METHOD OF MANUFACTURING ENDMILL TOOL
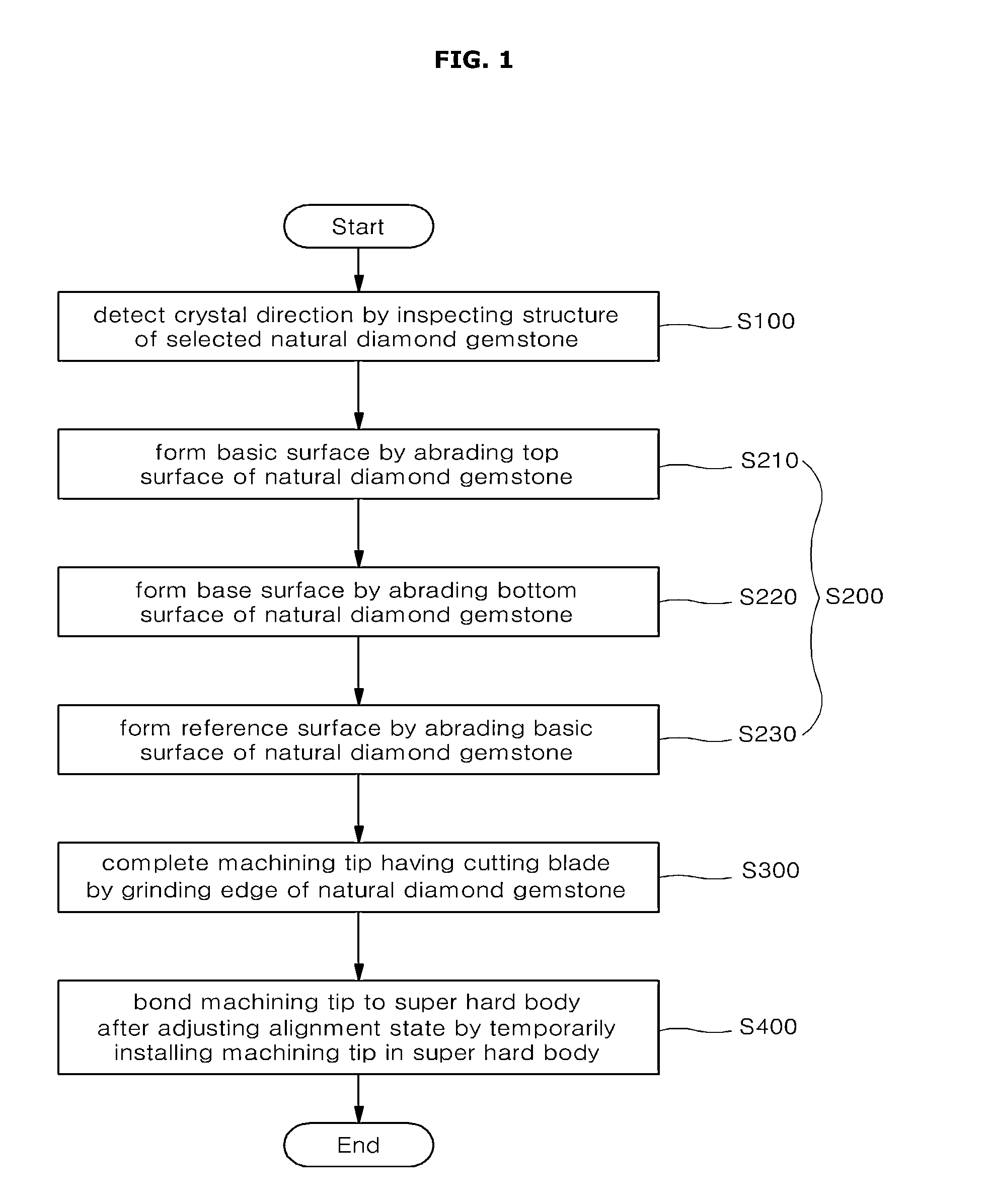
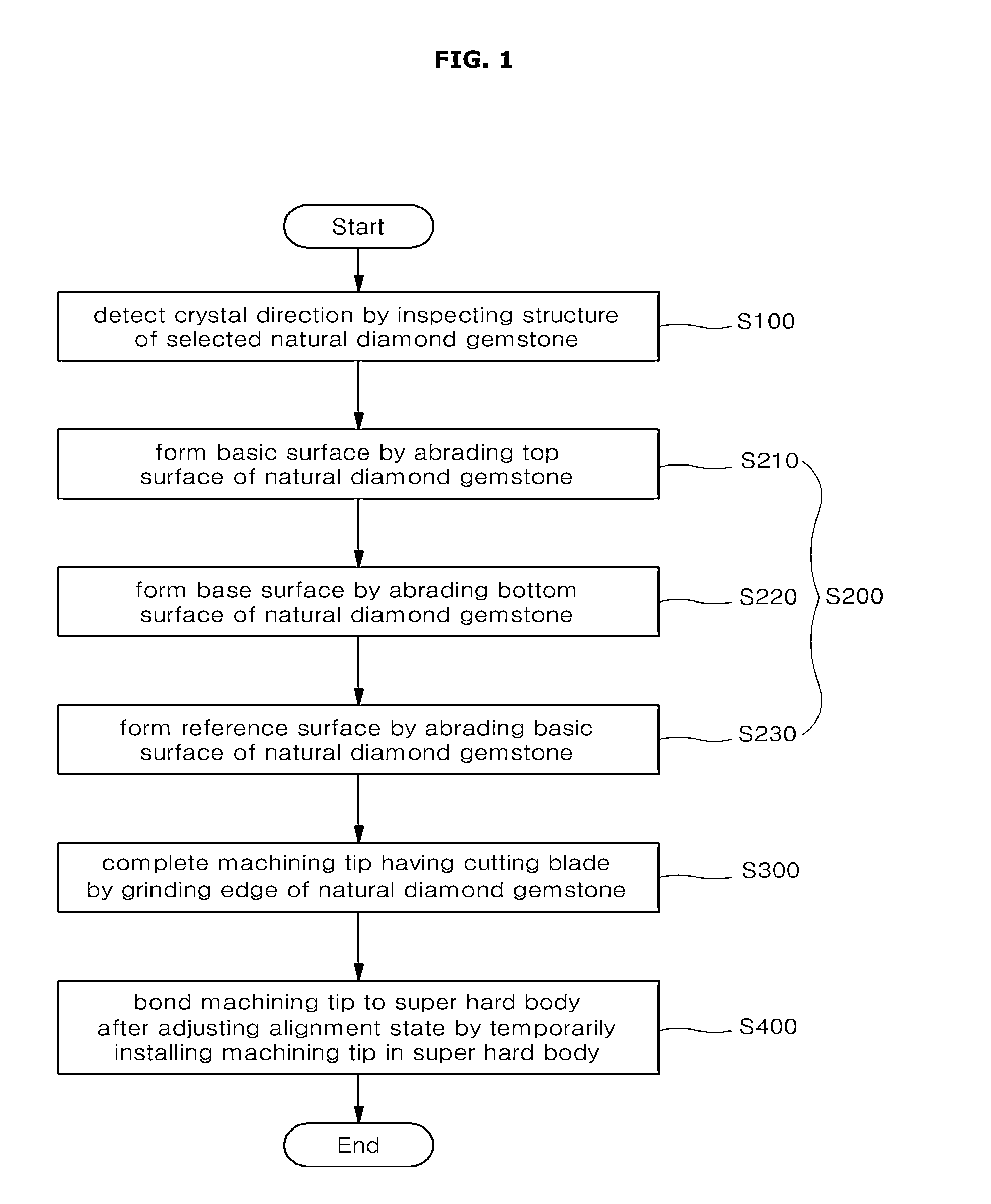
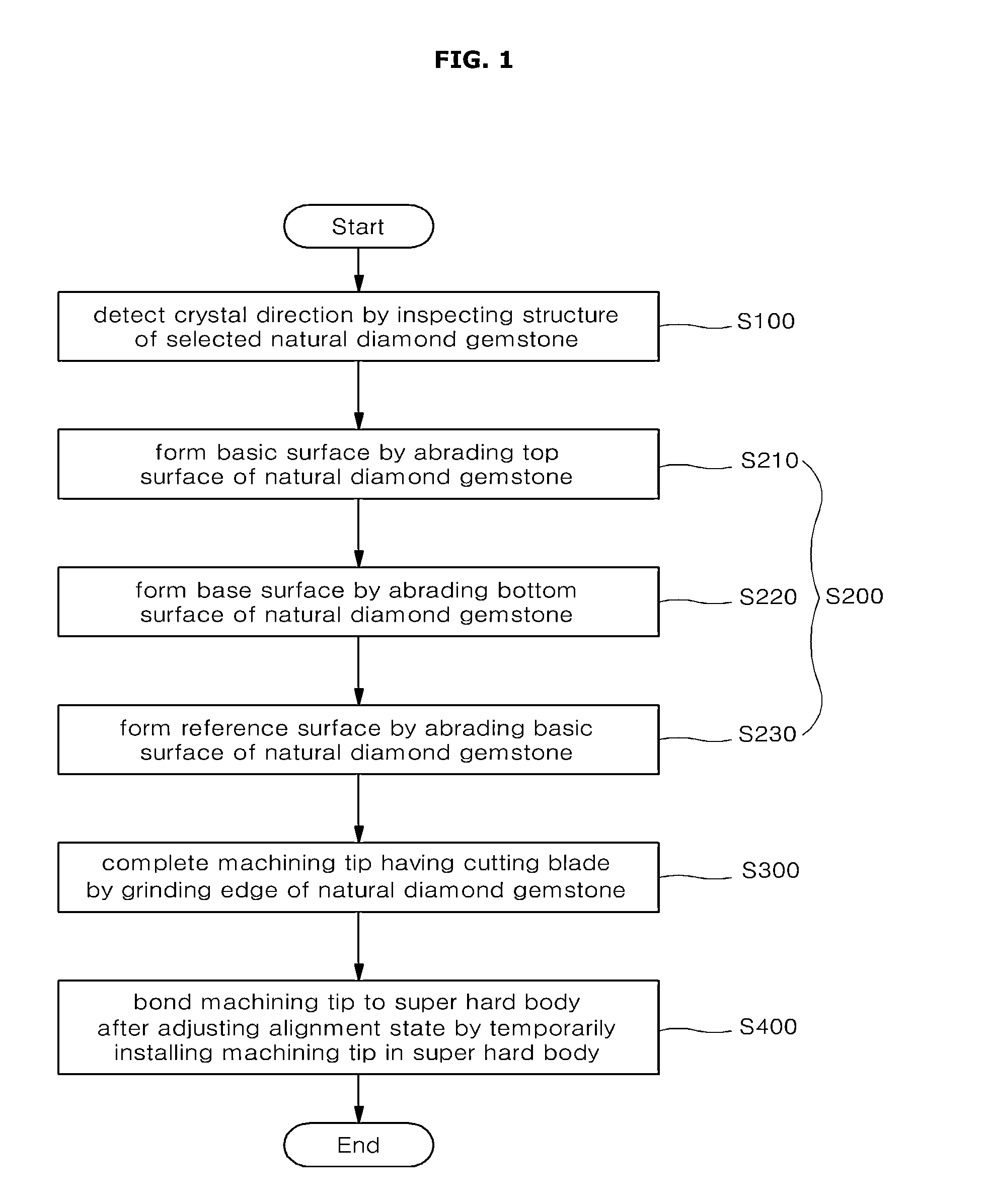
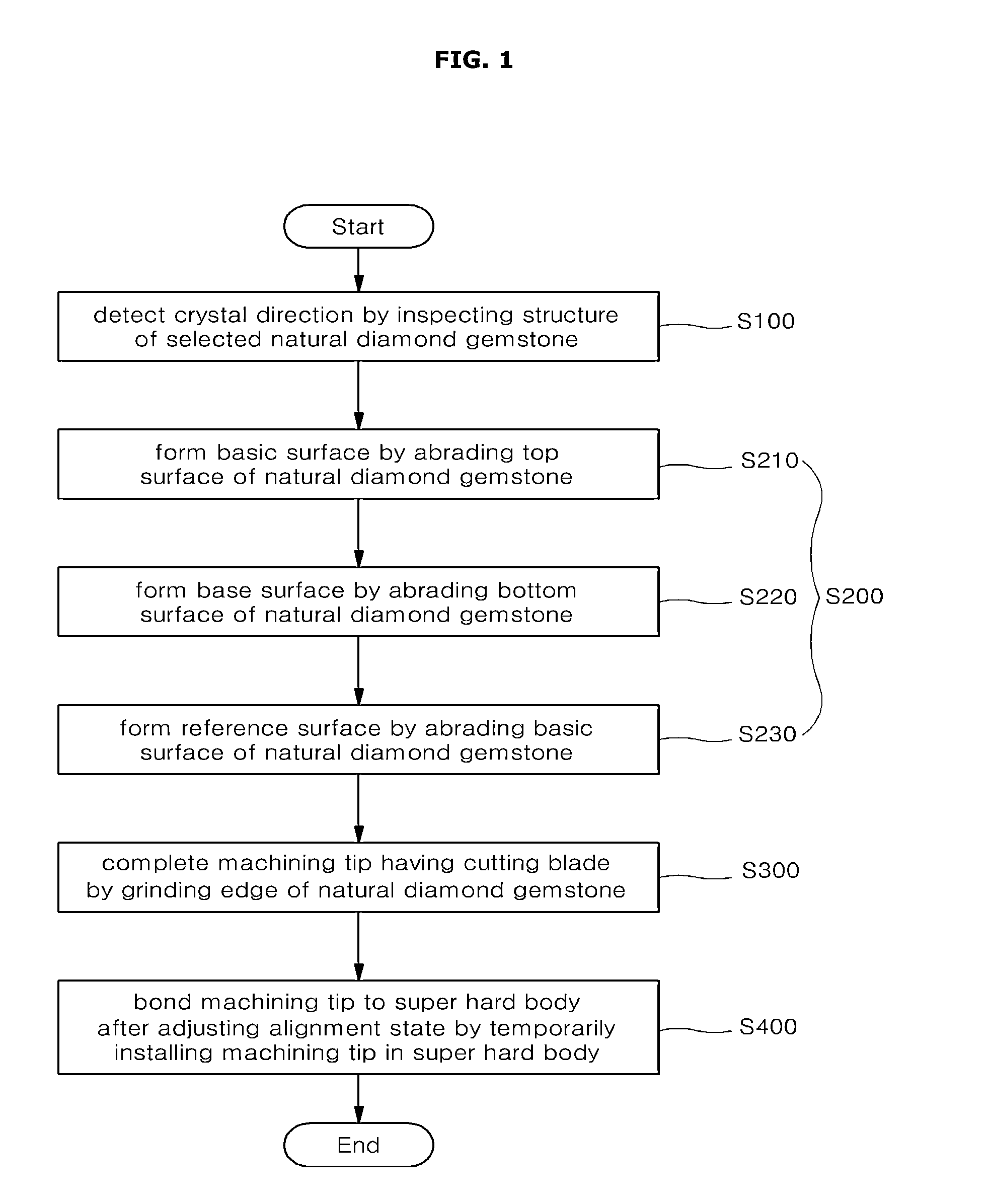
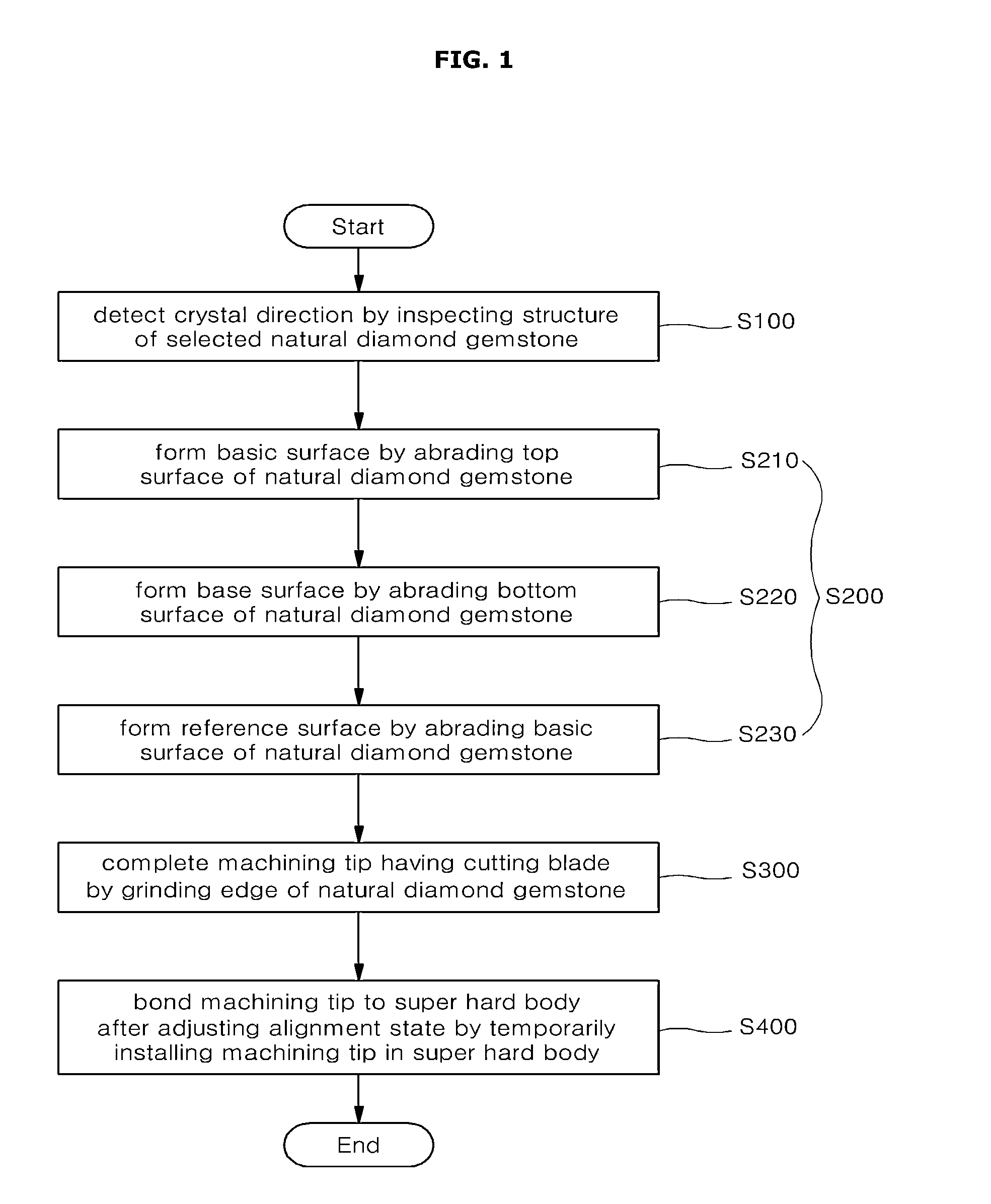
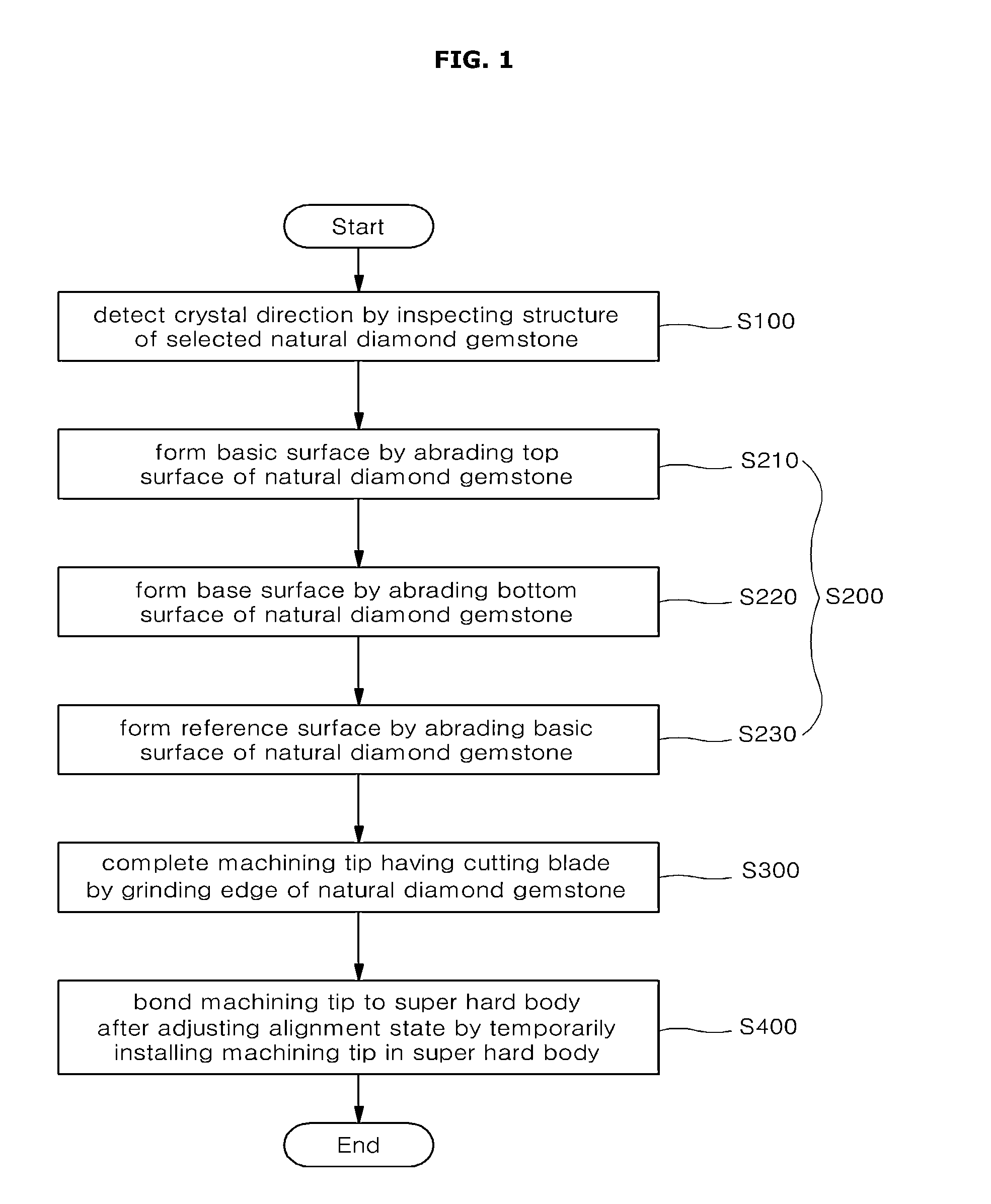
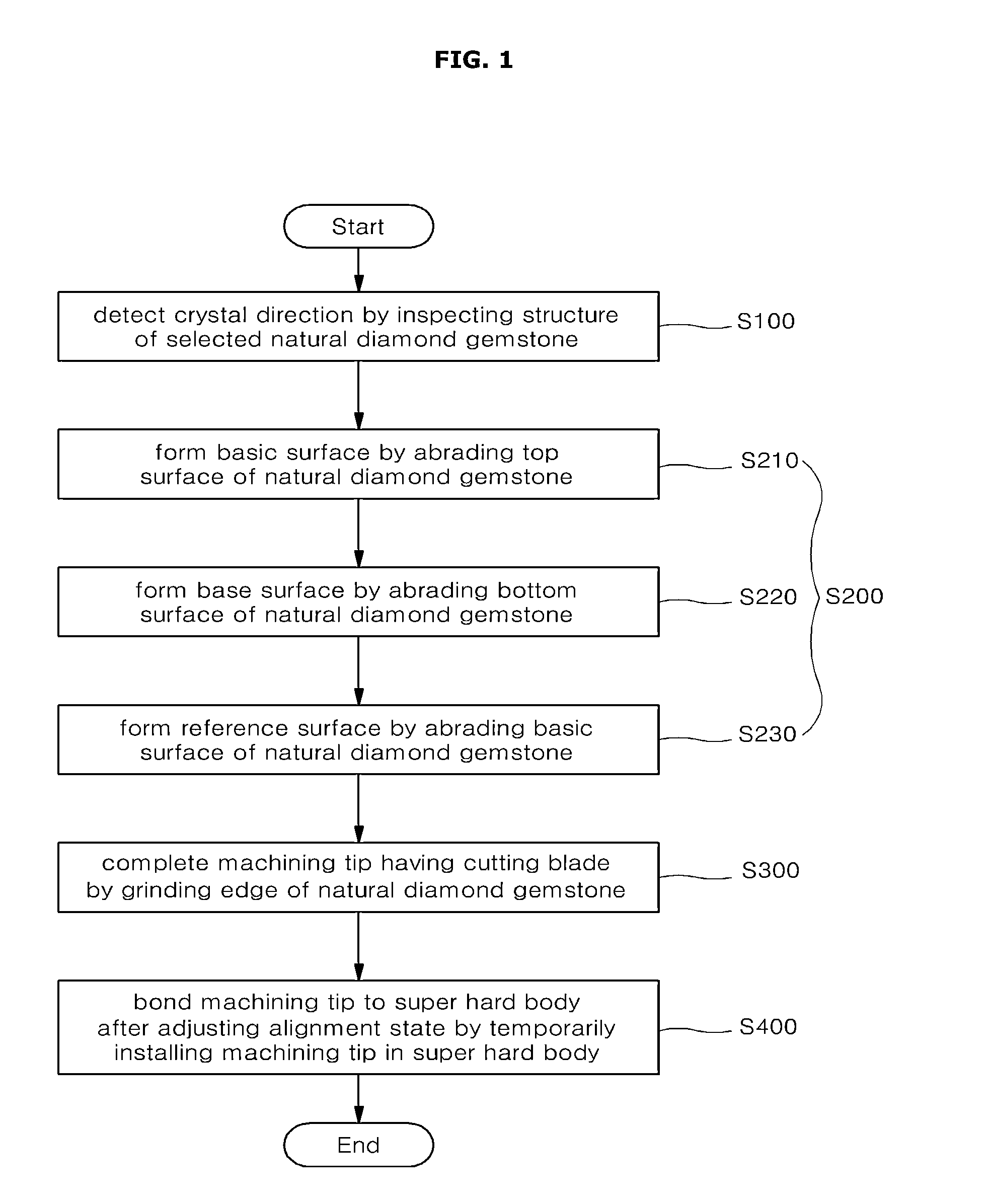
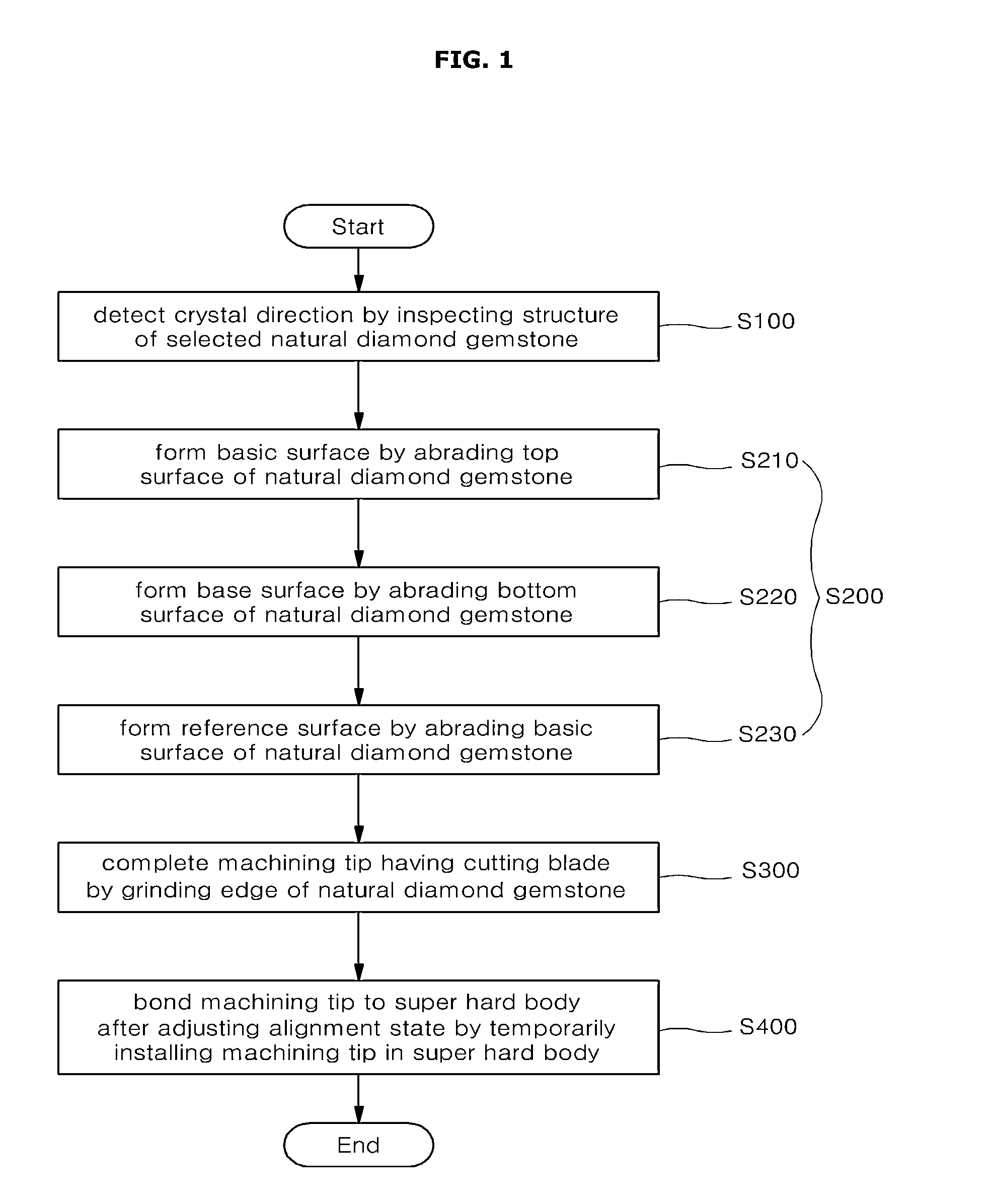
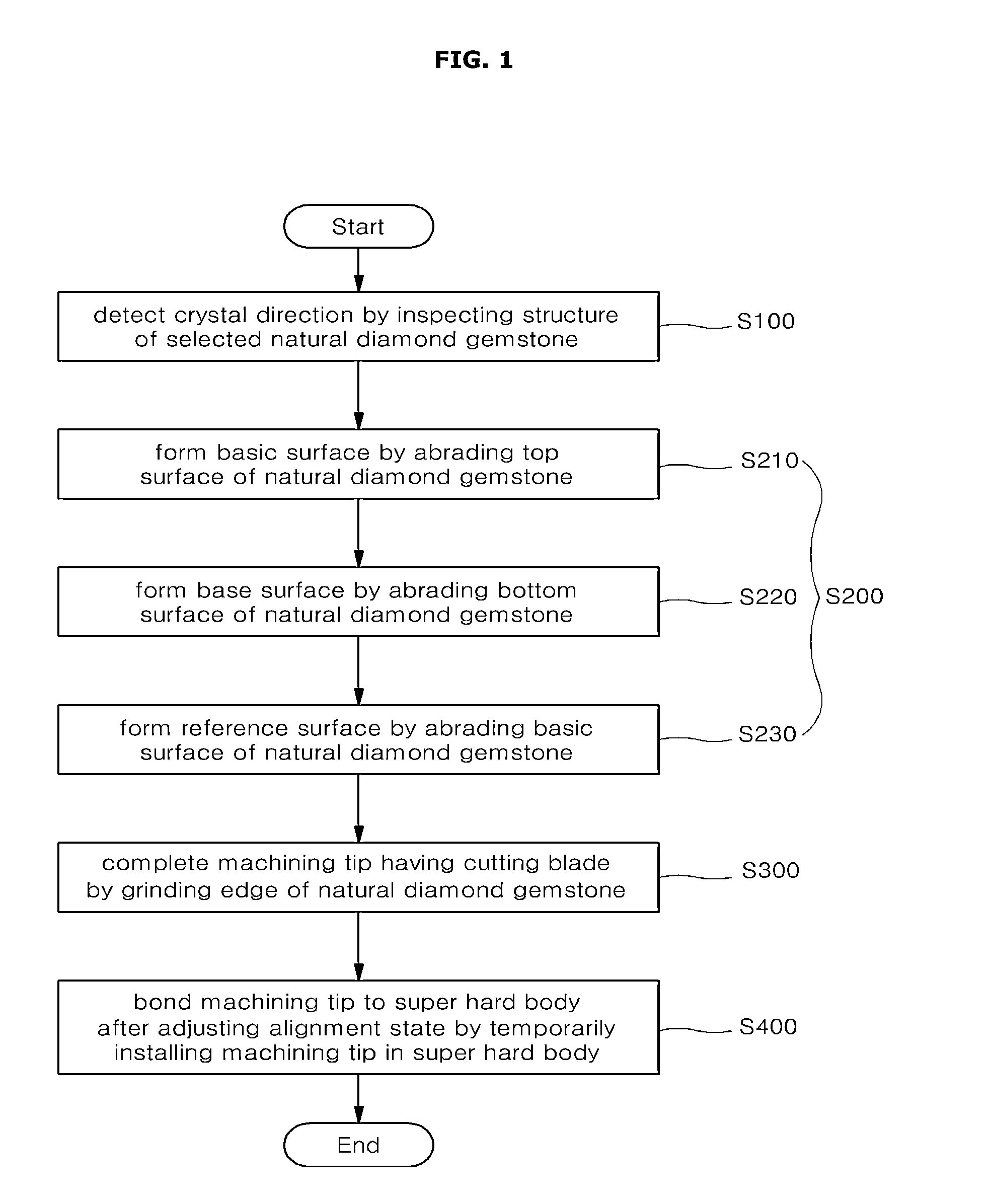
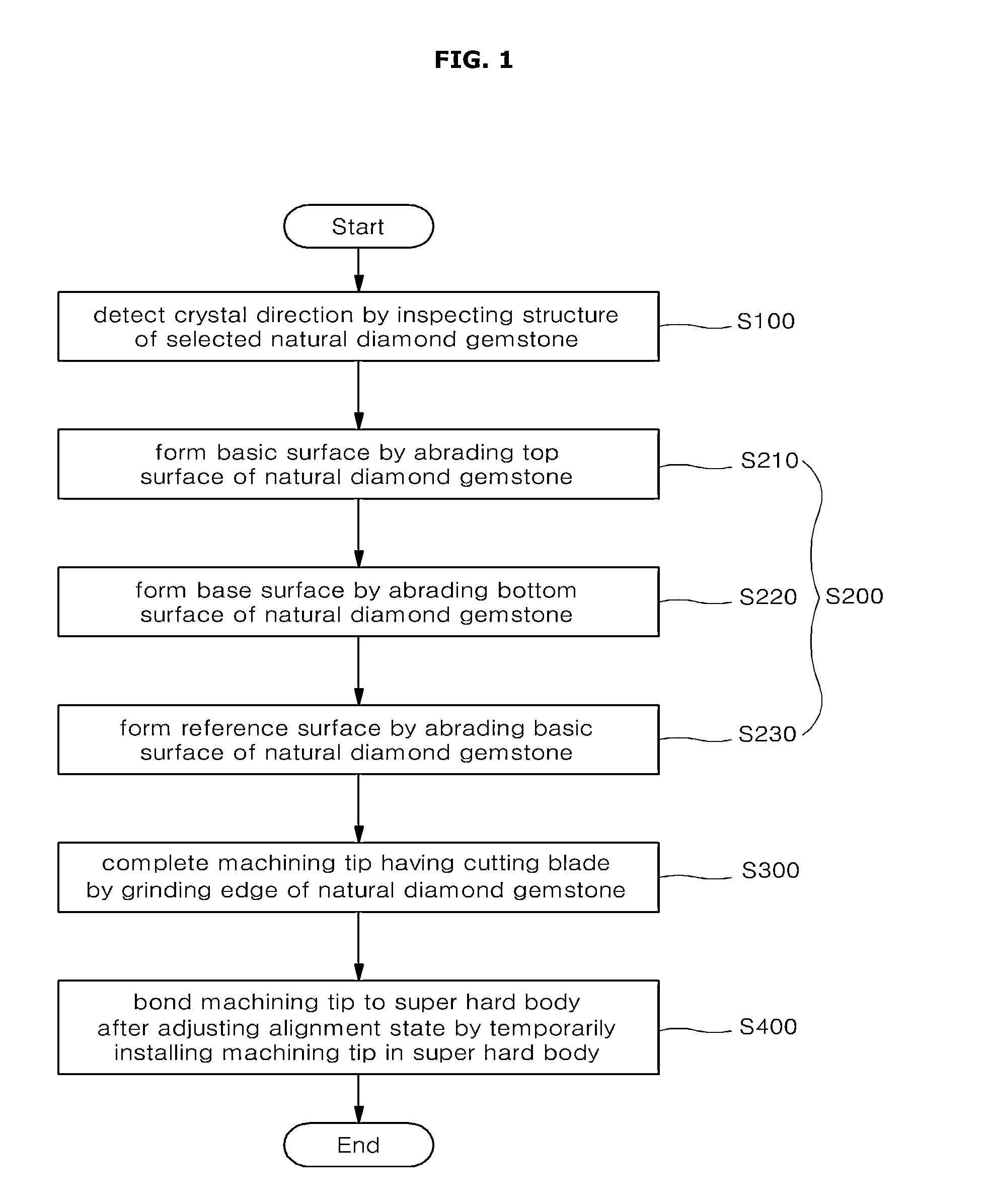
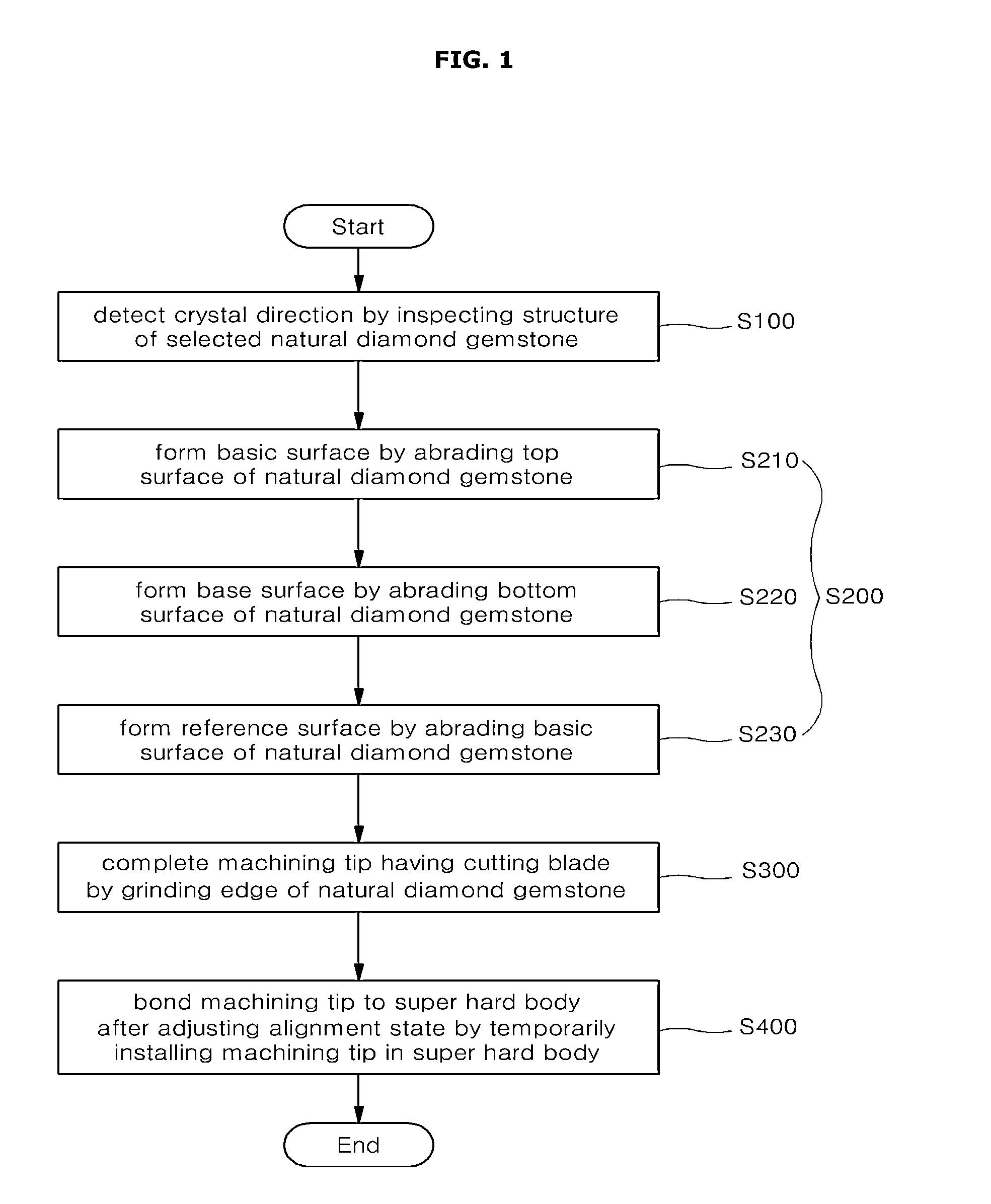
This application claims the benefit under 35 U.S.C. §119 of Korean Patent Application No. 10-2012-0084002 filed on Jul. 31, 2012 in the Korean Intellectual Property Office, the entirety of which is incorporated herein by reference. 1. Field of the Invention The present invention relates to a method of manufacturing an endmill tool. In more detail, the present invention relates to a method of manufacturing an endmill tool, in which a natural diamond gemstone having a single crystal is abraded and ground in the state that the natural diamond gemstone is sequentially welded with sub-bodies, the alignment state of a machining tip temporarily installed in a super hard body is adjusted, and a machining tip is bonded with a super hard body by using a normal-temperature bonding agent, thereby minimizing the interference in the abrading and grinding processes, and preventing the waste of the cost resulting from the machining error and the machining failure, so that the reliability of the machining process can be ensured. 2. Description of the Related Art In general, a diamond endmill tool is a kind of a milling cutter to machine a workpiece by using cutting blades formed at the front end portion and an outer peripheral portion. In most conventional diamond endmill tools having the above structure, a polycrystalline diamond (PCD) is welded with the end portion of each blade and machined. However, when the machining tip of the endmill tool is formed through an abrading or grinding process, a body having the machining tip fixed thereto interferes with a grinding wheel, which machines the cutting blade, within a machining range, so that difficulties are made in an abrading process or a grinding process. In addition, when the machining tip is welded with the body installed in equipment, a welding solution having the high temperature flows, so that the dimension of the machining tip may slightly vary. In addition, when the machining tip is not accurately aligned, the runout of the endmill tool is not accurately matched due to the alignment error, so that the reproducibility of products may be lowered. An object of the present invention is to provide a method of manufacturing an endmill tool, in which the reference surface and the base surface of a natural diamond material having a single crystalline structure are formed through an abrading process, and the process of grinding the edge portion of a machining tip in the round shape or the rectangular shape is subsequently performed, thereby enhancing the degree of the machining precision of the machining tip, the machining tip can be manufactured by utilizing existing equipment, so that the manufacturing cost can be reduced, and the interference can be minimized in the abrading and grinding processes. Another object of the present invention is to provide a method of manufacturing an endmill tool, in which the assembly of the machining tip and the metallic film, which are welded with each other, is bonded to the super hard body in the state that the assembly of the machining tip and the metallic film is installed in a sub-body, and the alignment state of the machining tip, which is bonded with the super hard body, on X, Y, and Z axes can be checked. In addition, if the alignment error occurs, the machining tip is finely adjusted, so that the alignment error value can be compensated. Accordingly, a worker can check the tool state before performing a machining work, so that the waste of the cost resulting from the machining error and the machining failure can be prevented, thereby ensuring the reliability of the machining process. In order to accomplish the above objects of the present invention, there is provided a method of manufacturing an endmill tool. The method includes a machining preparing step of detecting a crystal direction of a selected natural diamond gemstone by inspecting a structure of the selected natural diamond gemstone, an abrading step of forming a lower base surface and an upper reference surface of the natural diamond gemstone by using an abrading equipment after welding the natural diamond gemstone with a first sub-body, an grinding step of grinding an edge portion of the natural diamond gemstone by using a grinding equipment after welding a machining tip, which is separated from the first sub-body, with a second sub-body to complete the machining tip having a cutting blade, and a setting step of temporarily installing the machining tip, which is separated from the second sub-body, in a super hard body installed in a setting equipment, adjusting an alignment state of the machining tip, and bonding the machining tip with the super hard body by using a normal-temperature bonding agent through a normal-temperature coagulation scheme to complete the endmill tool. In this case, preferably, the abrading step includes a basic surface abrasion step of forming a basic surface by abrading a top surface of the natural diamond gemstone after welding the natural diamond gemstone with a first-first sub-body, a base surface abrasion step of forming a base surface by abrading a bottom surface of the natural diamond gemstone after welding the basic surface of the natural diamond gemstone, which is separated from the first-first sub-body, with a first-second sub-body, and a reference surface abrasion step of forming a reference surface by abrading the basic surface after welding the base surface of the natural diamond gemstone, which is separated from the first-second sub-body, with a first-third sub-body. Further, preferably, the setting step includes a body installing step of installing the super hard body in the setting equipment, a film welding step of welding a metallic film with a lower end of the machining tip, a fixing step of inserting an assembly of the machining tip and the metallic film into the super hard body installed in the setting equipment, an adjusting step of adjusting an alignment error of the machining tip by monitoring alignment states of a front surface, a top surface, and a lateral side of the machining tip, and a bonding step of bonding the assembly of the machining tip having the adjusted alignment error and the metallic film with the super hard body by using the normal-temperature bonding agent at a normal temperature. In addition, preferably, the adjusting step includes an X axis inspection step of photographing a front surface image of the machining tip coupled with a coupling portion and displaying the alignment state of the front surface of the machining tip to an outside, a Y axis inspection step of photographing a top surface image of the machining tip and displaying the alignment state of the top surface of the machining tip to the outside, and a Z axis inspection step of photographing a lateral side image of the machining tip and displaying the alignment state of the lateral side of the machining tip to the outside. Further, preferably, the method further includes a cutting step of removing a protrusion of the metallic film protruding out of the machining tip after the bonding step. Additionally, preferably, the method further includes a direction changing step of rotating the endmill tool by 90° in order to photograph the lateral side image of the machining tip after the Y axis inspection step. In addition, preferably, the method further includes a primary washing step of removing an ingredient of a welding solution adhering to the natural diamond gemstone by using an acid solution after the basic surface abrasion step, a secondary washing step of removing an ingredient of a welding solution adhering to the natural diamond gemstone by using an acid solution after the base surface abrasion step, and a tertiary washing step of removing an ingredient or residues of a welding solution adhering to the natural diamond gemstone, which is separated from the first-third sub-body, by using an acid solution after the reference surface abrasion step. In addition, preferably, the method further includes a quanternary washing step of removing an ingredient of a welding solution adhering to the natural diamond gemstone by using an acid solution after the grinding step. Further, preferably, the method further includes a final inspection step of inspecting a manufacturing degree of the endmill tool after the setting step. As described above, according to the present invention, after forming the reference surface and the base surface of the natural diamond material having a single crystalline structure through the abrasion process, the process of grinding the edge portion of the machining tip in the round shape or the rectangular shape is subsequently performed, thereby enhancing the degree of the machining precision of the machining tip, and the machining tip can be manufactured by utilizing existing equipment, so that the manufacturing cost can be reduced. In addition, the 3D-shaped round groove or rectangular groove can be machined or the sharp edge portion can be obtained through a mechanical machining process, so that the present invention can more increase an economical advantage or the work efficiency when comparing with those of a semiconductor manufacturing process technology. In addition, after welding the metallic film and the machining tip installed in the sub-body with each other, the assembly of the metallic film and the machining tip are bonded with the super hard body through a normal-temperature coagulation scheme, so that the interference can be minimized when performing an abrading or grinding process to form the machining tip. Further, the alignment state of the machining tip on X, Y, and Z axes can be checked. If the alignment error occurs, the machining tip is finely adjusted, so that the alignment error value can be compensated. Accordingly, the waste of the cost resulting from the machining error and the machining failure can be prevented, so that the reliability of the machining process can be ensured. Hereinafter, an exemplary embodiment of the present invention will be described in detail with reference to accompanying drawings. The advantages, the features, and schemes of achieving the advantages and features will be apparently comprehended by those skilled in the art based on the embodiments, which will be described later in detail, with reference to accompanying drawings. The present invention is not limited to the following embodiments, but includes various applications and modifications. The embodiments will make the disclosure of the present invention complete, and allow those skilled in the art to completely comprehend the scope of the present invention. The present invention is defined only by the scope of the appended claims. If it is determined that description about well known functions or configurations may make the subject matter of the present invention unclear, the details thereof will be omitted. As shown in First, according to the machining preparing step S100, the crystal direction of a selected natural diamond gemstone 1 is detected by inspecting the structure of the selected natural diamond gemstone. In other words, the machining preparing step S100 is the most fundamental and important process to determine the optimal working process as well as a grinding direction of the natural diamond gemstone 1. In addition, the method of manufacturing the endmill tool may further include a step of selecting the natural diamond gemstone 1 to be machined for a machining tip 12 before the machining preparing step S100 is performed. The machining preparing step S100 is a process to detect the fundamental information of the natural diamond gemstone 1 before the natural diamond gemstone 1 is machined because the crystal of the natural diamond gemstone 1 has the anisotropy. Next, as shown in Thereafter, according to the abrading step S200, a base surface 12 In this case, when the natural diamond gemstone 1 may be welded with the first sub-bodies 20 As shown in First, according to the basic surface abrasion step S210, after welding the natural diamond gemstone 1 with the first-first sub-body 20 According to the base surface abrasion step S220, after welding the basic surface 12 According to the reference surface abrasion step S230, after welding the base surface 12 In more detail, as shown in Next, the natural diamond gemstone 1 is separated from the first-first sub-body 20 In addition, the base surface 12 Thereafter, after welding the base surface 12 After the abrading step S200 described above, the method may further include a primary washing step of removing the ingredients or residues of the welding solution adhering to the natural diamond gemstone 1 separated from the first-first sub-body 20 Further, the method may further include a secondary washing step of removing the ingredients or residues of the welding solution adhering to the natural diamond gemstone 1 separated from the first-second sub-body 20 Further, the method may further include a tertiary washing step of removing the ingredients or residues of the welding solution adhering to the natural diamond gemstone 1 separated from the first-third sub-body 20 According to the grinding step S300, the natural diamond gemstone 1 separated from the first-third sub-body 20 In this case, the lateral end portion of the machining tip 12 is welded with the front end portion of the second sub-body 30 in such a manner that the reference surface 12 Thereafter, the edge portion of the machining tip 12 is ground by the grinding equipment 200 so that the edge portion of the machining tip 12 is rounded or rectangular-shaped, thereby forming a cutting blade at the edge portion of the machining tip 12. In this case, when the natural diamond gemstone 1 is welded with the second sub-body 30, the natural diamond gemstone 1 may be welded through an electric resistance welding scheme performed by melting a metallic foil containing a great amount of silver or the welding agent 13 in the state of a paste. The grinding equipment 200 may include a tool fixing part 310 to fix the second sub-body 30 and a grinding member 220 (e.g., metallic wheel) to grind the edge portion of the machining tip 12. Since the grinding equipment 200 is generally known to those skilled in the art, the details thereof will be omitted. After the grinding step S300 described above, the method may further include a quanternary washing step of removing the ingredients or residues of the welding solution adhering to the natural diamond gemstone 1 separated from the second sub-body 30 by using an acid solution. According to the setting step S400, the machining tip 12 separated from the second sub-body 30 is temporarily installed in a super hard body 11, and the alignment state of the machining tip 12 is adjusted by using setting equipment 300. Thereafter, in the setting step S400, the machining tip is bonded with the super hard body 11 by using a normal-temperature bonding agent 15, thereby completing an endmill tool 10. In this case, the normal-temperature bonding agent 15 may include one of epoxy resin, an instant adhesive, and typical adhesives. The super hard body 11 is manufactured in the form of a cylindrical beam including metallic material, and has a concave coupling groove 11 In addition, the rear end portion of the super hard body 11 is fixedly installed at the installation portion of the setting equipment 300. In the state that the normal-temperature bonding agent 15 is introduced into the coupling groove 11 In other words, after inserting the rear end portion of the machining tip 12 and the metallic film 14, which are bonded with each other by using the welding agent 13, into the coupling groove 11 In this case, the welding agent 13 to bond the first-first sub-body 20 In the state that the above welding agent 13 is introduced between the machining tip 12 and the metallic film 14, the welding agent 13 bonds the bottom surface of the machining tip 12 to the top surface of the metallic film 14 through a high-temperature welding work (at the temperature of 900° C.). The setting equipment 300 may include a base (not shown), the tool fixing part 310, a first camera 320, and a second camera 330. First, the tool fixing part 310 is installed at the upper portion of the base, and the endmill tool 10 having the machining tip 12 is rotatably coupled with a coupling portion 311 provided at the front portion of the tool fixing part 310. The first camera 320 is provided at the front portion of the tool fixing part 310 while being spaced apart from the tool fixing part 310 to photograph a front surface image of the endmill tool 10 coupled with the coupling portion 311 so that the front alignment state of the machining tip 12 is displayed to the outside. In addition, the first camera 320 may include a first camera fixing part (not shown) so that the first camera 320 moves back, forth, left, right, up, and right to adjust the focus of the front surface image of the machining tip 12. The second camera 330 is provided at the upper portion of the tool fixing part 310 while being spaced apart from the tool fixing part 310 to photograph a top surface image and a lateral side image of the machining tip 12 coupled with the coupling portion 311, so that the alignment states of the top surface and the lateral side of the machining tip 12 are displayed to the outside. In addition, the second camera 330 may include a second camera fixing part (not shown) so that the second camera 330 moves up and down to adjust the focuses of the top surface and lateral side images of the machining tip 12. To this end, a pair of clamping parts 340 may include support arms 341, clamping rods 342, and support arm adjustment parts 343. The support arms 341 are installed in the clamping parts 340, respectively, corresponding to the clamping parts 340 to support both end portions of the metallic film 14 at both sides of the tool fixing part 310, respectively. In this case, both end portions of the metallic film 14 may extend with a longer length in a lateral direction. The extension portions of the both end portions of the metallic film 14 may be removed after the setting work has been finished. In addition, the support arms 341 may support both end portions of the metallic film 14 in the state that the support arms 341 are right angled with respect to the machining tip 12. In this case, one end portions of the support arms 341 supporting both end portions of the metallic film 14 may have the shape of a pin, which has a diameter gradually reduced toward the end portion thereof, to support both end portions of the metallic film 14 having areas that are not wide. Each clamping rod 342 may be right angled with respect to each support arm 341 while supporting the support arm 341 at a predetermined height. Each support arm adjustment part 343 may be installed at the lateral side of the clamping part 340 and may finely adjust the position of the clamping rod 342 through the forward and reverse directional rotation. In this case, the support arms 341 fixed onto the clamping rods 342 may fixedly support both end portions of the metallic film 14 or may be spaced apart from both end portions of the metallic film 14. In this case, the setting step S400 may include a body installing step S410, a film welding step S420, a fixing step S430, an adjusting step S440, and a bonding step S450. First, according to the body installing step S410, the super hard body 11 is installed in the tool fixing part 310 of the setting equipment 300. According to the film welding step S420, the metallic film 14 is welded with the lower end portion of the machining tip 12 by using welding equipment (not shown). According to the fixing step S430, the assembly of the machining tip 12 and the metallic film 14 is inserted and positioned in the coupling groove 11 According to the adjusting step S440, the alignment states of the front surface (X axis), the top surface (Y axis), and the lateral side (Z axis) of the machining tip 12 are monitored to adjust the alignment error of the machining tip 12. To this end, the adjusting step S440 may include an X axis inspection step, a Y axis inspection step, and a Z axis inspection step. First, according to the X axis inspection step, the front surface image of the machining tip 12 coupled with the coupling portion 311 is photographed, so that the front alignment state of the machining tip 12 is displayed to the outside. According to the Y axis inspection step, the top surface image of the machining tip 12 is photographed, so that the alignment state of the top surface of the machining tip 12 is displayed to the outside. According to the Z axis inspection step, the lateral side image of the machining tip 12 is photographed, so that the alignment state of the lateral side of the machining tip 12 is displayed to the outside. In this case, a worker may monitor the alignment states of the front surface (X axis), the top surface (Y axis), and the lateral side (Z axis) of the machining tip 12 while adjusting the alignment error of the machining tip 12. According to the bonding step S450, the machining tip 12 and the metallic film 14, the alignment error of which is adjusted, are bonded with the super hard body 11 by using the normal-temperature bonding agent 15 at the normal temperature. In this case, the metallic film 14 is bonded with the lower end portion of the machining tip 12 by the high-temperature welding agent 13 which will be described later. In this state, the metallic film 14 and the machining tip 12 are inserted into the coupling groove 11 In this case, in the state that the metallic film 14 is bonded with the lower end portion of the machining tip 12, the metallic film 14 supports one side of the machining tip 12 in the coupling groove 11 In other words, since the machining tip 12 supported and pressed by the metallic film 14 adheres to one side of the inner peripheral surfaces of the coupling groove 11 The metallic film 14 may be fabricated by using one of gold (Au), silver (Ag), copper (Cu), titanium (Ti), and a super hard alloy (WC-Co) obtained through the combination thereof, in order to improve weldability or machineability. In addition, the thicknesses between the top and bottom of the metallic film 14 may be variously formed. However, preferably, the thicknesses between the top and bottom of the metallic film 14 may be in the range of 0.1 mm to 0.3 mm. In addition, the bottom surface of the metallic film 14 may have a wedge shape so that the metallic film 14 is not moved when the metallic film 14 is inserted into the coupling groove 11 Meanwhile, the front alignment state of the machining tip 12 may be displayed to the outside by using the first camera 320 of the setting equipment 300, and the alignment state of the top surface of the machining tip 12 may be displayed to the outside by using the second camera 330 of the setting equipment 300. The alignment state of the lateral side of the machining tip 12 having the direction changed by 90° through the rotation of the tool fixing part 310 may be displayed to the outside by using the second camera 330. To this end, the first camera 320 may further include an X axis monitor 321 in order to display the front surface image of the machining tip 12 to a worker at the outside. In the X axis monitor 321, a first coordinate 321 The first coordinate 321 In other words, a user can recognize by using the naked eyes that the top surface of the cutting blade 12 The second camera 330 may further include Y and Z axis monitors 321 and 332 in order to display the top surface image and the lateral side image of the machining tip 12 to the worker at the outside. That is to say, in the Y axis monitor 331, a second coordinate 331 The second and third coordinates 331 In other words, the user can recognize by using the naked eyes that the centers of the second and third coordinates 331 The above first and second cameras 330 and 340 may include charge coupled device (CCD) cameras having the resolution of 1.25 μm/pixel and at least 4 times optical magnification. Meanwhile, the method may further include a cutting step of removing the protrusion of the metallic film 14 protruding out of the machining tip 12 after the bonding step 5450. In addition, the method may further include a direction changing step of rotating the endmill tool 10 by 90° in order to photograph the lateral side image of the machining tip 12 after the step of displaying the alignment state of the top surface of the machining tip 12 to the outside. In addition, preferably, the method further includes a final inspection step of inspecting the manufacturing degree of the endmill tool 10 after a tool assembling step. The endmill tool 10, which has been completely manufactured through the above steps, includes the super hard body 11, the machining tip 12, the high-temperature welding solution 13, the metallic film 14, and the normal-temperature bonding agent 15. The super hard body 11 is manufactured in the form of a cylindrical beam including metallic material and has the concave coupling groove 11 In addition, the rear end portion of the super hard body 11 is fixedly installed in the installation portion of cutting equipment, and the like. The machining tip 12 is provided at the front end portion thereof with the cutting blade 12 The endmill tool 10 is applicable to a nano/micro cutting process utilizing an existing superprecision machine for machining an aspheric lens as well as a typical machine. For example, when the cutting blade of the machining tip 12 is manufactured in around shape as shown in Alternatively, when the cutting blade of the machining tip 12 is manufactured in a rectangular shape as shown in In addition, in the future, when the application range of the nano/micro cutting process is enlarged to a bio-medical semiconductor, or a micro-machining field, the natural diamond-endmill tool 10 is used for a typical machine such as a conventional machining center (MC), so that a 3D-shaped circular groove or a 3D-shaped rectangular groove can be machined, or a sharp edge can be obtained through a mechanical machining work. As a result, according to the present invention, after forming the reference surface 12 In addition, a 3D-shaped round groove or rectangular groove can be machined or a sharp edge portion can be obtained through a mechanical machining process, so that the present invention can more increase an economical advantage or the work efficiency as compared with those of a semiconductor manufacturing process technology. In addition, after welding the metallic film 14 and the machining tip 12 installed in the sub-body with each other, the assembly of the metallic film 14 and the machining tip 12 are bonded with the super hard body 11 through a normal-temperature coagulation scheme, so that the interference can be minimized when performing the abrading or grinding process to form the machining tip 12. In addition, the alignment state of the machining tip 12 on X, Y, and Z axes can be checked. If the alignment error occurs, the machining tip 12 is finely adjusted, so that the alignment error value can be compensated. Accordingly, the waste of the cost resulting from the machining error and the machining failure can be prevented, so that the reliability of the machining process can be ensured. Although the method of manufacturing the endmill tool according to the embodiments of the present invention has been described in detail, it is natural that various modifications can be made without departing from the scope of the present invention. Therefore, the scope of the present invention is not limited to the above embodiment, and should be determined by accompanying claims and equivalents thereof. In other words, those skilled in the art should appreciate that the above embodiments has been described for illustrative purposes and the present invention is not limited the embodiments. The scope of the present invention is determined from the scope and the spirit of the present invention as disclosed in the accompanying drawings. All alternatives or all modifications derived from the meaning and the scope of the claims and the equivalents thereof are included in the technical scope of the present invention. Disclosed is a method of manufacturing an endmill tool, including detecting a crystal direction of a selected natural diamond gemstone by inspecting the structure of the diamond gemstone, forming a lower base surface and an upper reference surface of the diamond gemstone by using abrading equipment after welding the diamond gemstone with a first sub-body, grinding an edge portion of the diamond gemstone by using grinding equipment after welding a machining tip, which is separated from the first sub-body, with a second sub-body to complete the machining tip having a cutting blade, and temporarily installing the machining tip, which is separated from the second sub-body, in a super hard body installed in setting equipment, adjusting an alignment state of the machining tip, and bonding the machining tip with the super hard body by using a normal-temperature bonding agent through a normal-temperature coagulation scheme to complete the endmill tool. 1. A method of manufacturing an endmill tool, the method comprising:
detecting a crystal direction of a selected natural diamond gemstone by inspecting a structure of the selected natural diamond gemstone; forming a lower base surface and an upper reference surface of the natural diamond gemstone by performing an abrading process using an abrading equipment after welding the natural diamond gemstone with a first sub-body; grinding an edge portion of the natural diamond gemstone by using a grinding equipment after welding a machining tip, which is separated from the first sub-body, with a second sub-body to complete the machining tip having a cutting blade; and temporarily installing the machining tip, which is separated from the second sub-body, in a super hard body installed in a setting equipment, adjusting an alignment state of the machining tip, and bonding the machining tip with the super hard body by using a normal-temperature bonding agent through a normal-temperature coagulation scheme to complete the endmill tool. 2. The method of forming a basic surface by abrading a top surface of the natural diamond gemstone after welding the natural diamond gemstone with a first-first sub-body; forming a base surface by abrading a bottom surface of the natural diamond gemstone after welding the basic surface of the natural diamond gemstone, which is separated from the first-first sub-body, with a first-second sub-body; and forming a reference surface by abrading the basic surface after welding the base surface of the natural diamond gemstone, which is separated from the first-second sub-body, with a first-third sub-body. 3. The method of primarily removing an ingredient of a welding solution adhering to the natural diamond gemstone by using an acid solution after forming the basic surface; secondarily removing an ingredient of a welding solution adhering to the natural diamond gemstone by using an acid solution after forming the base surface; tertiarily removing an ingredient or residues of a welding solution adhering to the natural diamond gemstone, which is separated from the first-third sub-body, by using an acid solution after forming the reference surface; and quanternary-removing an ingredient of a welding solution adhering to the natural diamond gemstone by using an acid solution after grinding the edge portion of the natural diamond gemstone by using the grinding equipment. 4. The method of installing the super hard body in the setting equipment; welding a metallic film with a lower end of the machining tip; fixedly inserting an assembly of the machining tip and the metallic film into the super hard body installed in the setting equipment; adjusting an alignment error of the machining tip by monitoring alignment states of a front surface, a top surface, and a lateral side of the machining tip; and bonding the assembly of the machining tip and the metallic film, the alignment error of which is adjusted, with the super hard body by using the normal-temperature bonding agent at a normal temperature. 5. The method of X-axis inspecting to photograph a front surface image of the machining tip coupled with a coupling portion and display the alignment state of the front surface of the machining tip to an outside; Y-axis inspecting to photograph a top surface image of the machining tip and display the alignment state of the top surface of the machining tip to the outside; and Z-axis inspecting to photograph a lateral side image of the machining tip and display the alignment state of the lateral side of the machining tip to the outside. 6. The method of 7. The method of 8. The method of CROSS-REFERENCE TO RELATED APPLICATION
BACKGROUND OF THE INVENTION
SUMMARY OF THE INVENTION
BRIEF DESCRIPTION OF THE DRAWINGS
DETAILED DESCRIPTION OF THE INVENTION