegebenen Merkmalskombinationen vorgeschlagen. Vorteilhafte Ausgestaltungen und Weiterbildungen der Erfindung ergeben sich aus den abhängigen Ansprüchen. Die Erfindung macht sich vor allem den Umstand zu Nutzen, dass das Material des Behälters während des Blasformens noch weich und dehnbar ist. Das erfindungsgemäße Verfahren sieht vor, dass beim Vorformen des Behälters Partien des Vorformlings mittels an den Blasformteilen angeordneten Klemmvorrichtungen erfasst werden und dass beim Öffnen der Blasform der Vorformling jeweils zwischen den Klemmvorrichtungen in zwei Halbteile aufgerissen wird. Die Klemmvorrichtungen sind in die Blasformhälften integriert und sind konstruktiv einfacher gestaltet als eine Schneidvorrichtung. Das Aufreißen des vorgeformten Behälters erfolgt darüber hinaus schneller als der Einsatz der bekannten Schneidvorrichtung, so dass die Prozesszeit verkürzt und somit die Produktivität des Verfahrens gesteigert wird. Weiterhin kann das Aufreißen entlang einer komplex geformten Kontur erfolgen. In bevorzugter Ausgestaltung des Verfahrens wird nach dem Aufreißen des vorgeformten Behälters weiterhin mindestens ein Objekt zwischen den aufgerissenen Halbteilen des Vorformlings angeordnet, beispielsweise ein Trägerelement für mindestens eine daran angeordnete Kraftstoffsystemkomponente, beispielsweise eine Kraftstoffpumpe, und/oder Ventile, Schwallwände, Leitungen und dergleichen weitere Objekte, die typischerweise im Inneren eines Kraftstoffbehälters Verwendung finden. Die an den Blasformhälften angeordneten Klemmvorrichtungen können jeweils eine Nut aufweisen, in die Material des Vorformlings beim Beaufschlagen des Vorformlings mit dem gasförmigen Druckmedium wulstartig hineingedrückt wird. Weiterhin können die Klemmvorrichtungen jeweils ein in Öffnungs- und Schließrichtung der Blasformteile verschiebbares Klemmorgan und eine diesem stirnseitig gegenüberliegend angeordnete Anschlagkante aufweisen, wobei die Nut zwischen dem Klemmorgan und der Anschlagkante gebildet ist und das Klemmorgan zum Einklemmen des Materials des Vorformlings in Richtung der Anschlagkante verschoben wird. Alternativ kann die Anschlagkante zur Form hin verschoben werden, um das Material des Vorformlings einzuklemmen. In weiterer Ausgestaltung der Erfindung werden die Hälften der Blasform in horizontaler oder vertikaler Richtung gegeneinander verschoben und oberhalb der Blasform ist eine Extrusionsvorrichtung angeordnet, die den Vorformling aus Kunststoffmaterial extrudiert und in die Blasform einführt. Insbesondere wenn die Extrusionsvorrichtung nicht oberhalb der Blasform angeordnet ist und der Vorformling durch die Schwerkraft in die Blasform eingeführt wird, kann der Vorformling der Blasform mittels einer Greifervorrichtung zugeführt werden, die den Vorformling beispielsweise mit pneumatischen Saugnäpfen ergreift und, gegebenenfalls nach Durchlaufen einer Transportstrecke, in die Blasform einführt. Nach dem Aufreißen des vorgeformten Behälters der so geschaffenen Behälterhälften kann der Zwischenraum zwischen den Behälterhälften und den Kavitäten oder Hälften der Blasform evakuiert werden, um eine der Endform des Hohlkörpers entsprechende Ausformung der Behälterhälften vorzunehmen. Dieses Ausformen kann jedoch auch durch eine weitere Beaufschlagung des Behälterinneren bei geschlossener Blasform erfolgen. Zweckmäßig wird das Objekt zumindest lokalisiert beim Einführen oder Einlegen in den Vorformling mit der Innenwandung zumindest eines der Halbteile des Vorformlings in eine form- und/oder kraftschlüssige Verbindung gebracht. Das Objekt kann zu diesem Zweck zumindest teilweise aus einem mit den Halbteilen des Vorformlings verschweißbaren Kunststoff bestehen. Im Übrigen kann das Objekt aus einem beliebigen, für den Einsatzzweck geeigneten (z. B. kraftstoffbeständigen) Material bestehen. Schließlich werden die Halbteile des Vorformlings in einem weiteren Verfahrensschritt nach dem endgültigen Ausformen gegen die Innenwandungen der Blasform durch Zusammenführen der Blasformteile an einander gegenüberliegenden, noch schmelzwarmen oder nacherhitzten Randbereichen materialschlüssig miteinander verbunden, um den fertigen Behälter zu schaffen, der daraufhin aus der Blasform entfernt und seiner weiteren Bestimmung zugeführt wird. Bei der erfindungsgemäßen Vorrichtung zur Herstellung eines Hohlkörpers, insbesondere eines Kraftstoffbehälters, mittels eines Blasformverfahrens, mit einer aus mindestens zwei Teilen bestehenden Blasform, wobei die mindestens zwei Teile der Blasform einander komplementär gegenüberliegende Randbereiche aufweisen, sind an den Randbereichen zweckmäßig zum Innenbereich der Blasform ausgerichtete Klemmvorrichtungen vorgesehen, die jeweils eine durch ein Klemmelement in ihrer Breite veränderliche Nut aufweisen. In bevorzugter Ausgestaltung der Erfindung ist die Nut in einer Offenstellung zur Aufnahme von Material eines schmelzwarmen Vorformlings bestimmt, und das Klemmelement ist unter kraft- und/oder formschlüssiger Einklemmung des Materials des Vorformlings in einer Klemmstellung in Richtung eines Anschlags der Klemmvorrichtung verschiebbar. Das Einklemmen kann alternativ durch Verschieben des Anschlags in Richtung der Blasform erfolgen. Die Teile der Blasform sind in der Klemmstellung der Klemmvorrichtung unter Aufreißen des Vorformlings in zwei Halbteile auseinander fahrbar. Schließlich betrifft die Erfindung eine Vorrichtung zur Herstellung eines Hohlkörpers, insbesondere eines Kraftstoffbehälters, mittels eines Blasformverfahrens, mit mindestens zwei gegeneinander zwischen einer Öffnungsstellung und einer Schließstellung verschiebbaren Teilen, wobei ein schmelzwarmer, aus Kunststoffmaterial extrudierter Vorformling mittels der Vorrichtung in zwei Halbteile auftrennbar ist. Erfindungsgemäß sind Randbereiche der Halbteile an einer Mehrzahl von Orten im Außenbereich des herzustellenden Hohlkörpers an die Blasformteile überragende Vorsprünge anformbar, um einen Formverzug der Halbteile in der Öffnungsstellung der Blasformteile zu verhindern. Die Vorsprünge sind bevorzugt durch in die Blasformteile eingesetzte Stifte gebildet. Im Folgenden wird die Erfindung anhand der in der Zeichnung in schematischer Weise dargestellten Ausführungsbeispiele näher erläutert. Es zeigen Das Prinzip und weitgehende Einzelheiten des der Erfindung zugrunde liegenden Blasformverfahrens, insbesondere hinsichtlich der Anordnung von einer oder mehrerer Komponenten in dem Behälter bei der Durchführung des Blasformverfahrens, sind in der Die in Die in Zusammenfassend ist folgendes festzuhalten: Die Erfindung betrifft ein Blasformverfahren zur Herstellung eines Hohlkörpers, insbesondere eines Kraftstoffbehälters, bei dem ein schlauchartiger Vorformling zwischen zwei Teilen einer Blasform angeordnet wird, die Blasform nicht vollständig geschlossen wird, wobei der Vorformling im Bereich seiner Enden gasdicht verschlossen wird, und der Innenbereich des Vorformlings mit einem gasförmigen Druckmedium beaufschlagt wird, wodurch der Vorformling gegen Innenwandungen der Blasformteile gedrückt und der Hohlkörper vorgeformt wird. Um eine einfache Art der Auftrennung des Vorformlings in zwei Hälften zu ermöglichen, wird gemäß der Erfindung vorgeschlagen, dass beim Vorformen des Behälters Partien des Vorformlings mittels an den Blasformteilen angeordneten Klemmvorrichtungen erfasst werden und dass beim Öffnen der Blasform der Vorformling jeweils zwischen den Klemmvorrichtungen in zwei Halbteile aufgerissen wird. Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen. Die Erfindung betrifft ein Blasformverfahren zur Herstellung eines Hohlkörpers, insbesondere eines Kraftstoffbehälters, bei dem ein schlauchartiger Vorformling zwischen zwei Teilen einer Blasform angeordnet wird, die Blasform nicht vollständig geschlossen wird, wobei der Vorformling im Bereich seiner Enden gasdicht verschlossen wird, und der Innenbereich des Vorformlings mit einem gasförmigen Druckmedium beaufschlagt wird, wodurch der Vorformling gegen Innenwandungen der Blasformteile gedrückt und der Hohlkörper vorgeformt wird. Um eine einfache Art der Auftrennung des Vorformlings in zwei Hälften zu ermöglichen, wird gemäß der Erfindung vorgeschlagen, dass beim Vorformen des Behälters Partien des Vorformlings mittels an den Blasformteilen angeordneten Klemmvorrichtungen erfasst werden und dass beim Öffnen der Blasform der Vorformling jeweils zwischen den Klemmvorrichtungen in zwei Halbteile aufgerissen wird. Blasformverfahren zur Herstellung eines Hohlkörpers, insbesondere eines Kraftstoffbehälters, umfassend die folgenden Schritte: Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass weiterhin mindestens ein Objekt zwischen den aufgerissenen Halbteilen des Vorformlings angeordnet wird. Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass das Objekt als Trägerelement für mindestens eine daran angeordnete Kraftstoffsystemkomponente, beispielsweise eine Kraftstoffpumpe, ausgebildet ist. Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Klemmvorrichtungen jeweils eine Nut aufweisen, in die Material des Vorformlings beim Beaufschlagen des Vorformlings mit dem gasförmigen Druckmedium wulstartig hineingedrückt wird. Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass die Klemmvorrichtungen jeweils ein in Öffnungs- und Schließrichtung der Blasformteile verschiebbares Klemmorgan und eine diesem stirnseitig gegenüberliegend angeordnete Anschlagkante aufweisen, wobei die Nut zwischen dem Klemmorgan und der Anschlagkante gebildet ist und das Klemmorgan zum Einklemmen des Materials des Vorformlings in Richtung der Anschlagkante oder die Anschlagkante in Richtung der Blasform verschoben wird. Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Hälften der Blasform in horizontaler oder vertikaler Richtung gegeneinander verschoben werden und dass in vertikaler Richtung oberhalb der Blasform eine Extrusionsvorrichtung angeordnet ist, die den Vorformling aus Kunststoffmaterial extrudiert und in die Blasform einführt. Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Vorformling der Blasform mittels einer Greifervorrichtung zugeführt wird. Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die aufgerissenen Hälften des Vorformlings gegen die Teile der Blasform positioniert werden und der Zwischenraum zwischen den Hälften und den Teilen der Blasform evakuiert oder das Behälterinnere bei geschlossener Blasform mit Druckmedium beaufschlagt wird, um eine der Endform des Hohlkörpers entsprechende Ausformung der Hälften des Vorformlings vorzunehmen. Verfahren nach einem der Ansprüche 2 bis 8, dadurch gekennzeichnet, dass das Objekt zumindest lokalisiert vor dem Schließen der Blasformteile mit der Innenwandung zumindest eines der Halbteile des Vorformlings in eine form- und/oder kraftschlüssige Verbindung gebracht wird. Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass das Objekt zumindest teilweise aus einem mit den Halbteilen des Vorformlings verschweißbaren Kunststoff besteht. Verfahren nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass die Halbteile des Vorformlings in einem weiteren Verfahrensschritt nach dem Ausformen gegen die Teile der Blasform durch Zusammenführen der Blasformteile an einander gegenüberliegenden, noch schmelzwarmen oder nacherhitzten Randbereichen materialschlüssig miteinander verbunden werden. Vorrichtung zur Herstellung eines Hohlkörpers, insbesondere eines Kraftstoffbehälters, mittels eines Blasformverfahrens, mit einer aus mindestens zwei Teilen bestehenden Blasform, wobei die mindestens zwei Teile der Blasform einander komplementär gegenüberliegende Randbereiche aufweisen, dadurch gekennzeichnet, dass an den Randbereichen zum Innenbereich der Blasform ausgerichtete Klemmvorrichtungen vorgesehen sind, die jeweils eine durch ein Klemmelement in ihrer Breite veränderliche Nut aufweisen. Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass die Nut in einer Offenstellung zur Aufnahme von Material eines schmelzwarmen Vorformlings bestimmt ist, und dass das Klemmelement unter kraft- und/oder formschlüssiger Einklemmung des Materials des Vorformlings in einer Klemmstellung in Richtung eines Anschlags der Klemmvorrichtung verschiebbar ist. Vorrichtung nach Anspruch 13, dadurch gekennzeichnet, dass die Teile der Blasform in der Klemmstellung der Klemmvorrichtung unter Aufreißen des Vorformlings in zwei Halbteile auseinanderfahrbar sind. Vorrichtung zur Herstellung eines Hohlkörpers, insbesondere eines Kraftstoffbehälters, mittels eines Blasformverfahrens, mit mindestens zwei gegeneinander zwischen einer Öffnungsstellung und einer Schließstellung verschiebbaren Teilen, dadurch gekennzeichnet, dass ein schmelzwarmer, aus Kunststoffmaterial extrudierter Vorformling mittels der Vorrichtung in zwei Halbteile auftrennbar ist, wobei Randbereiche der Halbteile an einer Mehrzahl von Orten im Außenbereich des herzustellenden Hohlkörpers die Blasformteile überragende Vorsprünge angeordnet sind, um einen Formverzug der Halbteile in der Öffnungsstellung der Blasformteile zu verhindern. Vorrichtung nach Anspruch 15, dadurch gekennzeichnet, dass die Vorsprünge durch Stifte gebildet sind, die in Gewindebohrungen in den Blasformteilen eingeschraubt sind.ZITATE ENTHALTEN IN DER BESCHREIBUNG
Zitierte Patentliteratur
– Anordnen eines schlauchartigen Vorformlings zwischen zwei Teilen einer Blasform,
– nicht vollständiges Schließen der Blasform, wobei der Vorformling im Bereich seiner Enden gasdicht verschlossen wird,
– Beaufschlagen des Innenbereiches des Vorformlings mit einem gasförmigen Druckmedium, wodurch der Vorformling gegen Innenwandungen der Blasformteile gedrückt und der Hohlkörper vorgeformt wird,
– Erfassen von Partien des Vorformlings mittels an den Blasformteilen angeordneten Klemmvorrichtungen,
– Öffnen der Blasform, wobei der Vorformling jeweils zwischen den Klemmvorrichtungen in zwei Halbteile aufgerissen wird.