DISPLAY UNIT MANUFACTURING SYSTEM
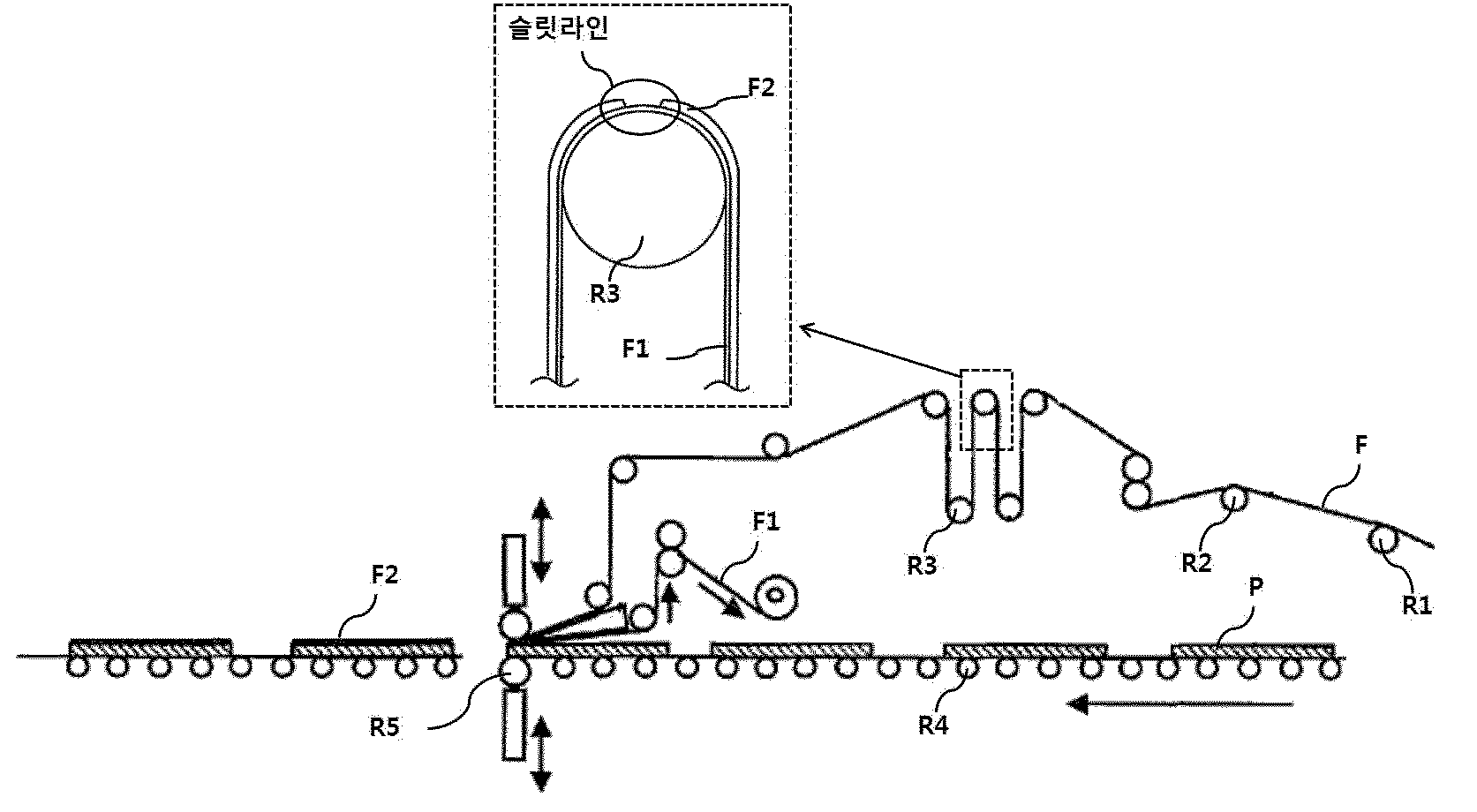
본 발명은 디스플레이 유닛 제조 시스템에 관한 것으로, 더욱 상세하게는 패널에 광학필름을 부착하여 디스플레이 유닛을 제조하는 디스플레이 유닛 제조 시스템에 관한 것이다. 엘씨디(LCD, Liquid Crystal Display), 오엘이디(OLED, Organic Light Emitting Diodes), 피디피(PDP, Plasma Display Panel), 이피디(EPD, Electrophoretic Display) 등을 포함하는 디스플레이 유닛은 여러 가지 공정을 거쳐 제조된다. 디스플레이 유닛을 제조하기 위하여 광학필름은 패널의 일면과 타면에 부착 되는데, 패널의 일면에 부착된 광학필름의 흡수축과 패널의 타면에 부착된 광학필름의 흡수축이 수직하는 경우, 패널이 정상적으로 작동하게 된다. 패널의 일면에 광학필름을 부착하는 공정은 다음과 같다. 도 1은 패널의 일면에 광학필름을 부착하는 공정의 일예를 나타낸 도면이다. 도 1을 참조하면, 패널의 일면에 광학필름을 부착하는 공정은, 패널(P)의 단변에 대응하는 폭을 가진 광학필름(F)을 공급하는 공급 롤러(R1)가 광학필름(F)을 공급하고, 공급된 광학필름(F)은 반송 롤러(R2)에 의해 광학필름(F)이 패널(P)에 부착되는 부착위치로 이동된다. 광학필름(F)은 패널(P)에 부착되기 전에, 광학필름(F) 상에 이형필름(F1)을 절단하지 않는 소정의 깊이만큼 슬릿라인(이하, 하프컷)이 형성된다. 광학필름(F)이 반송되는 공간을 축소시키기 위하여, 광학필름(F)의 반송방향을 변경시키는 변경 롤러(R3)가 설치될 수 있다. 패널(P)은 이동 롤러(R4)에 의해 부착위치로 이동되고, 광학필름(F)과 패널(P)이 부착위치로 이동되면, 한 쌍의 부착 롤러(R5)가 광학필름(F)을 패널(P)에 부착시킨다. 한편, 패널(P)에 광학필름(F)을 부착하여 디스플레이 유닛을 제조하는 공정에 있어서는, 패널의 일면에 광학필름을 부착하기 위해서 광학필름을 부착위치로 이동시키기 위해 광학필름의 반송 공정과, 편광필름 시트편을 형성하기 위해 광학필름 상에 슬릿라인을 형성하는 절단 공정은 필수적으로 필요하다. 그리고, 절단 공정을 위해서는 광학필름의 반송이 정지될 필요가 있다. 다만, 종래 기술에 따른 디스플레이 유닛 제조 공정에 있어서는, 광학필름(F)을 미리 정한 반송 길이만큼 반송하고 정지하는 공정을 반복적으로 수행하지만 광학필름(F)의 반송 정지시에 광학필름 상에 형성된 슬릿라인이 반송 롤러(R2) 내지 광학필름(F)의 반송방향을 변경시키기 위한 변경 롤러(R3) 상에 접촉 지지되는 경우가 있을 수 있었다. 이 경우에는 슬릿라인이 각 롤러(R2, R3)에 의해 접촉 지지됨에 따라, 광학필름(F) 상의 슬릿라인에 집중적인 텐션이 작용하게 되므로, 광학필름 상의 편광필름이 이형필름으로부터 박리되는 현상, 이형필름으로부터 박리된 편광필름의 점착층에 이물이 유입되는 현상 또는 이형필름의 일부분이 찢어지거나 갈라지는 현상 등이 일어나 광학필름에 변형을 유발하게 되는 문제점이 있었다. 본 발명이 해결하고자 하는 기술적 과제는, 디스플레이 유닛 제조 시, 반송되는 광학필름의 변형을 최소화시키는 디스플레이 유닛 제조 시스템을 제공하는 것이다. 본 발명의 일 실시예에 따른 디스플레이 유닛 제조 시스템은, 편광필름과, 점착층과, 점착층에 박리 가능하도록 점착된 이형필름이 적층된 광학필름을 반복적으로 미리 정한 반송길이만큼 반송 및 정지시키는 반송유닛; 광학필름을 미리 정한 절단위치에서 이형필름은 남기고 폭 방향을 따라 절단하여, 광학필름 상에 슬릿라인을 형성하는 절단유닛; 이형필름을 편광필름으로부터 박리하는 박리유닛; 및 이형필름이 박리된 편광필름을 패널에 부착하는 부착유닛; 을 포함하고, 반송유닛은, 절단위치로부터 반송방향의 하류 측으로 이격 배치되며 광학필름을 수평하게 반송하는 수평롤을 포함하며, 수평롤은, 광학필름의 반송 정지시 슬릿라인이 수평롤 상에 위치하지 않도록 다음의 조건식을 만족할 수 있다. <조건식 1> I * n < H < I * (n + 1) 여기서, I는 미리 정한 반송길이를 나타내며, n은 0 이상의 정수이며, H는 수평롤의 회전중심과 절단위치 사이의 수평방향 거리를 나타낸다. 본 발명의 일 실시예에 따른 수평롤은 다음의 조건식을 만족할 수 있다. <조건식 2> I * (n + 0.3) ≤H ≤ I * (n + 0.7) 여기서, I는 미리 정한 반송길이를 나타내며, n은 0 이상의 정수이며, H는 수평롤의 회전중심과 절단위치 사이의 수평방향 거리를 나타낸다. 본 발명의 다른 실시예에 따른 디스플레이 유닛 제조 시스템은, 편광필름과, 점착층과, 점착층에 박리 가능하도록 점착된 이형필름이 적층된 광학필름을 반복적으로 미리 정한 반송길이만큼 반송 및 정지시키는 반송유닛; 광학필름을 미리 정한 절단위치에서 이형필름은 남기고 폭 방향을 따라 절단하여, 광학필름 상에 슬릿라인을 형성하는 절단유닛; 편광필름을 이형필름으로부터 박리하는 박리유닛; 및 이형필름으로부터 박리된 편광필름을 패널에 부착하는 부착유닛; 을 포함하고, 반송유닛은, 절단위치로부터 반송방향의 하류 측으로 이격 배치되며 광학필름의 반송방향을 변경하는 반송방향변경롤을 포함하며, 반송방향변경롤은, 광학필름의 반송 정지시 슬릿라인이 반송방향변경롤 상에 위치하지 않도록 다음의 조건식을 만족할 수 있다. <조건식 3, 4> L1 > I * m L2 < I * (m + 1) 여기서, I는 미리 정한 반송길이를 나타내며, m은 0 이상의 정수이며, L1은 광학필름 상에 슬릿라인이 형성되는 위치부터 광학필름과 반송방향변경롤의 접촉이 시작되는 위치까지의 광학필름의 길이를 나타내며, L2은 광학필름 상에 슬릿라인이 형성되는 위치부터 광학필름과 반송방향변경롤의 접촉이 끝나는 위치까지의 광학필름의 길이를 나타낸다. 본 발명의 일 실시예에 따른 반송방향변경롤은 다음의 조건식을 만족할 수 있다. <조건식 5, 6> L1 ≥ I * (m + 0.3) L2 ≤I * (m + 0.7) 여기서, I는 미리 정한 반송길이를 나타내며, m은 0 이상의 정수이며, L1은 광학필름 상에 슬릿라인이 형성되는 위치부터 광학필름과 반송방향변경롤의 접촉이 시작되는 위치까지의 광학필름의 길이를 나타내며, L2은 광학필름 상에 슬릿라인이 형성되는 위치부터 광학필름과 반송방향변경롤의 접촉이 끝나는 위치까지의 광학필름의 길이를 나타낸다. 본 발명의 또 다른 실시예에 따른 디스플레이 제조 시스템은, 편광필름과, 점착층과, 점착층에 박리 가능하도록 점착된 이형필름이 적층된 광학필름을 반복적으로 미리 정한 반송길이만큼 반송 및 정지시키는 반송유닛; 광학필름을 미리 정한 절단위치에서 이형필름은 남기고 폭 방향을 따라 절단하여, 광학필름 상에 슬릿라인을 형성하는 절단유닛; 편광필름을 이형필름으로부터 박리하는 박리유닛; 및 이형필름으로부터 박리된 편광필름을 패널에 부착하는 부착유닛; 을 포함하고, 반송유닛은, 절단위치로부터 반송방향의 하류 측으로 이격 배치되며 광학필름의 반송방향을 수직하게 변경하는 반송방향변경롤과, 반송방향이 수직하게 변경된 광학필름을 접촉 지지하는 수직롤을 포함하며, 수직롤은, 광학필름의 반송 정지시 슬릿라인이 수직롤 상에 위치하지 않도록 다음의 조건식을 만족할 수 있다. <조건식 7> I * q - L2 < V < I * (q + 1) - L2 여기서, I는 미리 정한 반송길이를 나타내며, q은 0 이상의 정수이며, L2은 광학필름 상에 슬릿라인이 형성되는 위치부터 광학필름과 반송방향변경롤의 접촉이 끝나는 위치까지의 광학필름의 길이이며, V는 광학필름과 반송방향변경롤의 접촉이 끝나는 위치와 수직롤의 회전중심 사이의 수직방향 거리를 나타낸다. 본 발명의 일 실시예에 따른 수직롤은 다음의 조건식을 만족할 수 있다. <조건식 8> I * (q + 0.3) - L2 ≤ V ≤ I * (q + 0.7) - L2 여기서, I는 미리 정한 반송길이를 나타내며, q은 0 이상의 정수이며, L2은 광학필름 상에 슬릿라인이 형성되는 위치부터 광학필름과 반송방향변경롤의 접촉이 끝나는 위치까지의 광학필름의 길이이며, V는 광학필름과 반송방향변경롤의 접촉이 끝나는 위치와 수직롤의 회전중심 사이의 수직방향 거리를 나타낸다. 본 발명의 다른 실시예에 따른 반송방향변경롤은 광학필름의 반송방향을 수직하게 제1 방향으로 변경하며, 수직롤은 제1 방향을 따라 반송되는 광학필름의 반송방향을 제1 방향과 반대되는 제2 방향으로 변경하되, 다음의 조건식을 만족할 수 있다. <조건식 9, 10> L3 > I * r L4 < I * (r + 1) 여기서, I는 미리 정한 반송길이를 나타내며, r은 0 이상의 정수이며, L3은 광학필름 상에 슬릿라인이 형성되는 위치부터 광학필름과 수직롤의 접촉이 시작되는 위치까지의 광학필름의 길이를 나타내며, L4은 광학필름 상에 슬릿라인이 형성되는 위치부터 광학필름과 수직롤의 접촉이 끝나는 위치까지의 광학필름의 길이를 나타낸다. 본 발명의 다른 실시예에 따른 수직롤은 다음의 조건식을 만족할 수 있다. <조건식 11, 12> L3 ≥ I * (r + 0.3) L4 ≤ I * (r + 0.7) 여기서, I는 미리 정한 반송길이를 나타내며, r은 0 이상의 정수이며, L3은 광학필름 상에 슬릿라인이 형성되는 위치부터 광학필름과 수직롤의 접촉이 시작되는 위치까지의 광학필름의 길이를 나타내며, L4은 광학필름 상에 슬릿라인이 형성되는 위치부터 광학필름과 수직롤의 접촉이 끝나는 위치까지의 광학필름의 길이를 나타낸다. 본 발명의 일 실시예에 따르면, 반송유닛에 의해 디스플레이 유닛 제조 시스템으로 반송되는 광학필름의 변형을 최소화할 수 있다. 도 1은 패널의 일면에 광학필름을 부착하는 공정의 일례를 나타낸 도면이다. 도 2는 본 발명의 일 실시예에 따른 디스플레이 유닛 제조시스템을 나타낸 도면이다. 도 3은 본 발명의 일 실시예에 따른 수평롤의 위치관계를 설명하기 위한 도면이다. 도 4는 본 발명의 다른 실시예에 따른 반송방향변경롤 및 수직롤의 위치관계를 설명하기 위한 도면이다. 아래에서는 첨부한 도면을 참조하여 본 발명이 속하는 기술 분야에서 통상의 지식을 가진 자가 용이하게 실시할 수 있도록 본 발명의 실시예를 상세히 설명한다. 그러나 본 발명은 여러 가지 상이한 형태로 구현될 수 있으며 여기에서 설명하는 실시예에 한정되지 않는다. 그리고 도면에서 본 발명을 명확하게 설명하기 위해서 설명과 관계없는 부분은 생략하였으며, 명세서 전체를 통하여 유사한 부분에 대해서는 유사한 도면 부호를 붙였다. 본 명세서에서 사용되는 용어에 대해 간략히 설명하고, 본 발명에 대해 구체적으로 설명하기로 한다. 본 발명에서 사용되는 용어는 본 발명에서의 기능을 고려하면서 가능한 현재 널리 사용되는 일반적인 용어들을 선택하였으나, 이는 당 분야에 종사하는 기술자의 의도 또는 판례, 새로운 기술의 출현 등에 따라 달라질 수 있다. 또한, 특정한 경우는 출원인이 임의로 선정한 용어도 있으며, 이 경우 해당되는 발명의 설명 부분에서 상세히 그 의미를 기재할 것이다. 따라서 본 발명에서 사용되는 용어는 단순한 용어의 명칭이 아닌, 그 용어가 가지는 의미와 본 발명의 전반에 걸친 내용을 토대로 정의되어야 한다. 명세서 전체에서 어떤 부분이 어떤 구성요소를 "포함"한다고 할 때, 이는 특별히 반대되는 기재가 없는 한 다른 구성요소를 제외하는 것이 아니라 다른 구성요소를 더 포함할 수 있음을 의미한다. 이하 첨부된 도면을 참고하여 본 발명을 상세히 설명하기로 한다. 도 2는 본 발명의 일 실시예에 따른 디스플레이 유닛 제조시스템을 나타낸 도면이다. 본 발명의 일 실시예에 따른 디스플레이 유닛 제조시스템(1000)은, 편광필름(PF)을 패널(P)의 길이에 대응하는 길이로 절단하여 패널(P)의 양면에 부착함으로써 디스플레이 유닛을 제조할 수 있는 시스템이다. 디스플레이 유닛 제조 시스템(1000)에 이용되는 편광필름(PF)은 편광필름(PF)에 적어도 하나의 다른 필름아 적층된 광학필름(OF) 형태로 이용될 수 있다. 예를 들어, 광학필름(OF)은, 편광필름(PF)을 포함하며, 편광필름(PF) 이외에 위상차 필름, 시각 보상필름, 휘도 향상필름 등의 광학적 특성을 보유하는 필름을 더 포함할 수 있다. 즉, 편광필름(PF)의 일면 또는 양면에 광학적 특성을 보유하는 필름이 부착된 형태의 광학필름(OF)이 이용될 수 있다. 또한, 편광필름(PF) 및 광학적 특성을 보유하는 필름에는 그 표면을 보호하기 위한 보호용 투명필름이 부착될 수 있다. 보호용 투명필름으로는, 예를 들어, 트리아세틸셀룰로오스 필름, 폴리에틸렌프탈레이트 필름 등이 사용될 수 있다. 아울러, 편광필름(PF)의 일면에는 패널(P)과의 부착시 부착력을 제공하는 점착층이 형성되고, 점착층을 보호하기 위하여 이형필름(RF)이 점착층에 부착될 수 있다. 점착층은, 예를 들면, 아크릴계 점착제, 실리콘계 점착제 또는 우레탄계 점착제로 이루어질 수 있으며, 10 내지 50㎛의 두께를 가질 수 있다. 이형필름(RF)으로는, 예를 들어, 폴리에틸렌테레프탈레이트계 필름, 폴리올레핀계 필름 등이 사용될 수 있다. 또한, 디스플레이 유닛 제조 시스템에 사용되는 광학필름(OF)은 길이 방향을 따라 길게 형성되어 있으나, 롤 형상으로 권취된 형태로 이용될 수 있다. 편광필름(PF)이 부착되는 패널(P)은 액정 셀을 포함하며, 패널(P)은, VA형, IPS 형 등의 타입으로 분류될 수 있다. 디스플레이 유닛 제조 시스템(1000)은 다음의 예들 중 하나로 편광필름(PF)을 패널(P)의 양면에 부착할 수 있다. 패널(P)을 반전시키면서 패널(P)의 양면에 편광필름(PF)을 부착하는 예로는, 패널(P)의 하측에서 패널(P)의 일면에 편광필름(PF)을 부착하고 패널(P)을 반전시킨 다음, 패널(P)의 하측에서 패널(P)의 타면에 편광필름(PF)을 부착하는 방식과, 패널(P)의 상측에서 패널(P)의 일면에 편광필름(PF)을 부착하고 패널(P)을 반전시킨 다음, 패널(P)의 상측에서 패널(P)의 타면에 편광필름(PF)을 부착하는 방식이 있을 수 있다. 패널(P)을 반전시키지 않고 패널(P)의 양면에 편광필름(PF)을 부착하는 예로는, 패널(P)의 상측에서 패널(P)의 일면에 편광필름(PF)을 부착하고 패널(P)을 반전시키지 않은 채, 패널(P)의 하측에서 패널(P)의 타면에 편광필름(PF)을 부착하는 방식과, 패널(P)의 하측에서 패널(P)의 일면에 편광필름(PF)을 부착하고 패널(P)을 반전시키지 않은 채 패널(P)의 상측에서 패널(P)의 타면에 편광필름(PF)을 부착하는 방식 일 수 있다. 이러한 디스플레이 유닛 제조시스템(1000)은, 반송유닛(100)과, 절단유닛(200)과, 박리유닛(300)과, 부착유닛(400) 및 권취유닛(500)을 포함할 수 있다. 반송유닛(100)은 편광필름(PF)과 편광필름(PF)에 박리 가능하도록 점착된 이형필름(RF)이 적층된 광학필름(OF)을 반복적으로 미리 정한 반송길이(I)만큼 반송 및 정지시킬 수 있다. 여기서, 미리 정한 반송길이(I)는 편광필름(PF)의 부착 대상인 패널(P)의 장변 또는 단변의 길이를 기초로 정해질 수 있다. 더욱 상세하게는, 패널(P) 면의 전체 영역 중 편광필름(PF)이 부착되어야하는 영역으로 정해진 부착 영역의 장변 또는 단변의 길이를 기초로 정해질 수 있다. 이하에서는, 설명의 편의상, 부착 영역의 크기와 패널(P) 면의 크기를 동일한 것으로 가정하고, 미리 정한 반송길이(I)는 패널(P)의 장변 또는 단변의 길이를 기초로 정해지는 것을 기준으로 설명한다. 길게 연장되어 있는 편광필름(PF)은 패널(P)의 길이에 대응되는 미리 정한 간격으로 절단되어 시트편으로 형성된다. 편광필름(PF)과 이형필름(RF)이 적층된 광학필름(OF)은 편광필름(PF)이 미리 정한 간격으로 절단될 수 있도록 미리 정한 반송길이(I)만큼 반송되었다가 정지되면 소정의 절단위치에서 후술하는 절단유닛(200)에 의해 슬릿라인이 형성되며, 다시 미리 정한 반송길이(I)만큼 반송되었다가 정지되면 소정의 절단위치에서 절단유닛(200)에 의해 다음 슬릿라인이 형성될 수 있다. 미리 정한 반송길이(I)는 시트편의 길이 및 슬릿라인에 의해 연속하는 시트편이 서로 이격되어 있는 간격을 합한 길이가 바람직하다. 슬릿라인에 의해 연속하는 2개의 시트편 사이에는 소정의 간격이 형성되므로, 그 간격을 고려하지 않고 광학필름(OF)을 반송하게 되면, 시트편 간의 길이가 일정하게 되지 않을 수 있기 때문이다. 이러한 반송유닛(100)은 광학필름(OF)을 반송할 수 있는 다양한 이송수단을 포함할 수 있다. 예를 들면, 반송유닛(100)은 컨베이어 벨트 또는 롤러를 이용하여 광학필름(OF)을 반송할 수 있다. 절단유닛(200)은 광학필름(OF)을 미리 정한 절단위치에서 이형필름(RF)은 남기고 폭 방향을 따라 절단하여, 광학필름(OF) 상에 슬릿라인을 형성할 수 있다. 즉, 절단유닛(200)은 이형필름(RF)의 반대측으로부터 이형필름(RF)의 연속성을 유지할 수 있는 소정의 깊이만큼 폭 방향을 따라 편광필름(PF) 및 점착층을 절단하여, 광학필름(OF) 상에 슬릿라인을 형성할 수 있다. 그리고, 절단유닛(200)은 패널(P)의 길이에 대응하는 간격으로 광학필름(OF) 상에 순차적으로 슬릿라인을 형성할 수 있다. 즉, 절단유닛(200)은 광학필름(OF)의 반송 정지시 절단을 수행하여 광학필름(OF) 상에 슬릿라인을 형성하며, 반송유닛(100)에 의해 광학필름(OF)이 미리 정한 반송길이(I)만큼 반송되는 중에는 절단을 정지하였다가 다시 광학필름(OF)의 반송이 정지하게 되면 절단을 수행하여 다음 슬릿라인을 형성함으로써, 2개의 슬릿라인으로 구획되어 패널(P)의 길이에 대응하는 길이를 가지는 편광필름(PF) 시트편을 형성할 수 있다. 예를 들면, 패널(P)의 일면에 부착되며 패널(P)의 단변의 길이에 대응하는 폭을 가진 광학필름(OF) 상에 패널(P)의 장변의 길이에 대응하는 간격만큼 순차적으로 슬릿라인을 형성하거나, 패널(P)의 타면에 부착되며 패널(P)의 장변의 길이에 대응하는 폭을 가진 광학필름(OF) 상에 패널(P)의 단변의 길이에 대응하는 간격만큼 순차적으로 슬릿라인을 형성할 수 있다. 이러한 절단유닛(200)은 광학필름(OF)을 절단할 수 있는 다양한 절단수단을 포함할 수 있다. 예를 들면, 절단유닛(200)은 레이저 유닛, 커터 등을 사용할 수 있다. 박리유닛(300)은 편광필름(PF) 시트편을 이형필름(RF)으로부터 박리시킬 수 있다. 여기서, 박리유닛(300)은 반송유닛(100)에 의해 반송되는 광학필름(OF) 중 이형필름(RF)을 내측으로 하여 되접어 이형필름(RF)으로부터 점착층과 함께 편광필름(PF)을 박리할 수 있다. 이러한 박리유닛(300)의 선단부에는, 나이프 에지부가 형성될 수 있으며, 나이프 에지부의 곡률반경은 0.3 내지 5.0mm일 수 있다. 반송되는 광학필름(OF) 중 편광필름(PF)의 반송방향은 변경되지 않으나, 이형필름(RF)의 반송방향은 박리유닛(300)의 선단부에서 변경됨으로써, 이형필름(RF)은 편광필름(PF)으로부터 박리될 수 있다. 박리유닛(300)에 의해 박리된 이형필름(RF)은 권취유닛(500)에 의해 권취되어 회수된다. 부착유닛(400)은 이형필름(RF)이 박리된 편광필름(PF)을 패널(P)의 일면에 부착할 수 있다. 이러한 부착유닛(400)은 한 쌍의 부착 롤을 포함할 수 있다. 한 쌍의 부착 롤은 상하방향으로 승강 가능하도록 형성될 수 있으며, 적어도 하나의 부착 롤은 모터에 의해 회전될 수 있다. 한 쌍의 부착 롤은, 고무 롤러 또는 금속 롤러가 이용될 수 있다. 부착유닛(400)으로 반송되는 박리된 편광필름(PF)과, 패널(P)을 한 쌍의 부착 롤 사이에 위치시키고, 한 쌍의 부착 롤을 압착함으로써, 편광필름(PF)을 패널(P)의 일면에 부착할 수 있다. 편광필름(PF)의 부착 시에 편광필름(PF)과 패널(P) 사이에 기포 등이 발생되는 것을 방지하기 위하여, 편광필름(PF)과 패널(P)의 평면성을 유지하면서 부착하는 것이 바람직할 수 있다. 도 3은 본 발명의 일 실시예에 따른 수평롤의 위치관계를 설명하기 위한 도면이다. 한편, 반송유닛(100)은, 절단유닛(200)이 광학필름(OF) 상에 슬릿라인을 형성하는 절단위치로부터 광학필름(OF)의 반송방향을 따라 하류 측에 이격 배치되며 광학필름(OF)을 지지하여 수평하게 반송하는 수평롤(110)을 포함할 수 있다. 수평롤(110)은 광학필름(OF)의 상부 또는 하부에 위치하여 광학필름(OF)의 편광필름(PF) 측 내지 이형필름(RF) 측과 선접촉하여 지지할 수 있다. 이러한 수평롤(110)은 복수 개가 마련될 수 있으며, 반송유닛(100)에 의한 광학필름(OF)의 반송 정지시 광학필름(OF)에 형성되어 있는 슬릿라인이 수평롤(110) 상에 위치하지 않도록 다음의 조건식을 만족시키는 위치에 위치할 수 있다. <조건식 1> I * n < H < I * (n + 1) 여기서, I는 광학필름(OF)의 미리 정한 반송길이를 나타내며, n은 0 이상의 정수이며, H는 수평롤(110)의 회전중심(C1)과 절단위치 사이의 수평방향 거리를 나타낸다. 디스플레이 유닛으로 제조되는 패널(P)은 그 장변이 1200 mm이고 그 단변이 700 mm이며, 패널(P)의 일면에 부착되는 광학필름(OF)은 패널(P)의 단변에 대응되는 폭을 가지는 것으로서, 광학필름(OF) 상 편광필름(PF)은 패널(P)의 장변과 대응되는 1200 mm 의 길이를 가지는 시트편으로 형성되어야 경우를 가정하여 설명하기로 한다. 여기서, 슬릿라인에 의해 연속하는 시트편들의 서로 이격되어 있는 간격은 평균적으로 20 ㎛의 길이를 가질 수 있는 것으로 가정한다. 이 경우, 광학필름(OF)의 미리 정한 반송길이(I)는 시트편의 길이를 기초로 1200 mm로 정해질 수 있다. 더욱 바람직하게, 미리 정한 반송길이(I)는 시트편의 길이 및 슬릿라인에 의해 연속하는 시트편들의 서로 이격되어 있는 간격의 합인 1200.02 mm 로 정해질 수 있다. 설명의 편의상, 미리 정한 반송길이(I)는 시트편의 길이를 기초로 정해진 1200 mm 로 가정하여 설명하기로 한다. 수평롤(110)의 위치와 관련된 일 실시예로서, 수평롤(110)의 회전중심(C1) 위치를 절단위치로부터 2500 mm 만큼 이격된 위치와 인접 배치되도록 해야한다면, <조건식 1>에 의해 n 은 2가 되며 이에 따라 수평롤(110)의 위치는 수평롤(110)의 회전중심과 절단위치 사이의 수평방향 거리(H)가 2400 mm (= 1200 * 2 mm)보다 크고 3600 mm (= 1200 * 3 mm) 보다 작도록 정해질 수 있다. 이로써, 절단유닛(200)에 의해 슬릿라인이 형성된 광학필름(OF)을 반복적으로 미리 정한 반송길이만큼 반송하다가 정지시키더라도, 광학필름(OF)의 슬릿라인은 수평롤(110) 상에 위치하지 않을 수 있다. 따라서, 본 발명에 따른 디스플레이 유닛 제조시스템에 따르면, 종래기술과 같이 광학필름이 정지한 상태에서 슬릿라인이 반송방향변경롤 상에 접하여 광학필름에 텐션이 가해짐에 따라, 이형필름 측과 접하는 경우에 있어 편광필름의 시트편 단부가 이형필름로부터 박리되는 현상, 이형필름로부터 박리된 편광필름의 점착층에 이물이 유입되는 현상, 이형필름의 일부분이 찢어지거나 갈라지는 현상 내지는, 편광필름 측과 접하는 경우에 있어 편광필름의 시트편 단부가 가압되어 편광필름의 시트편 단부의 변형 등과 같은 광학필름의 변형이 일어나는 문제를 방지할 수 있다. 수평롤은 다음의 조건식을 더 만족시키는 위치에 위치하는 것이 바람직하다. <조건식 2> I * (n + 0.3) ≤ H ≤ I * (n + 0.7) 여기서, I는 광학필름(OF)의 미리 정한 반송길이를 나타내며, n은 0 이상의 정수이며, H는 수평롤(110)의 회전중심(C1)과 절단위치 사이의 수평방향 거리를 나타낸다. 따라서, 수평롤(110)의 위치는, <조건식 2>에 의해 수평롤(110)의 회전중심과 절단위치 사이의 수평방향 거리(H)가 2760 mm (= 1200 * (2 + 0.3) mm)보다 크거나 같고 3240 mm (= 1200 * (2 + 0.7) mm) 보다 작거나 같도록 정해질 수 있다. 이로써, 절단유닛(200)에 의해 슬릿라인이 형성된 광학필름(OF)을 반복적으로 미리 정한 반송길이만큼 반송하다가 정지시키더라도, 광학필름(OF)의 슬릿라인이 수평롤(110)로부터 충분히 이격되어 위치할 수 있다. 이러한 수평롤(110)의 위치는, 수평롤(110)의 회전중심(C1)과 절단위치 사이의 수평방향 거리(H)가 I*(n + 0.5) 이 되도록 할 때, 가장 바람직하다. 즉, 수평롤(110)을 연속하는 슬릿라인의 중간지점에 수평롤(110)과 광학필름(OF)이 접하도록 하는 위치에 위치시킨다면, 접촉 지점을 기준으로 양쪽에 위치한 한 쌍의 슬릿라인 각각에 영향을 줄 수 있는 텐션을 최소화하여, 광학필름의 변형이 일어나는 문제를 최소화할 수 있다. 도 4는 본 발명의 다른 실시예에 따른 반송방향변경롤 및 수직롤의 위치관계를 설명하기 위한 도면이다. 다른 실시예에 따른 디스플레이 제조 시스템은 일 실시예에 따른 디스플레이 제조 시스템과 대부분의 구성 및 효과가 동일하므로, 차이가 있는 부분을 중심으로 설명하기로 한다. 반송유닛(100)은, 절단유닛(200)이 광학필름(OF) 상에 슬릿라인을 형성하는 절단위치로부터 광학필름(OF)의 반송방향을 따라 하류 측에 이격 배치되며 광학필름(OF)의 반송방향을 변경하는 반송방향변경롤(130)을 포함할 수 있다. 반송방향변경롤(130)은 광학필름(OF)의 상부 또는 하부에 위치하되 외주면의 일정영역이 광학필름(OF) 측 내지 이형필름(RF) 측과 면접촉하여 지지함으로써, 광학필름(OF)의 반송방향을 변경시킬 수 있다. 이러한 반송방향변경롤(130)은, 반송유닛(100)에 의한 광학필름(OF)의 반송 정지시 광학필름(OF)에 형성되어 있는 슬릿라인이 반송방향변경롤(130) 상에 위치하지 않도록 다음의 조건식을 만족시키는 위치에 위치할 수 있다. <조건식 3> L1 > I * m <조건식 4> L2 < I * (m + 1) 여기서, I는 광학필름(OF)의 미리 정한 반송길이를 나타내며, n은 0 이상의 정수이며, L1은 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 시작되는 위치(S1)까지의 광학필름(OF)의 길이를 나타내며, L2은 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 끝나는 위치(T1)까지의 광학필름(OF)의 길이를 나타낸다. 디스플레이 유닛으로 제조되는 패널(P)은 그 장변이 1200 mm이고 그 단변이 700 mm이며, 패널(P)의 일면에 부착되는 광학필름(OF)은 패널(P)의 단변에 대응되는 폭을 가지는 것으로서, 광학필름(OF) 상 편광필름(PF)은 패널(P)의 장변과 대응되는 1200 mm 의 길이를 가지는 시트편으로 형성되어야 경우를 가정하여 설명하기로 한다. 여기서, 슬릿라인에 의해 연속하는 시트편들의 서로 이격되어 있는 간격은 평균적으로 20 ㎛의 길이를 가질 수 있는 것으로 가정한다. 이 경우, 광학필름(OF)의 미리 정한 반송길이(I)는 시트편의 길이를 기초로 1200 mm 로 정해질 수 있다. 더욱 바람직하게, 미리 정한 반송길이(I)는 시트편의 길이 및 슬릿라인에 의해 연속하는 시트편들의 서로 이격되어 있는 간격의 합인 1200.02 mm 로 정해질 수 있다. 설명의 편의상, 미리 정한 반송길이(I)는 시트편의 길이를 기초로 정해진 1200 mm 로 가정하여 설명하기로 한다. 또한, 반송방향변경롤(130)의 위치와 관련된 일 실시예로서, 반송방향변경롤(130)의 위치를 광학필름(OF)의 반송경로를 따라 연장되어 있는 광학필름(OF)의 길이 기준으로 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 5000 mm 만큼 이격된 위치에 인접 배치되도록 해야하는 경우를 가정하여 설명하기로 한다. 반송방향변경롤(130)의 위치는, <조건식 3>에 의해 m이 4가 되므로, 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 시작되는 위치(S1)까지의 광학필름(OF)의 길이(L1)가 4800 mm (= 1200 * 4 mm)보다 크도록 함과 동시에, <조건식 4>에 의해 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 시작되는 위치(T1)까지의 광학필름(OF)의 길이(L2)가 6000 mm (= 1200 *(4+1) mm) 보다 작도록 정해질 수 있다. 여기서, 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 시작되는 위치(T1)까지의 광학필름(OF)의 길이(L2)는, 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 시작되는 위치(S1)까지의 광학필름(OF)의 길이(L1) 및 광학필름(OF)과 반송방향변경롤(130)이 서로 접촉하는 영역 상의 광학필름(OF)의 길이(α)의 합과 같다. (L2 = L1 + α) 이로써, 절단유닛(200)에 의해 슬릿라인이 형성된 광학필름(OF)을 미리 정한 반송길이만큼 반송하다가 정지시키더라도, 광학필름(OF)의 슬릿라인은 반송방향변경롤(130) 상에 위치하지 않을 수 있다. 따라서, 본 발명에 따른 디스플레이 유닛 제조시스템에 따르면, 종래기술과 같이 광학필름이 정지한 상태에서 슬릿라인이 반송방향변경롤 상에 접하여 광학필름에 텐션이 가해짐에 따라, 이형필름 측과 접하는 경우 편광필름의 시트편 단부가 이형필름로부터 박리되는 현상, 이형필름로부터 박리된 편광필름의 점착층에 이물이 유입되는 현상, 이형필름의 일부분이 찢어지거나 갈라지는 현상 내지는, 편광필름 측과 접하는 경우 편광필름의 시트편 단부가 가압되어 편광필름의 시트편 단부의 변형 등과 같은 광학필름의 변형이 일어나는 문제를 방지할 수 있다. 반송방향변경롤은 다음의 조건식을 만족시키는 위치에 위치하는 것이 바람직하다. <조건식 5> L1 ≥ I * (m + 0.3) <조건식 6> L2 ≤ I * (m + 0.7) 여기서, I는 광학필름(OF)의 미리 정한 반송길이를 나타내며, n은 0 이상의 정수이며, L1은 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 시작되는 위치(S1)까지의 광학필름(OF)의 길이를 나타내며, L2은 광학필름 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 끝나는 위치(T1)까지의 광학필름(OF)의 길이를 나타낸다. 따라서, 반송방향변경롤(130)의 위치는, <조건식 5>에 의해 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 시작되는 위치(S1)까지의 광학필름(OF)의 길이(L1)가 5160 mm (= 1200 * (4+0.3) mm) 보다 크거나 같도록 함과 동시에, <조건식 6>에 의해 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 시작되는 위치(T1)까지의 광학필름(OF)의 길이(L2)가 5640 mm (= 1200 * (4+0.7) mm)보다 작도록 정해질 수 있다. 이로써, 절단유닛(200)에 의해 슬릿라인이 형성된 광학필름(OF)을 반복적으로 미리 정한 반송길이만큼 반송하다가 정지시키더라도, 광학필름(OF)의 슬릿라인이 광학필름(OF)과 반송방향변경롤(130)과의 접촉 영역으로부터 충분히 이격되어 위치할 수 있다. 한편, 반송방향변경롤(130)은 광학필름의 반송방향을 수직하게 변경할 수도 있다. 이 경우, 반송유닛(100)은 반송방향변경롤(130)에 의해 반송방향이 수직하게 변경된 광학필름을 접촉 지지하는 수직롤(150)을 포함할 수 있다. 수직롤(150)은, 수직하게 반송되는 광학필름(OF)의 좌측부 또는 우측부에 위차하여 광학필름(OF)의 편광필름(PF) 측 내지 이형필름(RF) 측과 접촉하여 지지할 수 있다. 이러한 수직롤(150)은 광학필름(OF)의 반송 정지시 광학필름(OF)에 형성되어 있는 슬릿라인이 수평롤(110) 상에 위치하지 않도록 다음의 조건식을 만족시키는 위치에 위치할 수 있다. <조건식 7> I * q - L2 < V < I * (q + 1) - L2 여기서, I는 광학필름(OF)의 미리 정한 반송길이를 나타내며, q은 0 이상의 정수이며, L2은 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 끝나는 위치(T1)까지의 광학필름(OF)의 길이를 나타내며, V는 광학필름(OF)과 반송방향변경롤(130)의 접촉이 끝나는 위치(T1)와 수직롤(150)의 회전중심(C3) 사이의 수직방향 거리를 나타낸다. 디스플레이 유닛으로 제조되는 패널(P)은 그 장변이 1200 mm이고 그 단변이 700 mm이며, 패널(P)의 일면에 부착되는 광학필름(OF)은 패널(P)의 단변에 대응되는 폭을 가지는 것으로서, 광학필름(OF) 상 편광필름(PF)은 패널(P)의 장변과 대응되는 1200 mm 의 길이를 가지는 시트편으로 형성되어야 경우를 가정하여 설명하기로 한다. 여기서, 슬릿라인에 의해 연속하는 시트편들의 서로 이격되어 있는 간격은 평균적으로 20 ㎛의 길이를 가질 수 있는 것으로 가정한다. 이 경우, 광학필름(OF)의 미리 정한 반송길이(I)는 시트편의 길이를 기초로 1200 mm 로 정해질 수 있다. 더욱 바람직하게, 미리 정한 반송길이(I)는 시트편의 길이 및 슬릿라인에 의해 연속하는 시트편들의 서로 이격되어 있는 간격의 합인 1200.02 mm 로 정해질 수 있다. 설명의 편의상, 미리 정한 반송길이(I)는 시트편의 길이를 기초로 정해진 1200 mm 로 가정하여 설명하기로 한다. 또한, 수직롤(150)의 위치와 관련된 일 실시예로서, 수직롤(150)의 회전중심(C5) 위치를 광학필름(OF)의 반송경로를 따라 연장되어 있는 광학필름(OF)의 길이 기준으로 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 8000 mm 만큼 이격된 위치에 인접 배치되도록 해야하는 경우를 가정하여 설명하기로 한다. 그리고, 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 끝나는 위치(T1)까지의 광학필름(OF)의 길이(L2)는 5500 mm 라고 가정한다. 수직롤(150)의 위치는, <조건식 7>에 의해 q이 6 되므로, 광학필름(OF)과 반송방향변경롤(130)의 접촉이 끝나는 위치(T1)와 수직롤(150)의 회전중심(C5) 사이의 수직방향 거리(V)가 1700 mm (= 1200 * 6 - 5500 mm) 보다 크고 2900 mm (= 1200 * (6 + 1) - 5500 mm)보다 작도록 정해질 수 있다. 이로써, 절단유닛(200)에 의해 슬릿라인이 형성된 광학필름(OF)을 미리 정한 반송길이만큼 반송하다가 정지시키더라도, 광학필름(OF)의 슬릿라인은 수직롤(150) 상에 위치하지 않을 수 있다. 따라서, 본 발명에 따른 디스플레이 유닛 제조시스템에 따르면, 종래기술과 같이 광학필름이 정지한 상태에서 슬릿라인이 수직롤 상에 접하여 광학필름에 텐션이 가해짐에 따라, 이형필름 측과 접하는 경우 편광필름의 시트편 단부가 이형필름로부터 박리되는 현상, 이형필름로부터 박리된 편광필름의 점착층에 이물이 유입되는 현상, 이형필름의 일부분이 찢어지거나 갈라지는 현상 내지는, 편광필름 측과 접하는 경우 편광필름의 시트편 단부가 가압되어 편광필름의 시트편 단부의 변형 등과 같은 광학필름의 변형이 일어나는 문제를 방지할 수 있다. 수직롤(150)이 반송되는 광학필름(OF)과 선접촉하는 제 1 예라면, 다음의 조건식을 더 만족시키는 위치에 위치하는 것이 바람직하다. <조건식 8> I * (q + 0.3) - L2 ≤ V ≤ I * (q + 0.7) - L2 여기서, I는 광학필름(OF)의 미리 정한 반송길이를 나타내며, q은 0 이상의 정수이며, L2은 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 끝나는 위치(T1)까지의 광학필름(OF)의 길이를 나타내며, V는 광학필름(OF)과 반송방향변경롤(130)의 접촉이 끝나는 위치(T1)와 수직롤(150)의 회전중심(C3) 사이의 수직방향 거리를 나타낸다. 따라서, 수직롤(150)의 위치는, <조건식 8>에 의해 광학필름(OF)과 반송방향변경롤(130)의 접촉이 끝나는 위치(T1)와 수직롤(150)의 회전중심(C5) 사이의 수직방향 거리(V)가 2060 mm (= 1200 * (6 + 0.3) - 5500 mm)보다 크거나 같고 2540 mm (= 1200 * (6 + 0.7) - 5500 mm)보다 작도록 정해질 수 있다. 이로써, 절단유닛(200)에 의해 슬릿라인이 형성된 광학필름(OF)을 반복적으로 미리 정한 반송길이만큼 반송하다가 정지시키더라도, 광학필름(OF)의 슬릿라인이 수직롤(150)로부터 충분히 이격되어 위치할 수 있다. 이러한 수직롤(150)의 위치는, 광학필름(OF)과 반송방향변경롤(130)의 접촉이 끝나는 위치(T1)와 수직롤(150)의 회전중심(C5) 사이의 수직방향 거리(V)가 I*(q+0.5) - L2 이 되도록 할 때, 가장 바람직하다. 즉, 수직롤(150)의 회전중심(C5)을 연속하는 슬릿라인의 중간지점에 수직롤(50)과 광학필름(OF)이 접하도록 하는 위치에 위치시킨다면, 접촉 지점을 기준으로 양쪽에 위치한 슬릿라인 모두에 텐션의 영향을 최소화하여, 광학필름의 변형이 일어나는 문제를 최소화할 수 있다. 한편, 반송방향변경롤(130)이 광학필름(OF)의 반송방향을 수직하게 변경하는 방향이 제1 방향이고, 도 4에 도시된 바와 같이, 수직롤(150)이 제1 방향을 따라 반송되는 광학필름(OF)과 면접촉하여 광학필름(OF)의 반송방향을 제1 방향과 반대되는 제2 방향으로 변경하는 제 2 예라면, 수직롤(150)은 다음의 조건식을 만족시키는 위치에 위치하는 것이 바람직하다. <조건식 9> L3 > I * r <조건식 10> L4 < I * (r + 1) 여기서, I는 상기 미리 정한 반송길이를 나타내며, r은 0 이상의 정수이며, L3은 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 수직롤(150)의 접촉이 시작되는 위치(S2)까지의 광학필름(OF)의 길이를 나타내며, L4은 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 수직롤(150)의 접촉이 끝나는 위치(T2)까지의 광학필름(OF)의 길이를 나타낸다. 이하에서는 수직롤(150)의 위치와 관련된 제 2 예로서, 수직롤(150)의 회전중심(C5) 위치를 광학필름(OF)의 반송경로를 따라 연장되어 있는 광학필름(OF)의 길이 기준으로 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 8000 mm 만큼 이격된 위치에 인접 배치되도록 해야하는 경우를 기준으로 설명한다. 수직롤(150)의 위치는, <조건식 9>에 의해 r이 6이 되므로, 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 수직롤(150)의 접촉이 시작되는 위치(S2)까지의 광학필름(OF)의 길이(L3)가 7200 mm (= 1200 * 6 mm) 보다 크도록 함과 동시에, <조건식 10>에 의해 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 수직롤(150)의 접촉이 시작되는 위치(T2)까지의 광학필름(OF)의 길이(L4)가 8400 mm ((= 1200 * (6 + 1) mm) 보다 작도록 정해질 수 있다. 여기서, 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 수직롤(150)의 접촉이 시작되는 위치(S2)까지의 광학필름(OF)의 길이(L3)는, 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 반송방향변경롤(130)의 접촉이 끝나는 위치(T1)까지의 광학필름(OF)의 길이(L2)와, 광학필름(OF)과 반송방향변경롤(130)의 접촉이 끝나는 위치(T1)와 수직롤(150)의 회전중심(C5) 사이의 수직방향 거리의 합과 같다. 그리고, 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 수직롤(150)의 접촉이 시작되는 위치(T2)까지의 광학필름(OF)의 길이(L4)는, 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 수직롤(150)의 접촉이 시작되는 위치(S2)까지의 광학필름(OF)의 길이(L3)와, 광학필름(OF)과 반송방향변경롤(130)이 서로 접촉하는 영역 상의 광학필름(OF)의 길이, 즉, 수직롤(150)의 원형단면 상의 반호의 길이(π*R, 여기서, R은 수직롤(150)의 반경)의 합과 같다. (L4 = L3 + π*R) 이로써, 절단유닛(200)에 의해 슬릿라인이 형성된 광학필름(OF)을 미리 정한 반송길이만큼 반송하다가 정지시키더라도, 광학필름(OF)의 슬릿라인은 수직롤(150) 상에 위치하지 않을 수 있다. 따라서, 본 발명에 따른 디스플레이 유닛 제조시스템에 따르면, 종래기술과 같이 광학필름이 정지한 상태에서 슬릿라인이 광학필름의 반송방향을 수직하게 변경하는 수직롤 상에 접하여 광학필름에 텐션이 가해짐에 따라, 이형필름 측과 접하는 경우 편광필름의 시트편 단부가 이형필름로부터 박리되는 현상, 이형필름로부터 박리된 편광필름의 점착층에 이물이 유입되는 현상, 이형필름의 일부분이 찢어지거나 갈라지는 현상 내지는, 편광필름 측과 접하는 경우 편광필름의 시트편 단부가 가압되어 편광필름의 시트편 단부의 변형 등과 같은 광학필름의 변형이 일어나는 문제를 방지할 수 있다. 수직롤(150)은 다음의 조건식을 만족시키는 위치에 위치하는 것이 바람직하다. <조건식 11> L3 ≥ I * (r + 0.3) <조건식 12> L4 ≤ I * (r + 0.7) 여기서, I는 상기 미리 정한 반송길이를 나타내며, r은 0 이상의 정수이며, L3은 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 수직롤(150)의 접촉이 시작되는 위치(S2)까지의 광학필름(OF)의 길이를 나타내며, L4은 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 수직롤(150)의 접촉이 끝나는 위치(T2)까지의 광학필름(OF)의 길이를 나타낸다. 따라서, 수직롤(150)의 위치는, <조건식 11>에 의해 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 수직롤(150)의 접촉이 시작되는 위치(S2)까지의 광학필름(OF)의 길이(L3)가 7560 mm (= 1200 * (6 + 0.3) mm) 보다 크거나 같도록 함과 동시에, <조건식 12>에 의해 광학필름(OF) 상에 슬릿라인이 형성되는 위치(O)부터 광학필름(OF)과 수직롤(150)의 접촉이 시작되는 위치(T2)까지의 광학필름(OF)의 길이(L4)가 8040 mm (= 1200 * (6 + 0.7) mm) 보다 작도록 정해질 수 있다. 이로써, 절단유닛(200)에 의해 슬릿라인이 형성된 광학필름(OF)을 반복적으로 미리 정한 반송길이만큼 반송하다가 정지시키더라도, 광학필름(OF)의 슬릿라인이 광학필름(OF)과 수직롤(150)과의 접촉 영역으로부터 충분히 이격되어 위치할 수 있다. 전술한 본 발명의 설명은 예시를 위한 것이며, 본 발명이 속하는 기술분야의 통상의 지식을 가진 자는 본 발명의 기술적 사상이나 필수적인 특징을 변경하지 않고서 다른 구체적인 형태로 쉽게 변형이 가능하다는 것을 이해할 수 있을 것이다. 그러므로 이상에서 기술한 실시예들은 모든 면에서 예시적인 것이며 한정적이 아닌 것으로 이해해야만 한다. 예를 들어, 단일형으로 설명되어 있는 각 구성 요소는 분산되어 실시될 수도 있으며, 마찬가지로 분산된 것으로 설명되어 있는 구성 요소들도 결합된 형태로 실시될 수 있다. 본 발명의 범위는 상기 상세한 설명보다는 후술하는 특허청구범위에 의하여 나타내어지며, 특허청구범위의 의미 및 범위 그리고 그 균등 개념으로부터 도출되는 모든 변경 또는 변형된 형태가 본 발명의 범위에 포함되는 것으로 해석되어야 한다. A display unit manufacturing system according to one embodiment of the present invention comprises: a transfer unit for repeatedly transferring, at a predetermined transfer length, and stopping an optical film in which a polarizing film, an adhesive layer, and a release film, which is adhered to the adhesive layer so as to be separable therefrom, are stacked; a cutting unit cutting, along a width direction, the optical film at a predetermined cutting position while leaving the release film, so as to form a slit line on the optical film; a separating unit for separating the release film from the polarizing film; and an attaching unit for attaching, to a panel, the polarizing film from which the release film has been separated, wherein the transfer unit comprises a horizontal roll arranged at an interval from the cutting position toward a downstream side in the transferring direction, and horizontally transferring the optical film, and the horizontal roll can satisfy the following conditional expression such that the slit line is not positioned on the horizontal roll when the transfer of the optical film stops.
<Conditional Expression 1> I * n < H < I * (n + 1), wherein I represents the predetermined transfer length, n is an integer greater than or equal to zero, and H represents a horizontal direction distance between a rotation center of the horizontal roll and the cutting position. 편광필름과, 점착층과, 상기 점착층에 박리 가능하도록 점착된 이형필름이 적층된 광학필름을 반복적으로 미리 정한 반송길이만큼 반송 및 정지시키는 반송유닛; 상기 광학필름을 미리 정한 절단위치에서 상기 이형필름은 남기고 폭 방향을 따라 절단하여, 상기 광학필름 상에 슬릿라인을 형성하는 절단유닛; 상기 이형필름을 상기 편광필름으로부터 박리하는 박리유닛; 및 상기 이형필름이 박리된 상기 편광필름을 패널에 부착하는 부착유닛; 을 포함하고, 상기 반송유닛은, 상기 절단위치로부터 상기 반송방향의 하류 측으로 이격 배치되며 상기 광학필름을 수평하게 반송하는 수평롤을 포함하며, 상기 수평롤은, 상기 광학필름의 반송 정지시 상기 슬릿라인이 상기 수평롤 상에 위치하지 않도록 다음의 조건식을 만족하는 디스플레이 유닛 제조 시스템: <조건식 1> I * n < H < I * (n + 1) 여기서, I는 상기 미리 정한 반송길이를 나타내며, n은 0 이상의 정수이며, H는 상기 수평롤의 회전중심과 상기 절단위치 사이의 수평방향 거리를 나타낸다. 제 1 항에 있어서, 상기 수평롤은 다음의 조건식을 만족하는 디스플레이 유닛 제조 시스템: <조건식 2> I * (n + 0.3) ≤ H ≤ I * (n + 0.7) 여기서, I는 상기 미리 정한 반송길이를 나타내며, n은 0 이상의 정수이며, H는 상기 수평롤의 회전중심과 상기 절단위치 사이의 수평방향 거리를 나타낸다. 편광필름과, 점착층과, 상기 점착층에 박리 가능하도록 점착된 이형필름이 적층된 광학필름을 반복적으로 미리 정한 반송길이만큼 반송 및 정지시키는 반송유닛; 상기 광학필름을 미리 정한 절단위치에서 상기 이형필름은 남기고 폭 방향을 따라 절단하여, 상기 광학필름 상에 슬릿라인을 형성하는 절단유닛; 상기 편광필름을 상기 이형필름으로부터 박리하는 박리유닛; 및 상기 이형필름으로부터 박리된 상기 편광필름을 패널에 부착하는 부착유닛; 을 포함하고, 상기 반송유닛은, 상기 절단위치로부터 상기 반송방향의 하류 측으로 이격 배치되며 상기 광학필름의 반송방향을 변경하는 반송방향변경롤을 포함하며, 상기 반송방향변경롤은, 상기 광학필름의 반송 정지시 상기 슬릿라인이 상기 반송방향변경롤 상에 위치하지 않도록 다음의 조건식을 만족하는 디스플레이 유닛 제조 시스템: <조건식 3, 4> L1 > I * m L2 < I * (m + 1) 여기서, I는 상기 미리 정한 반송길이를 나타내며, m은 0 이상의 정수이며, L1은 상기 광학필름 상에 상기 슬릿라인이 형성되는 위치부터 상기 광학필름과 상기 반송방향변경롤의 접촉이 시작되는 위치까지의 상기 광학필름의 길이를 나타내며, L2은 상기 광학필름 상에 상기 슬릿라인이 형성되는 위치부터 상기 광학필름과 상기 반송방향변경롤의 접촉이 끝나는 위치까지의 상기 광학필름의 길이를 나타낸다. 제 2 항에 있어서, 상기 반송방향변경롤은 다음의 조건식을 만족하는 디스플레이 유닛 제조 시스템: <조건식 5, 6> L1 ≥ I * (m + 0.3) L2 ≤ I * (m + 0.7) 여기서, I는 상기 미리 정한 반송길이를 나타내며, m은 0 이상의 정수이며, L1은 상기 광학필름 상에 상기 슬릿라인이 형성되는 위치부터 상기 광학필름과 상기 반송방향변경롤의 접촉이 시작되는 위치까지의 상기 광학필름의 길이를 나타내며, L2은 상기 광학필름 상에 상기 슬릿라인이 형성되는 위치부터 상기 광학필름과 상기 반송방향변경롤의 접촉이 끝나는 위치까지의 상기 광학필름의 길이를 나타낸다. 편광필름과, 점착층과, 상기 점착층에 박리 가능하도록 점착된 이형필름이 적층된 광학필름을 반복적으로 미리 정한 반송길이만큼 반송 및 정지시키는 반송유닛; 상기 광학필름을 미리 정한 절단위치에서 상기 이형필름은 남기고 폭 방향을 따라 절단하여, 상기 광학필름 상에 슬릿라인을 형성하는 절단유닛; 상기 편광필름을 상기 이형필름으로부터 박리하는 박리유닛; 및 상기 이형필름으로부터 박리된 상기 편광필름을 패널에 부착하는 부착유닛; 을 포함하고, 상기 반송유닛은, 상기 절단위치로부터 상기 반송방향의 하류 측으로 이격 배치되며 상기 광학필름의 반송방향을 수직하게 변경하는 반송방향변경롤과, 상기 반송방향이 수직하게 변경된 광학필름을 접촉 지지하는 수직롤을 포함하며, 상기 수직롤은, 상기 광학필름의 반송 정지시 상기 슬릿라인이 상기 수직롤 상에 위치하지 않도록 다음의 조건식을 만족하는 디스플레이 유닛 제조 시스템: <조건식 7> I * q - L2 < V < I * (q + 1) - L2 여기서, I는 상기 미리 정한 반송길이를 나타내며, q은 0 이상의 정수이며, L2은 상기 광학필름 상에 상기 슬릿라인이 형성되는 위치부터 상기 광학필름과 상기 반송방향변경롤의 접촉이 끝나는 위치까지의 상기 광학필름의 길이이며, V는 상기 광학필름과 상기 반송방향변경롤의 접촉이 끝나는 위치와 상기 수직롤의 회전중심 사이의 수직방향 거리를 나타낸다. 제 5 항에 있어서, 상기 수직롤은 다음의 조건식을 만족하는 디스플레이 유닛 제조 시스템: <조건식 8> I * (q + 0.3) - L2 ≤ V ≤ I * (q + 0.7) - L2 여기서, I는 상기 미리 정한 반송길이를 나타내며, q은 0 이상의 정수이며, L2은 상기 광학필름 상에 상기 슬릿라인이 형성되는 위치부터 상기 광학필름과 상기 반송방향변경롤의 접촉이 끝나는 위치까지의 상기 광학필름의 길이이며, V는 상기 광학필름과 상기 반송방향변경롤의 접촉이 끝나는 위치와 상기 수직롤의 회전중심 사이의 수직방향 거리를 나타낸다. 제 5 항에 있어서, 상기 반송방향변경롤은 상기 광학필름의 반송방향을 수직하게 제1 방향으로 변경하며, 상기 수직롤은 상기 제1 방향을 따라 반송되는 광학필름의 반송방향을 상기 제1 방향과 반대되는 제2 방향으로 변경하되, 다음의 조건식을 만족하는 디스플레이 유닛 제조 시스템. <조건식 9, 10> L3 > I * r L4 < I * (r + 1) 여기서, I는 상기 미리 정한 반송길이를 나타내며, r은 0 이상의 정수이며, L3은 상기 광학필름 상에 상기 슬릿라인이 형성되는 위치부터 상기 광학필름과 상기 수직롤의 접촉이 시작되는 위치까지의 상기 광학필름의 길이를 나타내며, L4은 상기 광학필름 상에 상기 슬릿라인이 형성되는 위치부터 상기 광학필름과 상기 수직롤의 접촉이 끝나는 위치까지의 상기 광학필름의 길이를 나타낸다. 제 7 항에 있어서, 상기 수직롤은 다음의 조건식을 만족하는 디스플레이 유닛 제조 시스템. <조건식 11, 12> L3 ≥ I * (r + 0.3) L4 ≤ I * (r + 0.7) 여기서, I는 상기 미리 정한 반송길이를 나타내며, r은 0 이상의 정수이며, L3은 상기 광학필름 상에 상기 슬릿라인이 형성되는 위치부터 상기 광학필름과 상기 수직롤의 접촉이 시작되는 위치까지의 상기 광학필름의 길이를 나타내며, L4은 상기 광학필름 상에 상기 슬릿라인이 형성되는 위치부터 상기 광학필름과 상기 수직롤의 접촉이 끝나는 위치까지의 상기 광학필름의 길이를 나타낸다.