MANUFACTURING METHOD FOR POWDER OF CERAMIC BEAD USING MECHANOCHEMICAL MILLING AND CERAMIC BEAD
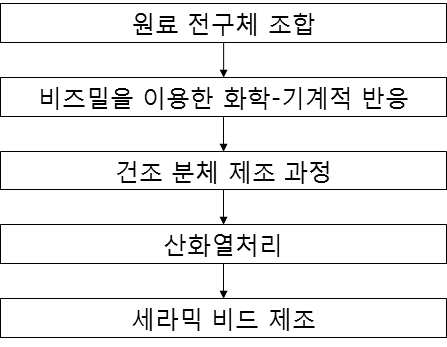
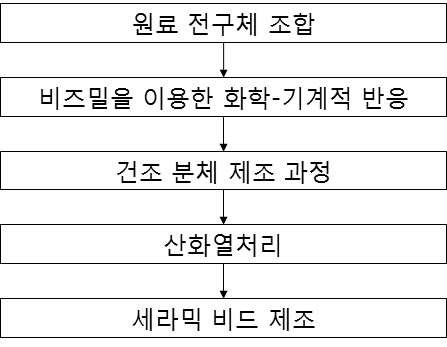
The present invention refers to a chemical milling using ceramic bead powder manufacturing method relates to search - machine, a nano-scale component uniformity is provided by combining a chemical milling process precursor raw materials for ceramic bead powder mixing machine - inducing the synthesis raw material manufacturing method are disclosed. Zirconia (ZrO2 ) Is high refractory, chemical stability and high strength and toughness refractory, engineering ceramics and wear-resistant ceramic and can be used, in combination with other oxides etc. electronic ceramic problematic high electrical conductivity at elevated temperatures. Zirconia high strength and wear resistance characteristics of ceramic beads (bead) is for use in a particulate of coffee dispersion, high density, high strength, hard, in the presence of a highly abrasion-resistant and size distribution is important to ensure that disclosed. The zirconia various phase change temperature volume change and shear deformation involving reflected on the mechanical properties, the oxidizing double knife hour oh (CaO), magnesia (MgO) or yttria (Y2 O3 ) Appropriately by adding a stabilized zirconia stabilizing phase transition are disclosed. Ceria stabilized zirconia (ceria stabilized zirconia bead) is hard and abrasion resistance as well as density and high viscous grinding dispersion paint such as ink has high efficiency of the pipe. Of the existing method zirconia ceramic bead dry include mold manufacturing method, tumbling manufacturing method, such as the ends of the slurry manufacturing method and melting manufacturing method, for use in most of the starting material is ZrO method2, Y2 O3, CeO2 Since the starting oxide powder such as oxide powder particle size of relatively non-uniform wear characteristics and the pin is selected from the group consisting of bead door number point. The zirconia-based and cerium oxide based sintered bead relates to patent document 1, the starting material is ZrO slurry manufacturing method as the gelling system2 And CeO2 Etc. used oxide powder. The present invention refers to a nano-scale component uniformity ceramic bead powder precursor raw materials for chemical milling process by combining machine - inducing mixing synthesis raw material manufacturing method number [...] a broadcast receiver. If the number of said raw material for the present invention according to the manufacturing method and ceramic beads, 65 - 85 wt % [...] zirconia precursor, 1 - 10 wt % positive number ratio of 10 - 30 wt % ceria precursor and addition number precursor high voltage be through the compounding step; said step - [...] ceramic bead filled with chemically milling machine; milled slurry drying and drying powder synthesized 500 °C or more heat treatment including obtaining a powder characterized. The present invention according to raw material as in the embodiment of manufacturing method other ceramic beads, [...] precursor 40 - 80 wt % zirconia, ceria and yttria and addition number 1 - 5 wt % high voltage positive number ratio of 1 - 20 wt % precursor precursor 1 - 40 wt % precursor be through the one or more ingredients that; said step - [...] ceramic bead filled with chemically milling machine; milled slurry drying and drying powder synthesized 500 °C or more heat treatment including obtaining a powder characterized. Said zirconia precursor is Zr (CH2 COO)2 , ZrO (NO3 )2 , (ZrOCl2 It 8H2 O), Zr (OH)4 It xH2 O, ZrSO4 It 4H2 O, ZrO2 P-like2 O5, Zr (CH3 - CH2 COO)2 A combination of one or more powders selected from 2 characterized. Said ceria precursor is Ce (CH3 CO2 )3 , Ce2 (CO3 )3 , Ce (ClO3 )2 , CeH3 , CeH2. 69 A combination of one or more powders selected from 2 characterized. Said yttria precursors (OH) Y3 , YCl3 , YCl3 6H-like2 O, YF3 A combination of one or more powders selected from 2 characterized. 1 - Step of chemically milling machine. 0 Mm hereinafter using beads of particle size, 50 °C or more at a temperature of 12 m/s or more the ring gear adapted to exhibit, acid or by adding a basic substance to increase the activity of the surface of the powder characterized. Slurry drying granules to form a powder spray dry method characterized. In the embodiment of the present invention as another, raw material powder manufacturing method number prepared by the ceramic beads using ceramic beads, ceramic beads and calcining the ceramic beads number bath including a tumbling process characterized. The present invention refers to a nano-scale component uniformity by number [...] ceramic bead powder, bead density, hardness and reduce high-quality ceramic beads can be number of difference between high pressure liquid coolant. The present invention also to Figure 1 shows a flow of manufacturing method are disclosed. Figure 2 the present invention according to ceramic bead electron microscope photograph tissue are disclosed. Hereinafter, with reference to a drawing in the embodiment of the present invention embodiment for specific through a browser substrate. One of the present invention in the embodiment of the invention exemplified in the embodiment to explain is defined rights range without, in an illustrated drawing of the invention shown enlarged for clarity only the core building and not interpreted since drawing additional decompressors are not limited. Figure 1 shows a flow of manufacturing method of the present invention according to ceramic beads are disclosed. 1. Preparation of precursor raw materials Zirconia (ZrO2 ) Number can be as a high pressure liquid coolant Zirconium acetate precursor (Zr (CH2 COO)2 ), Zirconium nitrate (ZrO (NO3 )2 ), Zirconium chloride (ZrOCl2 It 8H2 O), Zirconium hydroxide (Zr (OH)4 It xH2 O), Zirconium sulfate (ZrSO4 It 4H2 O), Zirconium phosphate (ZrO2 P-like2 O5 ), Zirconium propionate (Zr (CH3 - CH2 COO)2 ) Zirconium salt powder of at least one electronic or combination of 2 or more can. The particle size of the raw material powder used is about several tens of um. Ceria (CeO2 ) ANumber can be as high pressure liquid coolant Cerium acetate precursor (Ce (CH3 CO2 )3 ), Cerium carbonate (Ce2 (CO3 )3 ), Cerium chlorate (Ce (ClO3 )2 ), Cerium hydride (CeH3 , CeH2. 69 ) At least one electronic or combination of 2 or more such as cerium salt powder can. Yttria (Y2 O3 ) Number can be as a high pressure liquid coolant Yttrium hydroxide precursor (Y (OH)3 ), Yttrium chloride (YCl3 , YCl3 6H-like2 O), Yttrium fluoride (YF3 ) Of yttrium salt powder such as a combination of at least one electronic or 2 or more can. In addition it developes or addition number Al as2 O3 , MgO, NnO2, Fe2 O3 , Fe (ClO3 )2 , CuO, TiO2 , Sb2 O3 , ZnO, CaO, La2 O3 , SrO, BaO of precursor or oxide powder can be prepared. The particle size of the raw material powder used is about several tens of um. Said metal salts such as may be used in a powder form, can be using a raw material in a state of metal salt. Precursors formulation is zirconia precursor is 65 - 85 wt %, the ratio of 1 - 10 wt % ceria precursor is 10 - 30 wt % and it developes in combination with a substrate. In the embodiment of the present invention as other, precursors formulation is zirconia precursor is 40 - 80 wt %, the ratio of 1 - 20 wt % 1 - 5 wt % ceria precursor 1 - 40 wt % and yttria precursor and incense in combination with a substrate. 2. Machine - the chemical milling process Aspects of the present invention capable of delivering mechanical energy (beads) precursor raw materials combined high energy irradiation using mechanical crushing mill while inducing chemical reactions in aqueous solution are disclosed. 1 Wheat is beads. 0 Mm hereinafter size beads through the aqueous solution temperature of 12 m/s or more the ring gear by a reactive in 50 °C or more guide can be dispersed into the nanoscale. At this time either acidic of basic material thus higher than the surface of the powder by increasing the activity of stimulating chemical reactions - machine can. Each of the nano-scale high energy milling of several tens of nm electrode or viscous slurry state precursors is under or over. In addition, the surface of the precursor solvent water-OH- Groups capable of generating part and, strong mechanical energy by heat and acid or basic substance by milling the homogeneous dispersion solution of some ion state nano class can be achieved. 3. Powder number bath The spray dryer (spray dryer) at a temperature of 80 °C number prepared by the slurry chemical milling - machine distributed tens degree obtain granules of powder drying method um. Centrifuging to produce a dry powder such as compression or screenings (filter press) method applicable disclosed. 4. Heat treatment 500 °C or more dried powder contained in the heat-treatment in a precursor to sulfate (SO4 ), To nitrate (NO3 ), Chlorine (Cl) number tub like a stand-alone for synthesizing other. High pressure liquid coolant to form smaller particles synthesized powder comprises a mechanical pulverization number disapproval. Oxide powder and precursor combined mixed case oxide content of 50 wt % or exceeds not removed may be filled. 5. Ceramic bead number bath According to the present invention all slurries have a number prepared by the powder comprises a bead manufacturing method and press and tumbling manufacturing method can be used in dry-laid processes. The present invention according to manufacturing method using a high pressure liquid coolant ceramic beads made from the bead powder number its properties for flaws. [In the embodiment 1] Zirconium oxy chloride (ZrOCl2 It 8H2 O) and cerium claw [ley [thu 80 wt % (Ce (ClO3 )3 ) 18. 5 Wt % and iron claw [ley [thu (Fe (ClO3 )2 ) 1. 5 Wt % to 30 wt % positive number such that the number of the stirring was fully mixed powder. NH [...]4 OH 1 wt % total weight of input substrate. The number of raw materials and combined positive number 0 through the stirrer. Having a diameter of 35 mm yttria-stabilized zirconia beads to 15 m/s in rotating speed fast energy pushing, grinding and dispersing time was 1. The temperature of 60 °C holds a slurry. In spray drying the granules and powder slurry prepared by the number input temperature 200 °C upon him. By heat-treating at a temperature of 900 °C 3 powder obtained using the process of tumbling time 1. Number of beads was 0 mm high pressure liquid coolant. 3 1300 °C beads can be prepared by the number and in firing time, density, hardness and reduce tissue sintered observed measuring electron microscope photograph. [Comparison example 1] Comparison example 1 using raw material such as non-oxide powder in the embodiment 1 is precursor to process high pressure liquid coolant beads number were measured. Zirconia (ZrO2 ) On ceria (CeO2) powder powder 80 wt % 20 wt % solids was stirring mixing 70 wt % positive number so number combination. The number of raw materials and combined positive number 0 through the stirrer. Having a diameter of 35 mm yttria-stabilized zirconia beads to 15 m/s in rotating speed fast energy pushing, grinding and dispersing time was 1. The temperature of 60 °C holds a slurry. In spray drying the granules and powder slurry prepared by the number input temperature 200 °C upon him. By heat-treating at a temperature of 900 °C 3 powder obtained using the process of tumbling time 1. Number of beads was 0 mm high pressure liquid coolant. 3 1300 °C beads can be prepared by the number and in firing time, density, hardness and reduce tissue sintered observed measuring electron microscope photograph. [In the embodiment 2] In the embodiment 2 in the embodiment 1 is used as a milling time changing method is such as ceramic beads to number 3 time high pressure liquid coolant, such as the method were measured. [In the embodiment 3] Zirconium oxy chloride (ZrOCl2 It 8H2 O) and cerium claw [ley [thu 80 wt % (Ce (ClO3 )3 ) 18. 5 Wt % and iron claw [ley [thu (Fe (ClO3 )2 ) 1. 5 Wt % to 30 wt % positive number such that the number of the stirring was fully mixed powder. NH [...]4 OH 2 wt % total weight of input substrate. The number of raw materials and combined positive number 0 through the stirrer. Having a diameter of 35 mm yttria-stabilized zirconia beads to 15 m/s in rotating speed fast energy pushing, grinding and dispersing time was 3. The temperature of 60 °C holds a slurry. In spray drying the granules and powder slurry prepared by the number input temperature 200 °C upon him. By heat-treating at a temperature of 900 °C 3 powder obtained using the process of tumbling time 1. Number of beads was 0 mm high pressure liquid coolant. 3 1300 °C beads can be prepared by the number and in firing time, density, hardness and reduce tissue sintered observed measuring electron microscope photograph. [In the embodiment 4] Zirconium oxy chloride (ZrOCl2 It 8H2 O) and cerium claw [ley [thu 80 wt % (Ce (ClO3 )3 ) 18. 5 Wt % and iron claw [ley [thu (Fe (ClO3 )2 ) 1. 5 Wt % to 30 wt % positive number such that the number of the stirring was fully mixed powder. NH [...]4 OH 2 wt % total weight of input substrate. The number of raw materials and combined positive number 0 through the stirrer. Having a diameter of 35 mm yttria-stabilized zirconia beads to 15 m/s in rotating speed fast energy pushing, grinding and dispersing time was 3. The temperature of 60 °C holds a slurry. In spray drying the granules and powder slurry prepared by the number input temperature 200 °C upon him. By heat-treating at a temperature of 900 °C 3 powder obtained using the process of tumbling time 1. Number of beads was 0 mm high pressure liquid coolant. 3 1300 °C beads can be prepared by the number and in firing time, density, hardness and reduce tissue sintered observed measuring electron microscope photograph. Table 1 in the embodiment according to the result of measurement of an's desire. Figure 2 sintered ceramic bead electron microscope photograph tissue are disclosed. The present invention relates to a manufacturing method for mixing raw materials and inducing synthesis with a mechanicalchemical milling process by combining zirconia precursor and ceria precursor raw materials for powder of ceramic bead having nanoparticle distribution and uniform homogeneous component. The method comprises the steps of: mixing 65-85 wt% of a zirconia precursor, 10-30 wt% of a ceria precursor, and 1-10 wt% of an ion precursor and adding purified water to mix in an agitating container; filling the agitating container with ceramic bead and performing a mechanicalchemical milling process the ceramic bead; drying the milled slurry; and performing heat treatment the dried powder at the temperature of 500°C or higher to obtain synthesized powder. COPYRIGHT KIPO 2018 [...] zirconia precursor 65 - 85 wt %, 10 - 30 wt % and iron precursor at a rate of 1 - 10 wt % ceria precursor combined positive number be through the compounding step; said step of chemically milling machine - [...] filled with ceramic beads; milled slurry drying heat treatment and drying powder 500 °C or more powder synthesized obtaining raw material manufacturing method characterized by including ceramic beads. [...] precursor 40 - 80 wt % zirconia, ceria and yttria precursor 1 - 20 wt % and iron precursor at a rate of 1 - 5 wt % positive number 1 - 40 wt % precursor combined into one or more ingredients that number; said step - [...] ceramic bead filled with chemically milling machine; milled slurry drying heat treatment and drying powder 500 °C or more powder synthesized obtaining raw material manufacturing method characterized by including ceramic beads. According to Claim 1 or Claim 2, said zirconia precursor is Zr (CH2 COO)2 , ZrO (NO3 )2 , (ZrOCl2 It 8H2 O), Zr (OH)4 It xH2 O, ZrSO4 It 4H2 O, ZrO2 P-like2 O5, Zr (CH3 - CH2 COO)2 One or a combination of 2 or more powders selected from ceramic bead manufacturing method characterized in that the raw material. According to Claim 1 or Claim 2, said ceria precursor is Ce (CH3 CO2 )3 , Ce2 (CO3 )3 , Ce (ClO3 )2 , CeH3 , CeH2. 69 One or a combination of 2 or more powders selected from ceramic bead manufacturing method characterized in that the raw material. According to Claim 2, said yttria precursors (OH) Y3 , YCl3 , YCl3 6H-like2 O, YF3 One or a combination of 2 or more powders selected from ceramic bead manufacturing method characterized in that the raw material. According to Claim 1 or Claim 2, step of chemically milling machine - 1. 0 Mm hereinafter using beads of particle size, 12 m/s or more at a temperature of 50 °C or more ceramic beads to exhibit the ring gear is formed on the raw material manufacturing method. According to Claim 1 or Claim 2, by adding acid or basic substance chemically milling machine - step increase the activity of the surface of the powder raw material manufacturing method characterized ceramic beads. According to Claim 1 or Claim 2, slurry spray dry method is performed to form a powder granules raw material manufacturing method characterized ceramic beads. Number 1 to number prepared by the ceramic bead powder anti or according to Claim 2 manufacturing method. According to Claim 9 using ceramic bead powder, tumbling process ceramic beads and calcining the ceramic beads a number bath method. The number prepared by the ceramic beads according to Claim 10 manufacturing method.