Werkzeug zur spanabtragenden Bearbeitung von Rohrenden
Es wird ein Werkzeug (1) zur spanabtragenden Bearbeitung von Rohrenden (7), mit mindestens einer wenigstens eine Schneide (75, 77, 79) aufweisenden Messerplatte (3, 4), die auf geeignete Weise am Werkzeug fixiert ist, vorgeschlagen. Dieses zeichnet sich dadurch aus, dass die mindestens eine Messerplatte (3, 4) eine erste Schneide (75) zur Bearbeitung und/oder Erzeugung einer Planfläche (9) des Rohrendes (7), eine zweite Schneide (77) zur Erzeugung und/oder Bearbeitung einer sich an die Planfläche (9) anschließenden Innenfase (11) und eine dritte Schneide (79) zur Erzeugung und/oder Bearbeitung einer weiteren sich an die Planfläche anschließenden Außenfase (13) aufweist.
Die Erfindung betrifft ein Werkzeug zur spanabtra-genden Bearbeitung von Rohrenden gemäß Oberbegriff des Anspruchs 1 sowie eine Messerplatte gemäß Ober-begriff des Anspruchs 13.
Werkzeuge der hier angesprochenen Art sind bekannt (DE 14 02 898 A, DE 296 22 294 U1). Sie können bei-spielsweise dazu dienen, an einem Rohrende eine Planfläche mit einer sich daran anschließenden In-nenfase sowie Außenfase anzubringen. Hierfür können drei solcher Werkzeuge vorgesehen sein, die in drei Arbeitsschritten die Planfläche sowie die Fasen be-arbeiten beziehungsweise erzeugen. Es wurde auch versucht, diese einzelnen Arbeitsgänge durch ein entsprechend gestaltetes Werkzeug in einem Arbeits-gang zusammenzufassen. Hierzu können an einem Werk-zeug verschiedenartige Schneiden vorgesehen sein, die das Rohrende parallel bearbeiten und so in ei-nem Arbeitsgang die Fasen und die Planfläche des Rohrendes bearbeiten und/oder erzeugen. Es hat sich jedoch gezeigt, dass ein solches Werkzeug zwar dazu geeignet ist, das Rohrende in einem Arbeitsgang zu bearbeiten, dafür jedoch sehr komplex aufgebaut und entsprechend teuer herzustellen ist. Außerdem müs-sen die verwendeten verschiedenartigen Schneiden einzeln bevorratet und hergestellt werden und kön-nen auch beim Handling des Werkzeugs leicht ver-wechselt werden. Weiter müssen diese einzelnen
Schneiden zum Erzielen eines guten Ergebnisses räumlich aufwendig relativ zueinander sowie bezüg-lich der Werkstückkontur eingestellt/justiert wer-den.
Aufgabe der Erfindung ist es daher, ein Werkzeug der eingangs genannten Art zu schaffen, das diese Nachteile vermeidet.
Zur Lösung dieser Aufgabe wird ein Werkzeug vorge-schlagen, das die in Anspruch 1 genannten Merkmale aufweist. Es zeichnet sich dadurch aus, dass zwei Messerplatten vorgesehen sind, die so an dem Werk-zeug fixiert sind, dass die erste Schneide der ers-ten und zweiten Messerplatte der Bearbeitung und/oder Erzeugung einer Planfläche des Rohrendes dienen, die zweite Schneide der ersten Messerplatte der Erzeugung und/oder Bearbeitung einer sich an die Planfläche anschließenden Innenfase und die dritte Schneide der zweiten Messerplatte der Erzeu-gung und/oder Bearbeitung einer weiteren sich an die Planfläche anschließenden Außenfase. An dem Rohrende können also in einem Arbeitsgang die Plan-fläche sowie die zwei Fasen bearbeitet und/oder er-zeugt werden. Dabei ist bei der Bearbeitung der Planfläche eine Schnittaufteilung auf die zwei Mes-serplatten und damit eine Mehrschneidigkeit des Werkzeugs möglich, was zu einer Steigerung der Be-arbeitungswerte beiträgt. Die ersten Schneiden der ersten und zweiten Messerplatte können dazu axial auf der gleichen Ebene angeordnet werden, so dass diese gleichermaßen die Planfläche des Rohrendes spanabtragend bearbeiten.
Ein bevorzugtes Ausführungsbeispiel zeichnet sich dadurch aus, dass eine Radialeinstelleinrichtung für die mindestens eine Messerplatte vorgesehen ist. Die Messerplatte kann also auf verschiedene Radien eingestellt werden, so dass das Werkzeug für die Bearbeitung von Rohrenden mit unterschiedlichen Durchmessern und/oder Wandstärken anpassbar ist.
Weiter wird ein Ausführungsbeispiel der Erfindung bevorzugt, das sich dadurch auszeichnet, dass die erste Schneide in der mindestens einen Messerplatte länger ist als die Breite der zu bearbeitenden Planfläche des Rohrendes. In Verbindung mit der Ra-dialeinstellvorrichtung können zwei Messerplatten so positioniert werden, dass in einem Arbeitsgang die Planfläche sowie die zwei Fasen des Rohrendes bearbeitet werden können. Die Planfläche wird dabei von beiden Messerplatten und die Fasen jeweils nur von einer Messerplatte bearbeitet. Hierzu kann eine der Messerplatten mittels der Radialeinstellvor-richtung auf einen größeren Radius eingestellt wer-den. Mit Radius wird das kürzeste Maß zwischen dem Mittelpunkt der Messerplatte und der Mittelachse des Werkzeugs bezeichnet. Je nach radialer Einstel-lung der zwei Messerplatten kann im Extremfall - wenn beide Messerplatten auf dem gleichen Radius liegen - eine Planfläche bearbeitet werden, die der Länge der ersten Schneide der Messerplatten ent-spricht. Im anderen Extremfall können die Radien der Messerplatten so unterschiedlich gewählt wer-den, dass zwischen der Innen- und der Außenfase keine Planfläche mehr verbleibt. Die Größe der Fa-sen ist also von der radialen Einstellung der Mes-
serplatten abhängig. Weiter kann so das Werkzeug auch auf Rohre mit verschiedenen Wandstärken einge-stellt werden.
Weitere Vorteile ergeben sich aus den übrigen Unteransprüchen.
Zur Lösung der der Erfindung zu Grunde liegenden Aufgabe wird außerdem eine Messerplatte vorgeschla-gen, die die in Anspruch 13 genannten Merkmale auf-weist und sich durch eine erste Schneide zur Bear-beitung und/oder Erzeugung der Planfläche des Rohrendes, eine zweite Schneide zur Erzeugung und/oder Bearbeitung einer sich an die Planfläche anschließenden Innenfase und eine dritte Schneide zur Erzeugung und/oder Bearbeitung einer weiteren sich an die Planfläche anschließenden Außenfase auszeichnet. Mit einer solchen Messerplatte kann in einem Arbeitsgang die Planfläche sowie die In-nen/Außenfase des Rohrendes bearbeitet und/oder er-zeugt werden. Es ist aber auch denkbar, nur die Planfläche oder eine der Fasen zu bearbeiten und/oder zu erzeugen. Schließlich kann die Messer-platte auch dazu eingesetzt werden, gleichzeitig die Planfläche und eine der beiden Fasen zu bear-beiten und/oder zu erzeugen. Es können also mit einer einzigen Ausgestaltung der Messerplatte drei verschiedene Arbeitsschritte an einem Rohrende durchgeführt werden. Diese Arbeitsschritte können entweder einzeln, parallel oder auch frei wählbar, teilweise einzeln oder parallel ausgeführt werden.
Bevorzugt wird ein Ausführungsbeispiel, das sich dadurch auszeichnet, dass die Messerplatte als Wen-
die Planfläche und eine der beiden Fasen zu bear-beiten und/oder zu erzeugen. Es können also mit einer einzigen Ausgestaltung der Messerplatte drei verschiedene Arbeitsschritte an einem Rohrende durchgeführt werden. Diese Arbeitsschritte können entweder einzeln, parallel oder auch frei wählbar, teilweise einzeln oder parallel ausgeführt werden.
Bevorzugt wird ein Ausführungsbeispiel, das sich dadurch auszeichnet, dass die Messerplatte als Wen-deplatte mit mehreren nutzbaren Schneidbereichen ausgebildet ist, die jeweils eine erste, zweite, dritte Schneide aufweisen. Je nach Ausgestaltung der Wendeplatte kann ein abgenutzter Schneidbereich - durch Drehen und/oder Wenden derselben - gegen einen Schneidbereich mit noch scharfen Schneiden gewechselt werden. Dies erhöht die Gesamtstandzeit der Messerplatte und damit die Wirtschaftlichkeit.
Die Erfindung wird im Folgenden anhand der Zeich-nung näher erläutert. Es zeigen:
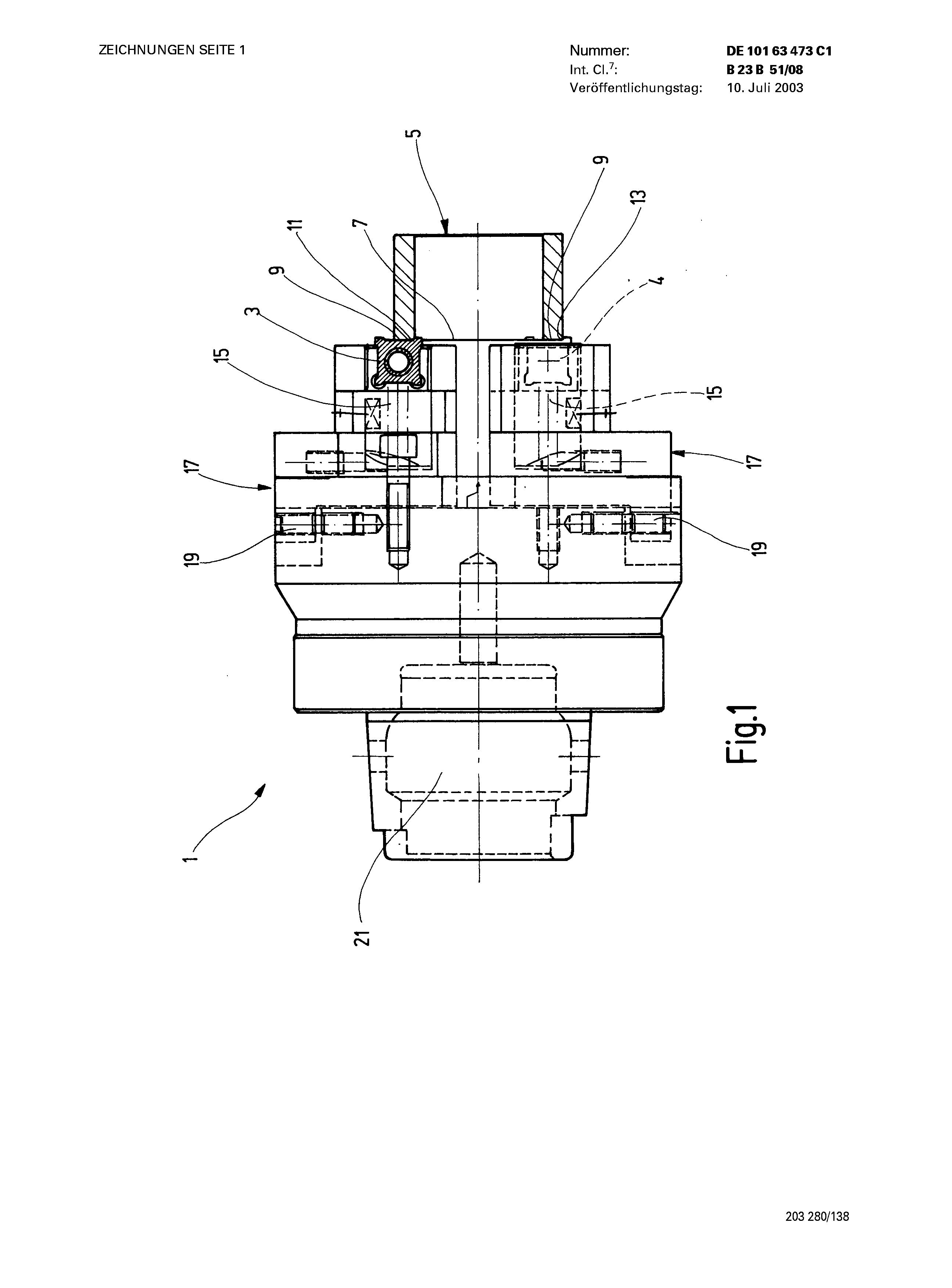
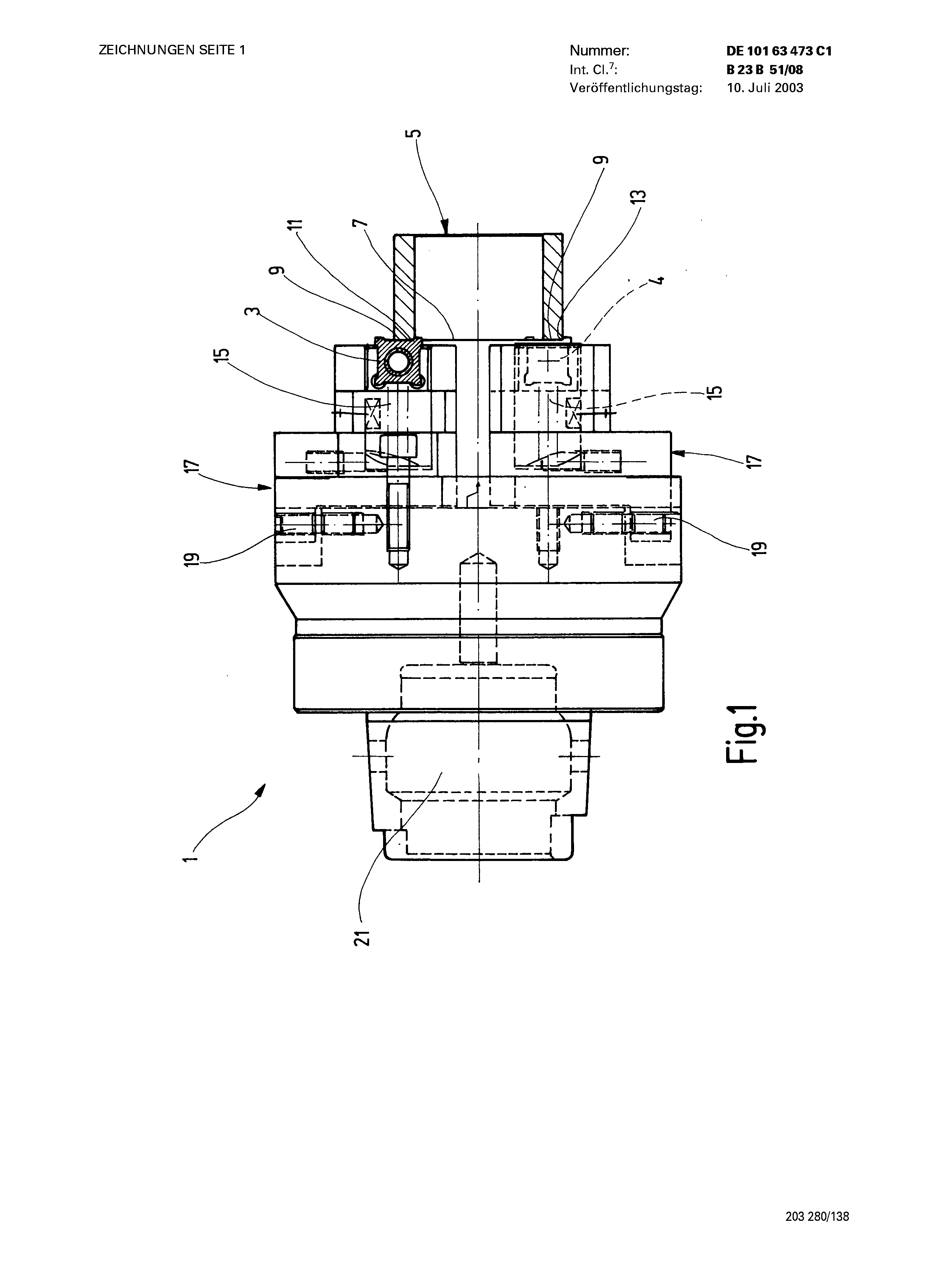
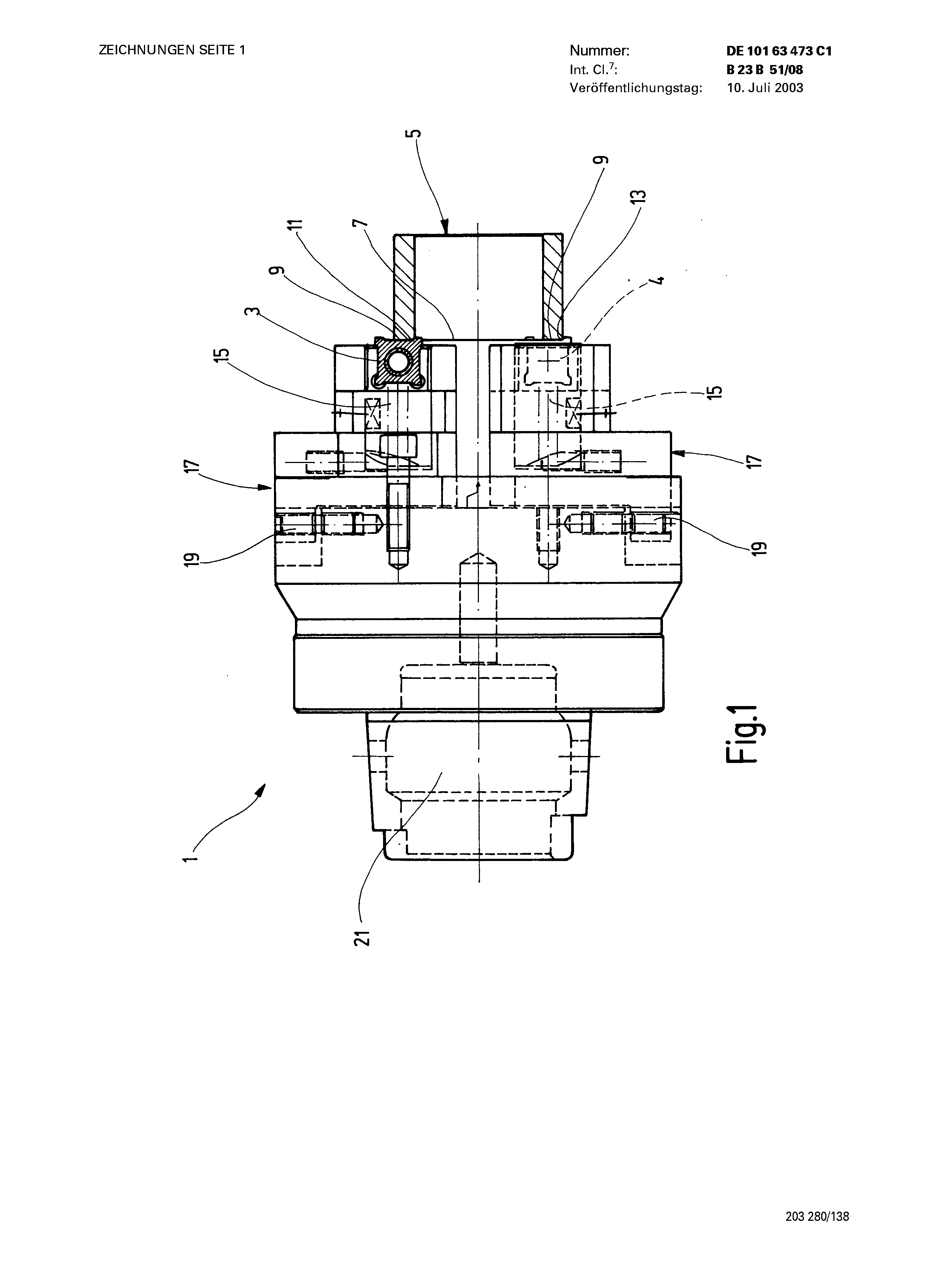
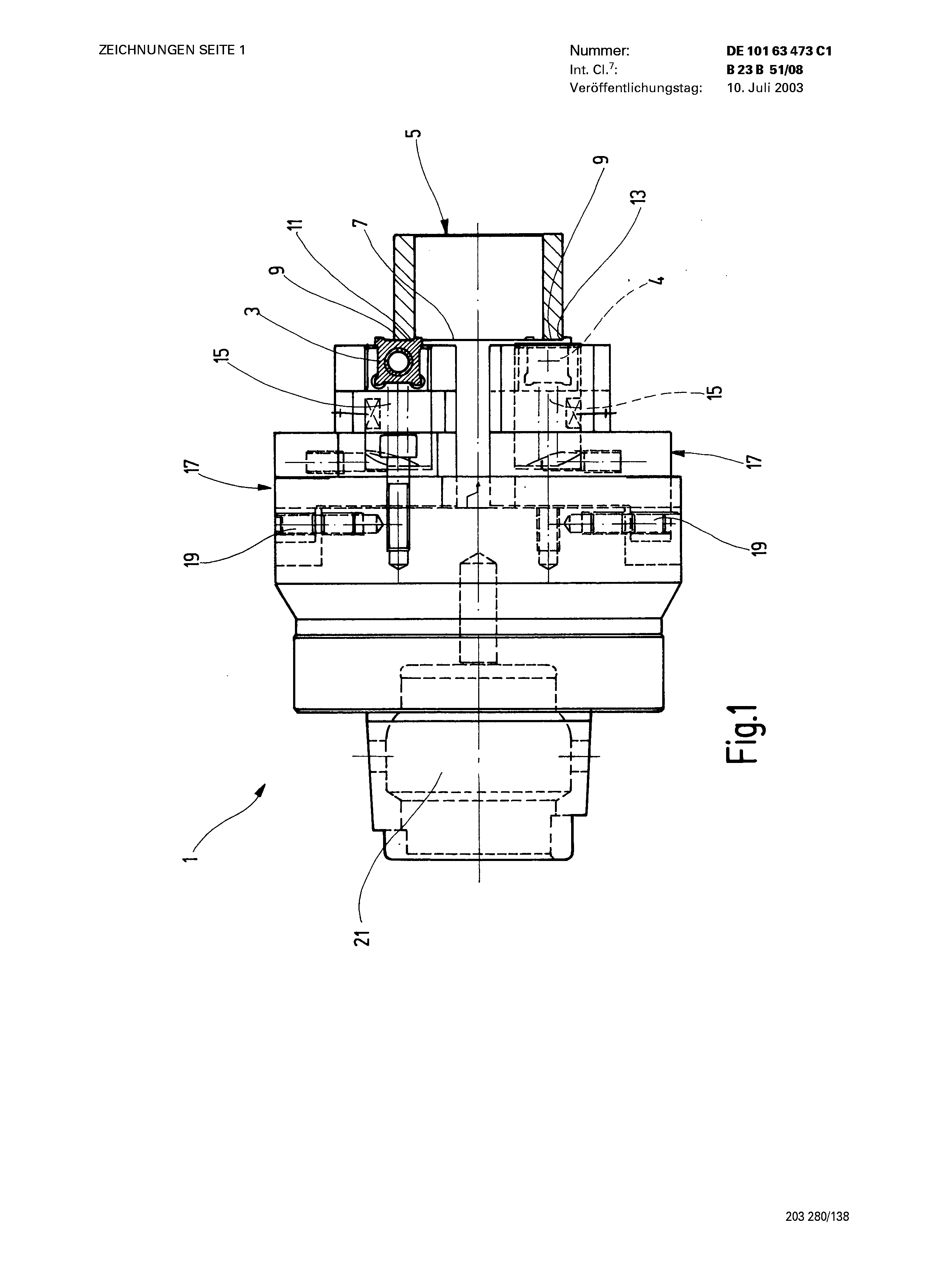
Fig. 1 eine Seitenansicht eines Werkzeugs mit zwei Messerplatten;
Fig. Vorderansichten des in Fig. 1 gezeigten 2 und 3 Werkzeugs mit beziehungsweise ohne einge-setzten Radialschlitten;
Fig. 4 eine Seitenansicht eines Schneideinsat-zes;
Fig. 5 eine separate Draufsicht eines der Ra-dialschlittens;
Fig. 6 einen schematischen Schnitt des Radial-schlittens mit dem in Fig. 4 gezeigten Schneideinsatz und
Fig. 7 bis 9 verschiedene Ansichten einer Messer-platte.
Fig. 1 zeigt ein Werkzeug 1 mit insgesamt zwei Messerplatten 3 , 4 . Diese sind identisch aufgebaut, können also untereinander ausgetauscht werden. Im Schnitt dargestellt ist ein röhrenförmiges Werk-stück 5 , das ein Rohrende 7 aufweist. Zu erkennen ist, dass die Messerplatten 3 , 4 eine Planfläche 9 des Rohrendes 7 bearbeiten und/oder erzeugen. Wei-ter werden in der hier dargestellten Position und Einstellung des Werkzeugs 1 gegenüber dem Werkstück 5 eine Innenfase 11 sowie eine Außenfase 13 erzeugt und/oder bearbeitet. Es ist zu erkennen, dass die erste Messerplatte 3 gleichzeitig die Innenfase 11 und die Planfläche 9 bearbeitet. Die zweite Messer-platte 4 hingegen bearbeitet gleichzeitig die Plan-fläche 9 und die Außenfase 13 .
Die Länge des röhrenförmigen Werkstücks 5 spielt für die Bearbeitung der Planfläche 9 sowie der Fa-sen 11 , 13 keine Rolle. So können die Enden von langen Rohren gleichermaßen wie ringförmige, bei-spielsweise an Aggregaten angebrachte, Ansätze be-arbeitet werden.
Zur Bearbeitung des Rohrendes 7 , also der Planflä-che 9 sowie der Fasen 11 , 13 werden das Werkzeug 1 und das Werkstück 5 relativ zueinander in Rotation versetzt. Dabei kann entweder das Werkzeug 1 oder
das Werkstück 5 stillstehen. Weiter werden das Werkzeug 1 und das Werkstück 5 aufeinander zube-wegt, und zwar so weit bis die Planfläche 9 und die Fasen 11 , 13 vollständig erzeugt und/oder bearbei-tet sind. Hierzu kann das Werkstück stillstehen und das Werkzeug in Vorschubrichtung auf das Werkstück 5 zubewegt werden oder umgekehrt. Unter Vorschub-richtung wird die Bewegung des Werkzeugs 1 entlang seiner Längsachse auf das Werkstück zu verstanden, also hier in Orientierung der Fig. 1 gesehen von links nach rechts. Sobald die Planfläche 9 und die Fasen 11 , 13 vollständig bearbeitet sind, kann die Vorschubbewegung angehalten werden und das Werkzeug 1 entgegen der Vorschubrichtung wieder von dem Werkstück 5 getrennt werden. Eine weitere Vorschub-bewegung des Werkzeugs 1 würde lediglich einen hö-heren Materialabtrag am Werkstück 5 verursachen, jedoch keine Verbesserung der Planfläche 9 sowie der Fasen 11 , 13 bewirken.
Weiter weist das Werkzeug 1 hier pro Messerplatte 3 , 4 eine Axialeinstellvorrichtung 15 auf, an der die Messerplatten 3 , 4 fixiert sind. Es ist denk-bar, nur an einer der Messerplatten 3 , 4 eine sol-che vorzusehen. Die Fixierung der Messerplatten 3 , 4 kann auf geeignete Art und Weise, beispielsweise durch Verspannen, Löten, Kleben, einstückig oder auch direkt am Grundkörper des Werkzeugs 1 erfol-gen. Über die Axialeinstellvorrichtung 15 können die Messerplatten 3 , 4 justiert werden, so dass die Messerplatten 3 , 4 axial auf einer Ebene - die senk-recht zur Mittelachse des Werkzeugs 1 steht - liegen und so mit dem Rohrende des Werkstücks 5 in Ein-griff gebracht werden können. So kann eine Schnitt-
aufteilung und damit eine Mehrschneidigkeit des Werkzeugs 1 erreicht werden. Mithin trägt dies zur Steigerung der Standzeit der Messerplatten 3 , 4 bei.
Weiter weist das Werkzeug 1 hier pro Messerplatte 3 , 4 je eine Radialeinstellvorrichtung 17 mit je-weils einer Radialeinstellschraube 19 auf. Es ist denkbar, nur an einer Messerplatte 3 , 4 eine solche vorzusehen. Mit Hilfe der Radialeinstellvorrichtun-gen 17 können die Messerplatten 3 , 4 auf unter-schiedliche Radien eingestellt werden. Es ist zu erkennen, dass die Messerplatte 4 auf einen kleine-ren Radius eingestellt ist, als die Messerplatte 3 . So ist gewährleistet, dass die Messerplatte 4 , die radial weiter innen liegt, die Außenfase 13 und die Messerplatte 3 die Innenfase 11 bearbeiten können.
Die Messerplatten 3 , 4 können also über die Radial-einstellvorrichtung 17 auf beliebige Radien einge-stellt werden. So ergeben sich vielfältige Einsatz-möglichkeiten des Werkzeugs 1 . Abhängig von den un-terschiedlichen Rohrdurchmessern und Wandstärken sowie dem Ziel der Bearbeitung des Rohrendes 7 des Werkstücks 5 und den Vorschubweg ergeben sich fol-gende Einstell-/Bearbeitungsmöglichkeiten:Gleicher Radius
In dieser Einstellung ist es möglich, mit beiden Messerplatten wahlweise nur die Planfläche 9 oder eine der Fasen 11 , 13 zu bearbeiten.
Weiter können die Messerplatten 3 , 4 so eingestellt werden, dass gleichzeitig die Planfläche 9 und eine der Fasen 11 , 13 bearbeitet werden.
In einer dritten Betriebsart, bei der die Wandstär-ke des Werkstücks 5 der wirksamen Schneidenbreite der Messerplatten 3 , 4 entspricht, werden gleich-zeitig die Planfläche 9 sowie die Fasen 11 , 13 be-arbeitet.
Bei der ersten und dritten Betriebsart könnte sogar auf eine der Messerplatten 3 , 4 verzichtet werden. In diesem Fall muss also nur eine der Messerplatten 3 , 4 relativ zum Werkstück 5 ausgerichtet werden.Unterschiedliche Radien
Diese Einstellung ist sinnvollerweise dann vorzu-nehmen, wenn die Wandstärke des Werkstücks 5 klei-ner ist als die wirksame Schneidenbreite der Mes-serplatten 3 , 4 und dennoch die Planfläche 9 sowie die Fasen 11 , 13 gleichzeitig in einem Arbeitsgang bearbeitet werden sollen. Diese Betriebsart ent-spricht der in Fig. 1 dargestellten Einstellung des Werkzeugs 1 . Die Radien der Messerplatten 3 , 4 können von Zeit zu Zeit verändert werden, um eine gleichmäßigere Abnutzung der Messerplatten 3 , 4 zu erreichen. Die Messerplatte mit dem größeren Radius wird also auf den kleineren Radius eingestellt und umgekehrt.
Weiter kann diese Einstellung sinnvoll sein, um eine gleichmäßigere Abnutzung der Messerplatten 3 , 4 zu erzielen, wenn nur die Planfläche 9 von
Werkstücken 5 mit sehr kleinen Wandstärken bearbei-tet werden soll.
Das in Fig. 1 dargestellte Werkzeug 1 kann, um in Rotation versetzt zu werden, über einen Hohlschaft-kegel 21 mit einer Werkzeugmaschine verbunden wer-den.
Die Fig. 2 und 3 zeigen eine Vorderansicht des in Fig. 1 dargestellten Werkzeugs. Gleiche Teile sind mit gleichen Bezugsziffern versehen, so dass insofern auf die Beschreibung zu Fig. 1 verwiesen wird.
Fig. 3 zeigt zwei Radialschlitten 23 , die Teil der Radialeinstellvorrichtung 17 sind. Die Radial-schlitten 13 sind in zwei in Fig. 2 sichtbaren Führungsnuten 25 radial verschiebbar gelagert.
In Fig. 2 ist zu erkennen, dass das Werkzeug zwei Führungsbolzen 27 sowie vier Gewindebohrungen 29 für in Fig. 3 dargestellte Klemmschrauben 31 auf-weist.
Die in Fig. 3 dargestellten Radialschlitten 23 weisen Langlöcher 33 , 35 auf. Diese dienen zur Auf-nahme der Klemmschrauben 31 beziehungsweise der Führungsbolzen 27 , an denen die Radialschlitten 23 zusätzlich zur Führungsnut 25 geführt werden. Außer zur Führung des Radialschlittens 23 dienen die Klemmschrauben 31 in den Langlöchern 33 zur radia-len Fixierung der Radialschlitten 23 der Radialein-stellvorrichtung 17 . Die Fig. 2 und 3 lassen er-kennen, dass die Radialeinstelleinrichtungen 17 Ge-windebohrungen 37 und 39 aufweisen, in die die Ra-
dial-Einstellschraube 19 - beispielsweise eine Dif-ferentialschraube - eingebracht werden kann. Über diese kann die radiale Justierung der Radialschlit-ten 23 und damit der Messerplatten 3 , 4 erfolgen. Nach erfolgter Einstellung der gewünschten Radien können die Klemmschrauben 31 angezogen und somit die Messerplatten 3 , 4 im gewünschten Radius fi-xiert werden.
In unmittelbarer Nähe des Schneidbereichs der Mes-serplatten 3 , 4 sind Kühlmittelauslässe 41 zu er-kennen. Über diese können die Messerplatten 3 , 4 sowie die Bearbeitungsstelle mit Kühl- und/oder Schmier- und/oder Spülmittel beaufschlagt werden.
Ferner ist zu erkennen, dass die Führungsnuten 25 einen Winkel abweichend von 180º zueinander einneh-men. Dies bedeutet, dass die Messeplatten 3 , 4 nicht diametral gegenüberliegend an dem Werkzeug 1 angeordnet sind, was dazu beitragen kann, die Schwingungsneigung beim Betrieb des Werkzeugs 1 zu reduzieren.
Fig. 4 zeigt eine Seitenansicht eines Schneidein-satzes 43 , der ein Teil der Axialeinstellvorrich-tung 15 ist.
An dem Schneideinsatz 43 ist auf geeignete Art und Weise die Messerplatte 3 fixiert. Es ist denkbar, die Messerplatte 3 und den Schneideinsatz 43 einstückig auszuführen.
Der Schneideinsatz 43 , der hier auch als Schneiden-halter dient, weist eine Klemmfläche 45 auf, gegen die eine hier nicht dargestellte Klemmschraube ver-
spannt werden kann. Die Grundform des Schneidein-satzes 43 ist zylindrisch und ist in einer entspre-chenden hohlzylindrischen Ausnehmung axial ver-schiebbar einbringbar.
Denkbar sind aber auch andere geeignete Grundfor-men, beispielsweise kubische oder dreieckige. Denk-bar ist es auch, Führungshilfen vorzusehen, die den Schneideinsatz 43 gegen versentliches Verdrehen in der Ausnehmung des Werkzeugs 1 sichern. Zum Wechsel der Messerplatte 3 kann also der gesamte Schneid-einsatz 43 aus dem Werkzeug 1 entnommen werden.
Im fixierten Zustand befindet sich dieser in der zylindrischen Ausnehmung des Radialschlittens 23 und ist mittels der hier nicht dargestellten Klemm-schraube, die gegen die Klemmfläche 45 drückt, mit der Zylinderinnenwand des Werkzeugs 1 verspannt. Die Klemmschraube weist ein flächiges Ende auf, das mit der Klemmfläche 45 zusammenwirkt. So ist ein versehentliches Fixieren des Schneideinsatzes 43 in einer verdrehten Position praktisch ausgeschlossen, wodurch die Messerplatten 3 , 4 immer exakt zum Werkstück 5 ausgerichtet sind.
Durch zwei strichpunktierte Linien sind Kühlmittel-kanäle 47 angedeutet, die in die hier nicht sicht-baren Kühlmittelauslässe 41 münden.
An der Rückseite des Schneideinsatzes 43 ist eine Stellfläche 51 angebracht, die mit einem hier nicht dargestellten Verstellkeil zusammenwirken kann. Außerdem ist eine Fase 53 angebracht, die entlang einer hier senkrecht zur Bildebene verlaufenden
kreisabschnittsförmigen Planfläche des Einsatzes 43 verläuft. Diese Fase 53 erleichtert das Einführen des Schneideinsatzes 43 in die zylindrische Ausneh-mung des Radialschlittens 23 .
Fig. 5 zeigt den in Fig. 3 dargestellten Radial-schlitten 23 . Gleiche Teile sind mit gleichen Be-zugsziffern versehen, so dass insofern auf die vo-rangehenden Figuren verwiesen wird.
Der Radialschlitten 23 ist Teil der Radialeinstell-vorrichtung 17 . Gestrichelt eingezeichnet ist eine Führungsrippe 55 , die in der Führungsnut 25 ver-schiebbar lagerbar ist. Die Führungsrippe 55 ver-läuft in der Darstellung gemäß Fig. 5 auf der Rückseite des Radialschlittens 23 und weist im Be-reich der Gewindebohrung 39 eine hier ebenfalls ge-strichelt angedeutete Stufe 57 auf, bildet also einen Absatz 59 . Die Gewindebohrung 39 verläuft vollständig in dem Absatz 59 . Die Führungsnut 25 weist an ihrem radial nach außen zeigenden Ende eine entsprechende Ausnehmung auf, in die die Ge-windebohrung 37 mündet. Im montierten Zustand des Radialschlittens 23 , also wenn sich die Führungs-rippe 55 und der Absatz 59 in der Führungsnut 25 und der entsprechenden Ausnehmung befinden, kann in die Gewindebohrungen 39 und 37 eine Radial-Einstellschraube 19 eingebracht werden, über die die radiale Lage des Radialschlittens 23 justiert werden kann. Nach erfolgter Justierung der radialen Lage des Radialschlittens und damit auch der Mes-serplatte 3 wird dieser mittels der hier nicht dar-gestellten Klemmschrauben 31 an den Langlöchern 33 fixiert.
Außerdem dargestellt sind ein Gewindestift 61 und ein Verstellteil 63 , in die eine Gewindebohrung 65 eingebracht und die Teil der Axialeinstellvorrich-tung 15 sind. Der Verstellteil 63 weist eine Keil-fläche 67 auf, die mit der Stellfläche 51 des Schneideinsatzes 43 zusammenwirken kann. Dabei wir-ken die Flächen 67 und 51 so zusammen, dass wenn der Gewindestift 61 in die Gewindebohrung 65 einge-dreht wird sich der Schneideinsatz in der zylindri-schen Ausnehmung 68 des Radialschlittens 23 nach vorne in Vorschubrichtung bewegt. So kann auf ein-fache Art und Weise durch Betätigen des Gewinde-stifts 61 die Messerplatte 3 in axialer Richtung justiert werden. Sobald die Justierung abgeschlos-sen ist, kann der Schneideinsatz 43 mittels der Klemmschraube und der Klemmfläche 45 im Werkzeug 1 sicher fixiert werden.
Fig. 6 zeigt eine schematisierte Schnittdarstel-lung des Radialschlittens 23 . Zur Vereinfachung der Darstellung sind verschiedene Elemente in die Bild-ebene gedreht. Gleiche Teile sind mit gleichen Be-zugsziffern versehen, so dass insofern auf die Be-schreibung der vorangehenden Figuren verwiesen wird.
Zu erkennen ist die zylindrische Ausnehmung 68 , in die der im Wesentlichen zylindrische Schneideinsatz 43 eingebracht ist. Sichtbar ist eine Gewindeboh-rung 69 , in die die bereits beschriebene, nicht dargestellte, entgegen die Klemmfläche 45 drückende Klemmschraube einbringbar ist. Die Gewindebohrung 69 ist leicht gegen die zur Mittelachse des Schneideinsatzes 43 senkrecht stehende Ebene radial
nach außen in Vorschubrichtung geneigt. Dies be-wirkt, dass sich die Klemmkräfte der Klemmschraube in eine in der Ebene liegende Komponente und in eine entgegen der Vorschubrichtung wirkende auftei-len. Die entgegen der Vorschubrichtung wirkende Kraftkomponente drückt also den Schneideinsatz 43 entgegen der Vorschubrichtung in die zylindrische Ausnehmung 68 des Radialschlittens 23 hinein. Dies wird letztlich dazu ausgenützt, dass die Keilfläche 67 des Verstellteils 63 und die Stellfläche 51 ge-geneinandergepresst werden. Mithin ist also gewähr-leistet, dass eine bereits über den Gewindestift 61 erfolgte axiale Justierung nicht durch die Klemm-kräfte verändert wird.
Die Fig. 7 bis 9 zeigen verschiedene Detailan-sichten einer der Messerplatten 3 , 4 . Fig. 7 zeig t eine Seitenansicht, Fig. 8 zeigt eine Draufsicht und Fig. 9 zeigt eine perspektivische Darstellung einer der Messerplatten 3 , 4 . Bei Details, die in den Fig. 7 bis 9 gleichermaßen dargestellt sind, wird auf diese gleichzeitig Bezug genommen. Verein-fachend wird nun auf die Messerplatte 3 Bezug ge-nommen, so dass das Gesagte auch für die Messer-platte 4 gilt.
Die in den Fig. 7 bis 9 dargestellte Messer-platte 3 ist in einem Winkel von 90º drehsymme-trisch. Die Beschreibung erfolgt nur für einen Aus-schnitt von 90º der Messerplatte 3 , die gleicherma-ßen für die weiteren drei drehsymmetrischen Aus-schnitte gilt.
Die Messerplatte 3 ist als Wende- beziehungsweise Wechselplatte ausgeführt und weist eine zentrische Senkung 71 auf, in die eine Befestigungsschraube einbringbar ist. Die Messerplatte 3 weist insgesamt vier Schneidbereiche 73 auf. Wenn einer dieser Schneidbereiche 73 abgenutzt ist, kann ein weite-rer, noch scharfer Schneidbereich 73 durch eine einfache Drehung der Messerplatte 3 um 90º um die zentrische Senkung 71 so positioniert werden, dass dieser das Werkstück 5 bearbeitet. Jeder der Schneidbereiche 73 weist insgesamt drei Schneiden 75 , 77 , 79 auf. Die Schneiden 75 , 77 sowie die Schneiden 75 , 79 grenzen unmittelbar aneinander an und nehmen einen Winkel zueinander ein.
In Fig. 7 ist ein Pfeil 81 dargestellt, der die Bearbeitungsrichtung angibt. Unter Bearbeitungs-richtung versteht sich die Richtung, entlang der die Messerplatte 3 relativ zur Bearbeitungsfläche des Werkstücks 5 geführt wird.
In Fig. 8 ist durch einen Pfeil 83 beispielhaft eine von vier möglichen Vorschubrichtungen der Mes-serplatte 3 angegeben.
In Fig. 8 ist zu erkennen, dass die erste Schneide 75 , die zur Bearbeitung der Planfläche 9 des Roh-rendes 7 dient, senkrecht zur Bearbeitungs- und Vorschubrichtung steht. Die Schneiden 77 , 79 stehen in einem Winkel zur Schneide 75 , der den Winkel der Fasen 11 , 13 festlegt. Hierzu stehen die Schneiden in einem Winkel zu einer gedachten, senkrecht zur Vorschubrichtung stehenden Ebene, der dem Winkel der Fasen 11 , 13 entspricht.
Aus Fig. 7 ist zu entnehmen, dass die Schneiden 77 , 79 zusätzlich um einen Winkel zu einer gedach-ten, senkrecht zur Bearbeitungsrichtung stehenden Ebene - die der Bildebene der Fig. 8 entspricht - verkippt werden können, so dass diese einen Schäl-schnitt an den Fasen 11 , 13 ausführen.
Zu erkennen ist, dass die Messerplatte 3 sich ent-gegen der Bearbeitungsrichtung verjüngt. Jede der Schneiden 75 , 77 , 79 ist also hinterschliffen. Dies zeigt sich an den Flächen 85 , 87 , 89 , die jeweils an eine der Schneiden 75 , 77 , 79 angrenzen und die entgegen der Bearbeitungsrichtung leicht zur Mit-telachse - die in Fig. 7 durch eine strichpunktier-te Linie 91 angedeutet ist - der Messerplatte 3 hin geneigt sind.
Die Schneiden 75 , 77 , 79 können in Verbindung mit den Axial-/Radialeinstellvorrichtungen 15 , 17 des Werkzeugs 1 auf verschiedenste Weise eingesetzt werden. So ist denkbar, bei einem Werkstück, dessen Wandstärke kleiner ist als die Länge der ersten Schneide 75 , nur eine Planfläche 9 zu erzeugen und/oder zu bearbeiten. Wird bei einem solchen Werkstück 5 die Messerplatte 3 entsprechend radial verstellt, so kommt auch eine der Schneiden 77 , 79 mit diesem in Eingriff, so dass entweder eine In-nenfase 11 oder eine Außenfase 13 bearbeitet oder erzeugt wird.
Wenn zwei oder mehrere Messerplatten 3 , 4 verwendet werden, kann also beispielsweise die Messerplatte 3 zur Bearbeitung der Planfläche 9 sowie der Innenfa-se 11 und die Messerplatte 4 zur Bearbeitung der
Planfläche 9 sowie der Außenfase 13 eingesetzt wer-den. Eine weitere Einsatzmöglichkeit ergibt sich, wenn die Messerplatte 3 so justiert wird, dass eine der Schneiden 77 , 79 mit einer der Fasen 11 , 13 des Rohrendes 7 in Eingriff kommt und gleichzeitig der Vorschub des Werkzeugs 1 so begrenzt wird, dass die erste Schneide 75 nicht mit der Planfläche 9 des Rohrendes 7 in Eingriff kommt. Für diesen Fall ist es möglich, nur eine der Fasen 11 , 13 zu erzeugen und/oder zu bearbeiten.
Ferner ist es möglich, die Wandstärke des Werk-stücks 5 größer zu wählen, als die Breite der ers-ten Schneide 75 , jedoch nicht weiter als die wirk-same Breite des Schneidbereichs 73 . In diesem Fall können mit nur einer Messerplatte 3 in einem Ar-beitsgang sowohl die Planfläche 9 als auch die Fa-sen 11 , 13 an dem Rohrende 7 des Werkstücks 5 er-zeugt und/oder bearbeitet werden. Bei einer Begren-zung des Vorschubs ist es auch möglich, nur die Fa-sen 11 , 13 zu erzeugen und/oder zu bearbeiten.
Ferner ist es denkbar, die Winkel, die die Schnei-den 77 , 79 zur Schneide 75 einnehmen, unterschied-lich auszulegen. Dies hat zur Folge, dass an dem Rohrende 7 Fasen mit unterschiedlichen Fasenwinkeln realisierbar sind.
Möglich ist es auch, dass die Messerplatten 3 , 4 direkt, insbesondere mit dem Grundkörper des Werk-zeugs 1 , mit dem Werkzeug 1 verspannt, bevorzugt mit einer Spannpratze, oder verschraubt oder gelö-tet oder auf andere geeignete Art und Weise verbun-den sind. Insbesondere bei kleinen Rohrdurchmes-
sern, vorzugsweise kleiner 6 mm, können die Schnei-den 75 , 77 , 79 einstückig mit dem Werkzeug 1 ausge-führt sein. Dabei ist vorteilhaft, dass die Messer-platten 3 , 4 und damit auch deren Fixierung entfal-len können.
Schließlich ist es denkbar, die Messerplatte 3 in einer beliebigen polygonen Form auszuführen. Es können also an der Messerplatte 3 eine beliebige Anzahl von Schneidbereichen 73 vorgesehen sein. Ein Wechsel des aktiven Schneidbereichs 73 erfolgt dann durch Drehung der Messerplatte 3 um den entspre-chenden Polygonwinkel.
1. Werkzeug zur spanabtragenden Bearbeitung von Rohrenden, mit mindestens einer wenigstens eine Schneide aufweisenden Messerplatte, die auf geeig-nete Weise am Werkzeug fixiert ist, dadurch gekenn-zeichnet , dass zwei Messerplatten (3 , 4 ) vorgesehen sind, die so am Werkzeug fixiert sind, dass die erste Schneide (75 ) der ersten und zweiten Messer-platte (3 , 4 ) der Bearbeitung und/oder Erzeugung ei-ner Planfläche (9 ) des Rohrendes (7 ) dienen, die zweite Schneide (77 ) der ersten Messerplatte der Erzeugung und/oder Bearbeitung einer sich an die Planfläche (9 ) anschließenden Innenfase (11 ) und eine dritte Schneide (79 ) der zweiten Messerplatte (4 ) der Erzeugung und/oder Bearbeitung einer weite-ren sich an die Planfläche anschließenden Außenfase (13 ).
2. Werkzeug nach Anspruch 1, dadurch gekennzeich-net, dass die Messerplatten (3 , 4 ) so angeordnet sind, dass die Planfläche (9 ) und die daran angren-zenden Fasen (11 , 13 ) von den mindestens zwei Mes-serplatten (3 , 4 ) in einem Arbeitsgang erzeugt be-ziehungsweise bearbeitet werden.
3. Werkzeug nach einem der vorhergehenden Ansprü-che, dadurch gekennzeichnet, dass die mindestens zwei Messerplatten (3 , 4 ) nicht diametral gegenüber-anliegend angeordnet sind.
4. Werkzeug nach einem der vorhergehenden Ansprü-che, gekennzeichnet durch eine Radialeinstellvor-richtung (17 ) für die mindestens eine Messerplatte (3 , 4 ).
5. Werkzeug nach einem der vorhergehenden Ansprü-che, gekennzeichnet durch eine Axialeinstellvor-richtung (15 ) für die mindestens eine Messerplatte (3 , 4 ).
6. Werkzeug nach einem der vorhergehenden Ansprü-che, dadurch gekennzeichnet, dass die mindestens zwei Messerplatten (3 , 4 ) zur Bearbeitung und/oder Erzeugung der Planfläche (9 ), sowie der Fasen (11 , 13 ) in einem Arbeitsgang identisch aufgebaut sind.
7. Werkzeug nach einem der vorhergehenden Ansprü-che, dadurch gekennzeichnet, dass pro Messerplatte (3 , 4 ) eine Radialeinstellvorrichtung (17 ) vorgese-hen ist.
8. Werkzeug nach einem der Ansprü-che 4 oder 7, dadurch gekennzeichnet, dass die Radialein-stellvorrichtung (17 ) einen Radialschlitten (23 ) aufweist.
9. Werkzeug nach einem der vorhergehenden Ansprü-che, dadurch gekennzeichnet, dass pro Messerplatte (3 , 4 ) eine Axialeinstellvorrichtung (15 ) vorgesehen ist.
10. Werkzeug nach einem der Ansprü-che 5 oder 9, dadurch gekennzeichnet, dass die Axialein-stellvorrichtung (15 ) eine Axialeinstellschraube,
einen Verstellteil (63 ) und eine Klemmfläche (45 ) aufweist.
11. Werkzeug nach einem der vorhergehenden Ansprü-che, dadurch gekennzeichnet, dass das Werkzeug (1 ) einen Schneideinsatz (43 ) für die mindestens eine Messerplatte (3 , 4 ) aufweist.
12. Werkzeug nach einem der vorhergehenden Ansprü-che, dadurch gekennzeichnet, dass die mindestens eine Messerplatte (3 , 4 ) direkt mit dem Werkzeug (1 ) verbunden, vorzugsweise verspannt, insbesondere mit einer Spannpratze, oder verschraubt oder verlötet ist, oder dass das Werkzeug (1 ) die mindestens eine Schneide (75 , 77 , 79 ) aufweist.
13. Messerplatte für ein Werkzeug zur Bearbeitung eines Rohrendes, insbesondere für ein Werkzeug nach einem der vorhergehenden Ansprüche, gekennzeichnet durch eine erste Schneide (75 ) zur Bearbeitung und/oder Erzeugung einer Planfläche (9 ) des Rohren-des (7 ), eine zweite Schneide (77 ) zur Erzeugung und/oder Bearbeitung einer an die Planfläche (9 ) anschließenden Innenfase (11 ) und eine dritte Schneide (79 ) zur Erzeugung und/oder Bearbeitung einer weiteren an die Planfläche anschließenden Außenfase (13 ) aufweist.
14. Messerplatte nach Anspruch 13, dadurch gekenn-zeichnet, dass die erste Schneide (75 ) einen Winkel mit der zweiten Schneide (77 ) einnimmt, der dem Winkel der zu bearbeitenden Innenfase (11 ) und/oder Außenfase (13 ) zur Planfläche (9 ) entspricht, und dass die erste Schneide (75 ) einen Winkel mit der
dritten Schneide (79 ) einnimmt, der dem Winkel der zu bearbeitenden Innenfase (11 ) und/oder Außenfase (13 ) zur Planfläche (9 ) entspricht.
15. Messerplatte nach Anspruch 13 oder 14, dadurch gekennzeichnet, dass diese als Wendeplatte mit meh-reren nutzbaren Schneidbereichen (73 ) ausgebildet ist, die jeweils die Schneidkanten (75 , 77 , 79 ) auf-weisen.
16. Messerplatte nach einem der Ansprüche 13 bis 15, dadurch gekennzeichnet, dass diese als Wechsel-platte ausgeführt ist, im Wesentlichen quadratisch ausgebildet ist und insgesamt vier nutzbare Schneidbereiche (73 ) aufweist.
17. Messerplatte nach einem der Ansprüche 13 bis 16, dadurch gekennzeichnet, dass die erste Schneide (75 ) länger ist als die Breite der zu bearbeitenden Planfläche (9 ) des Rohrendes (7 ) des Werkstücks (5 ).