Milling tool, and milling insert kit
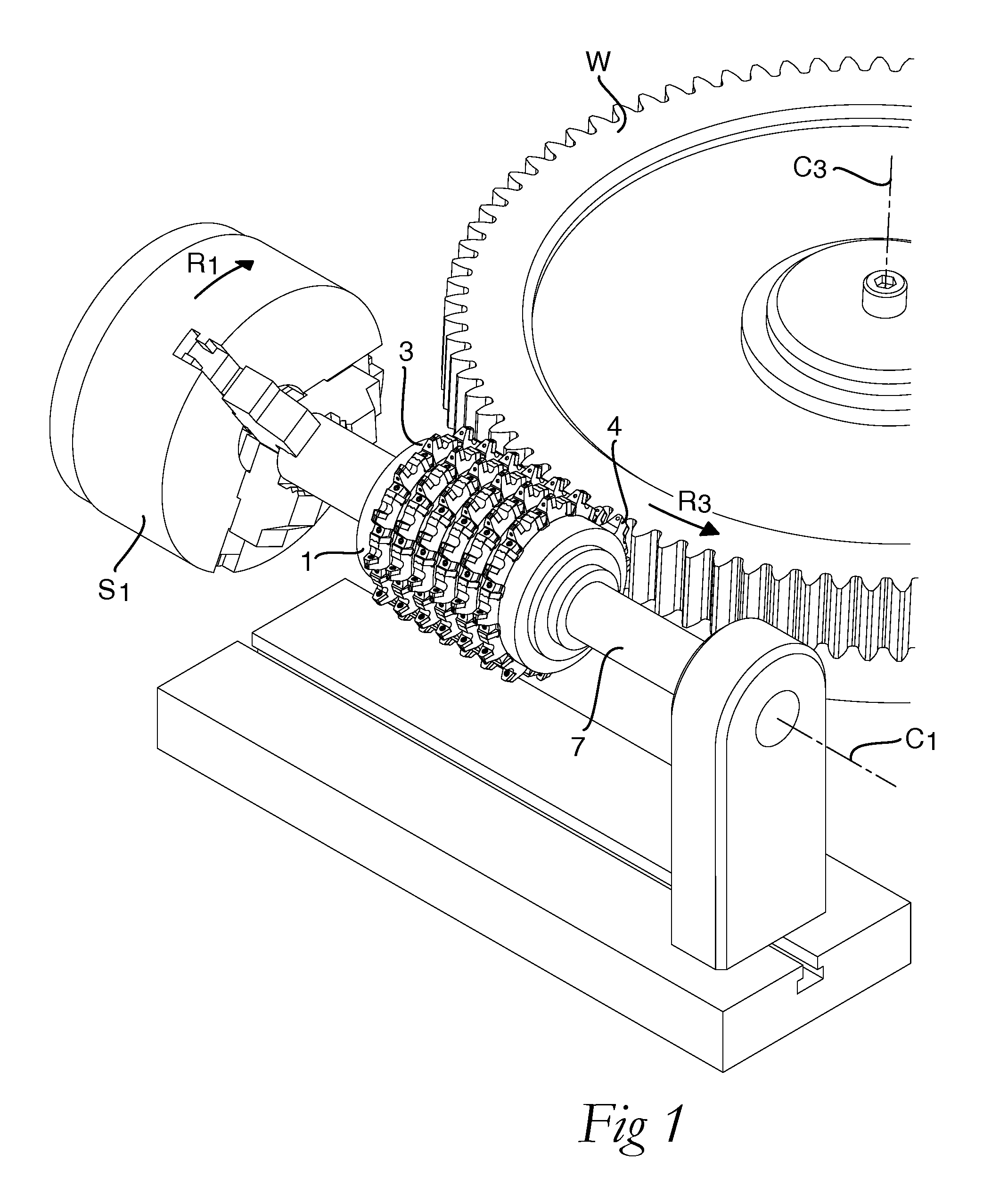
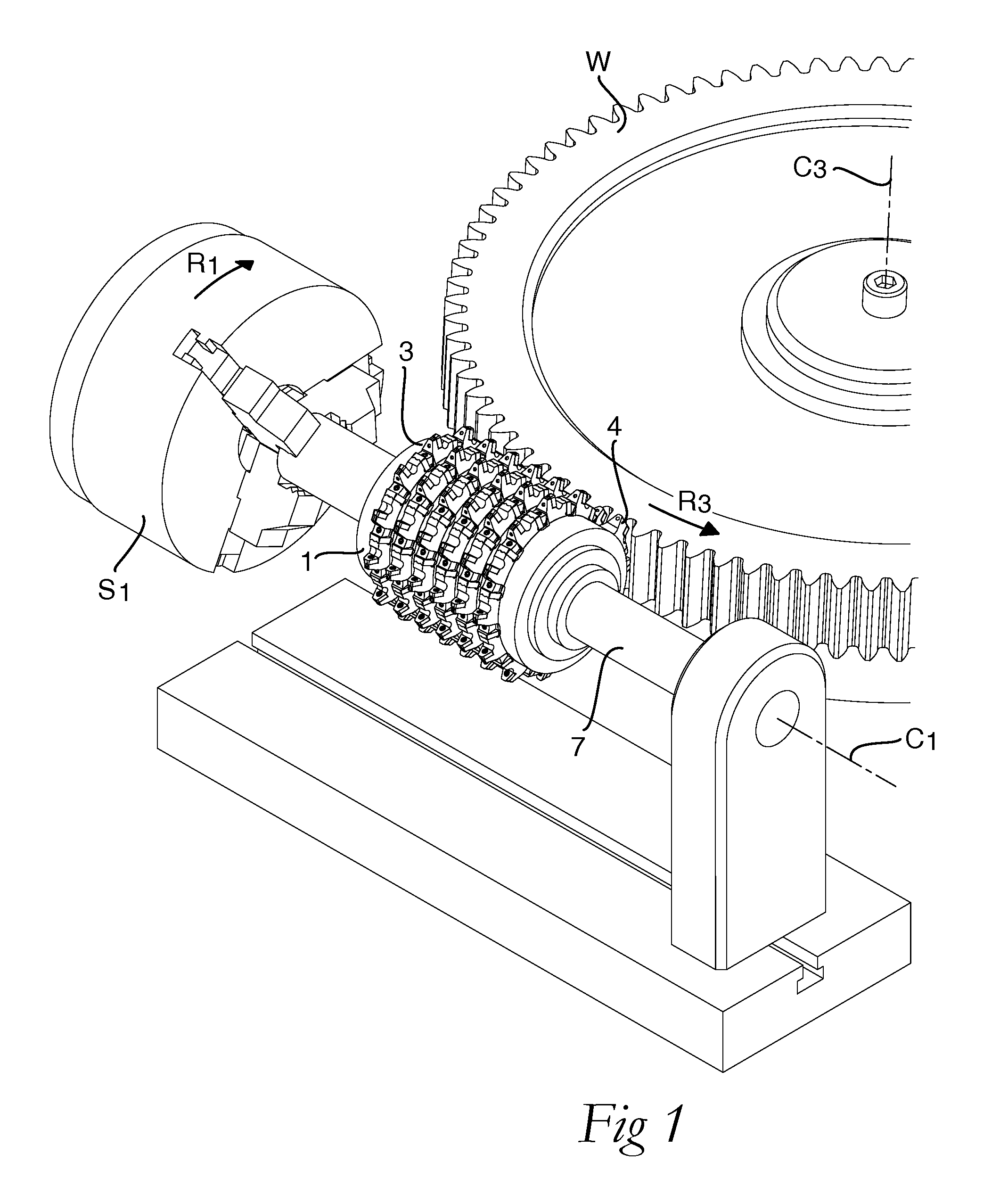
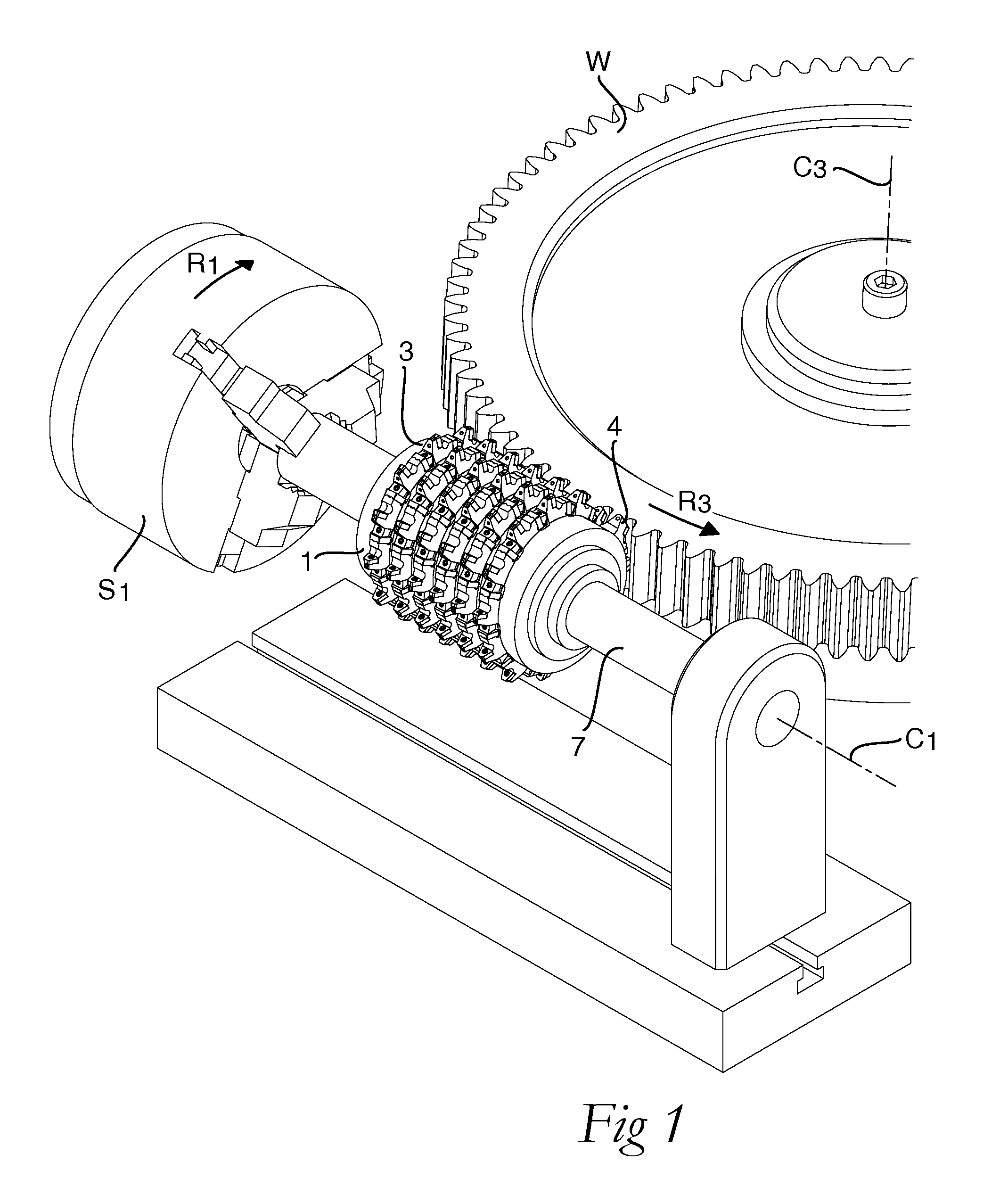
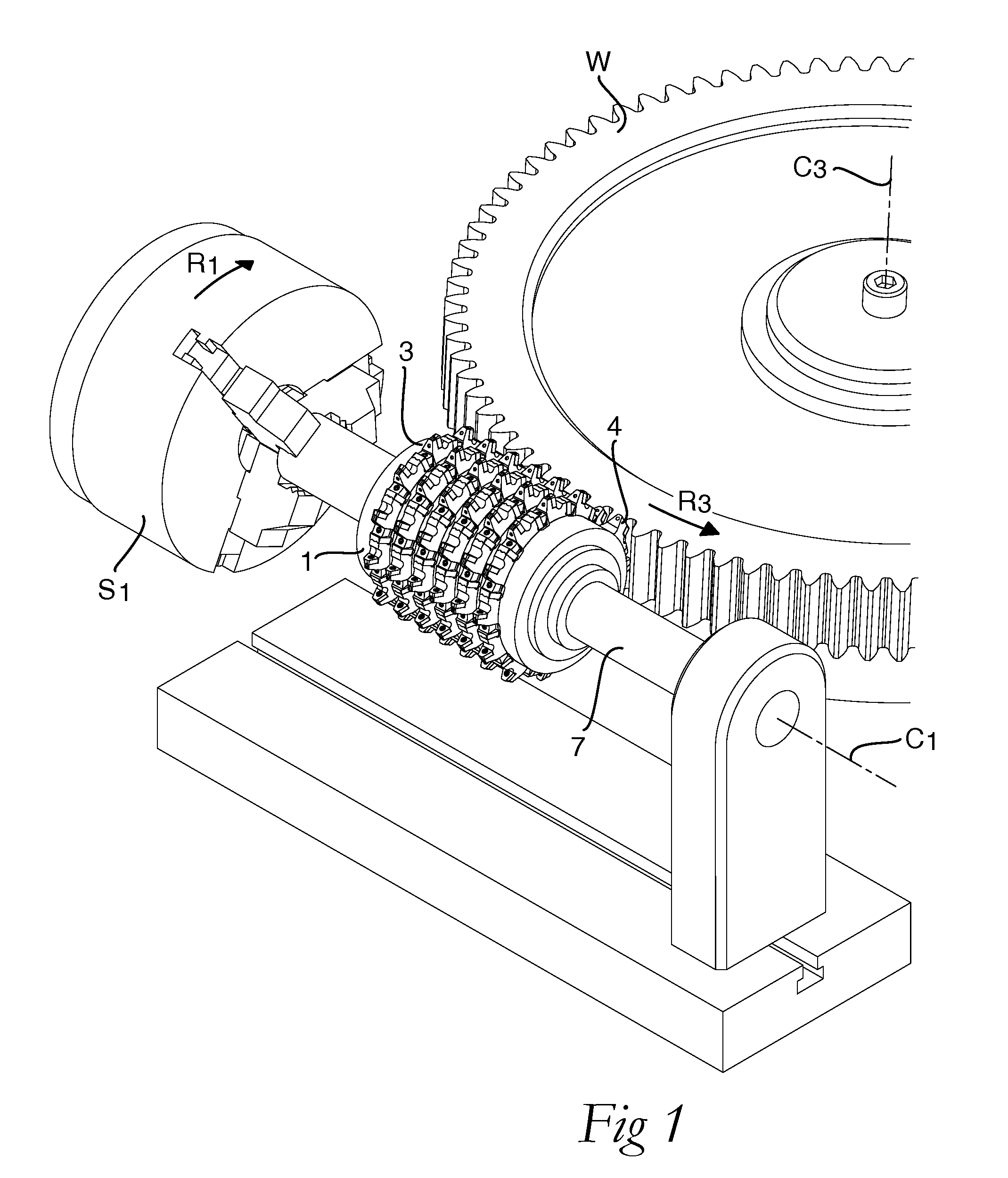
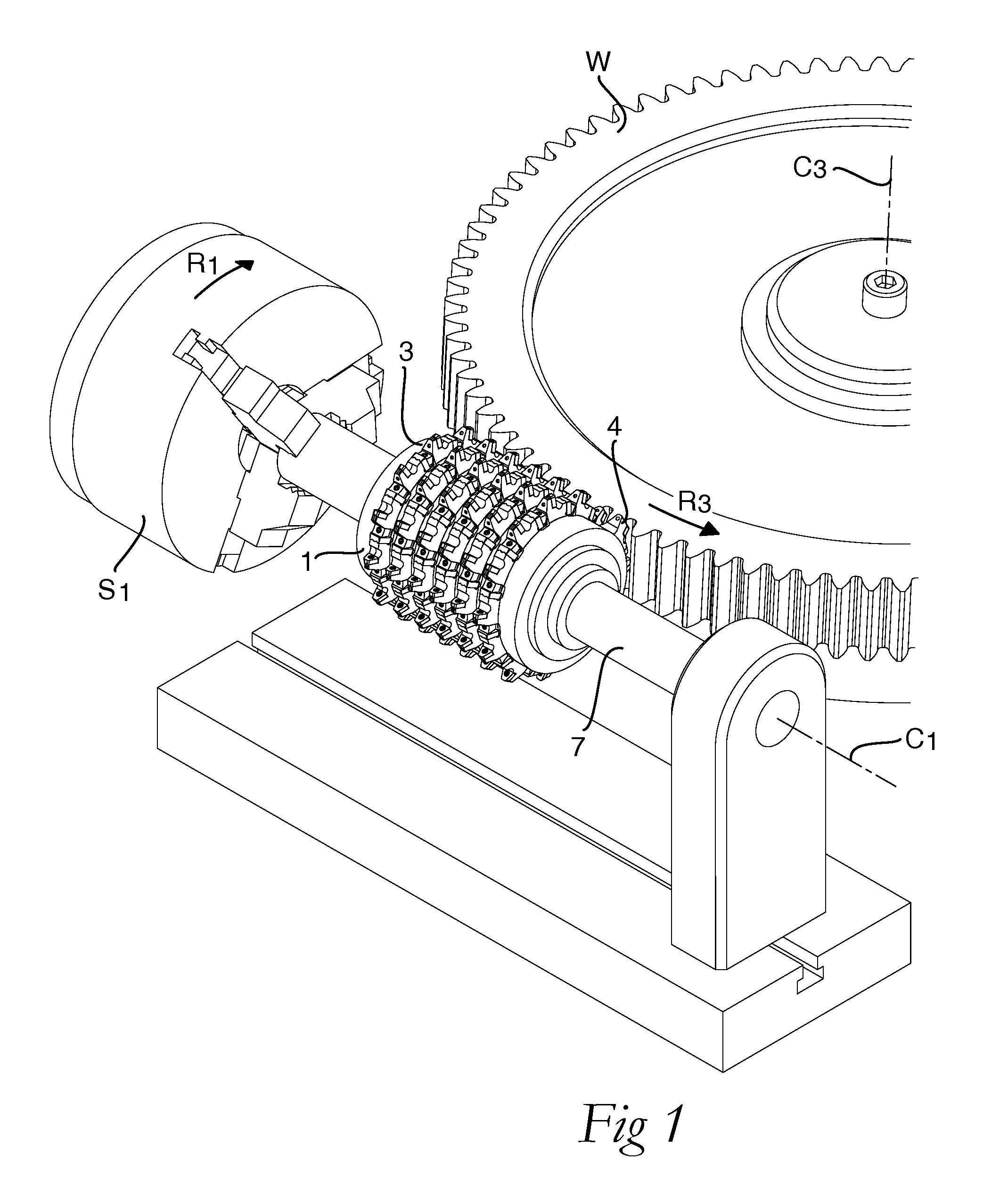
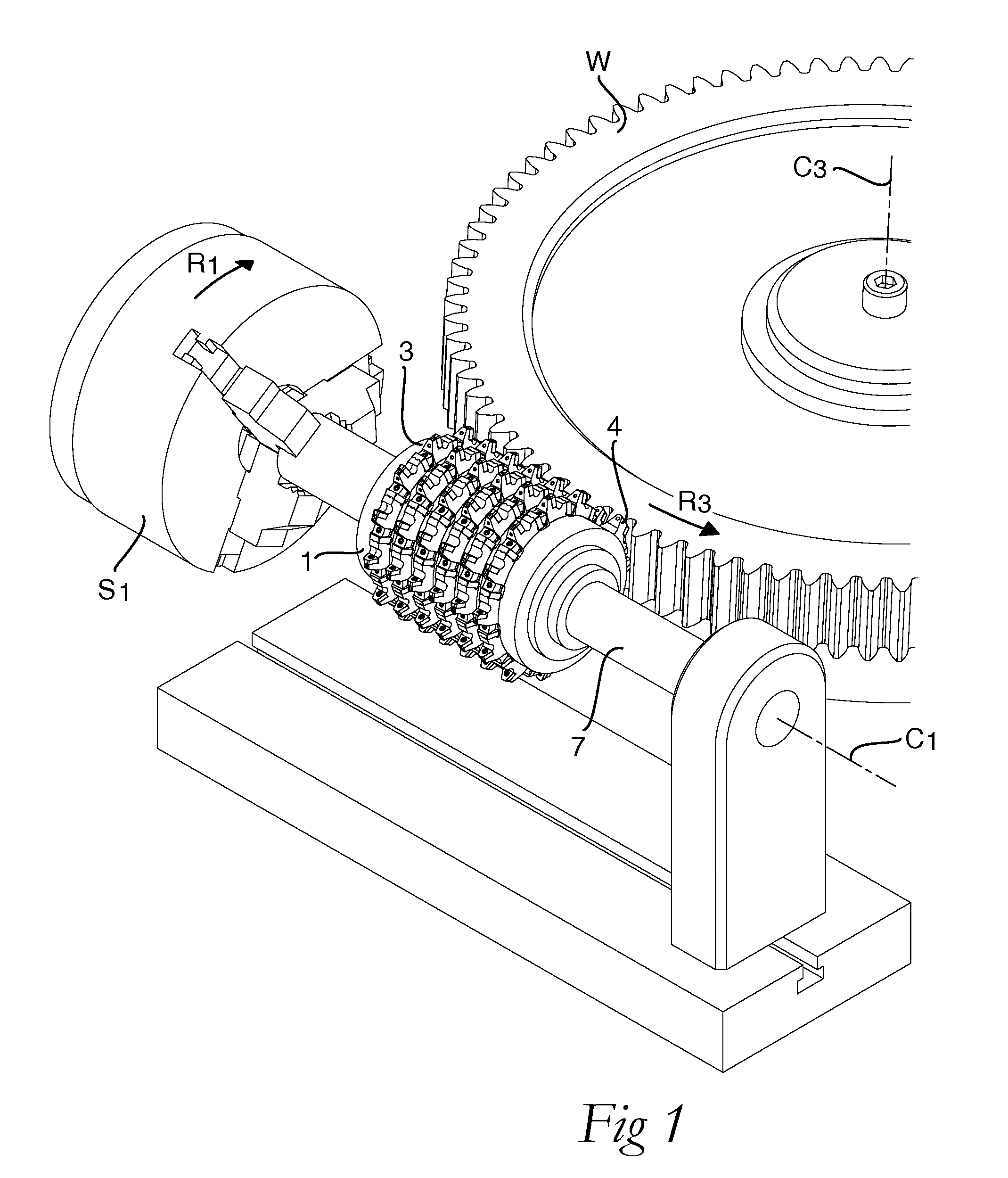
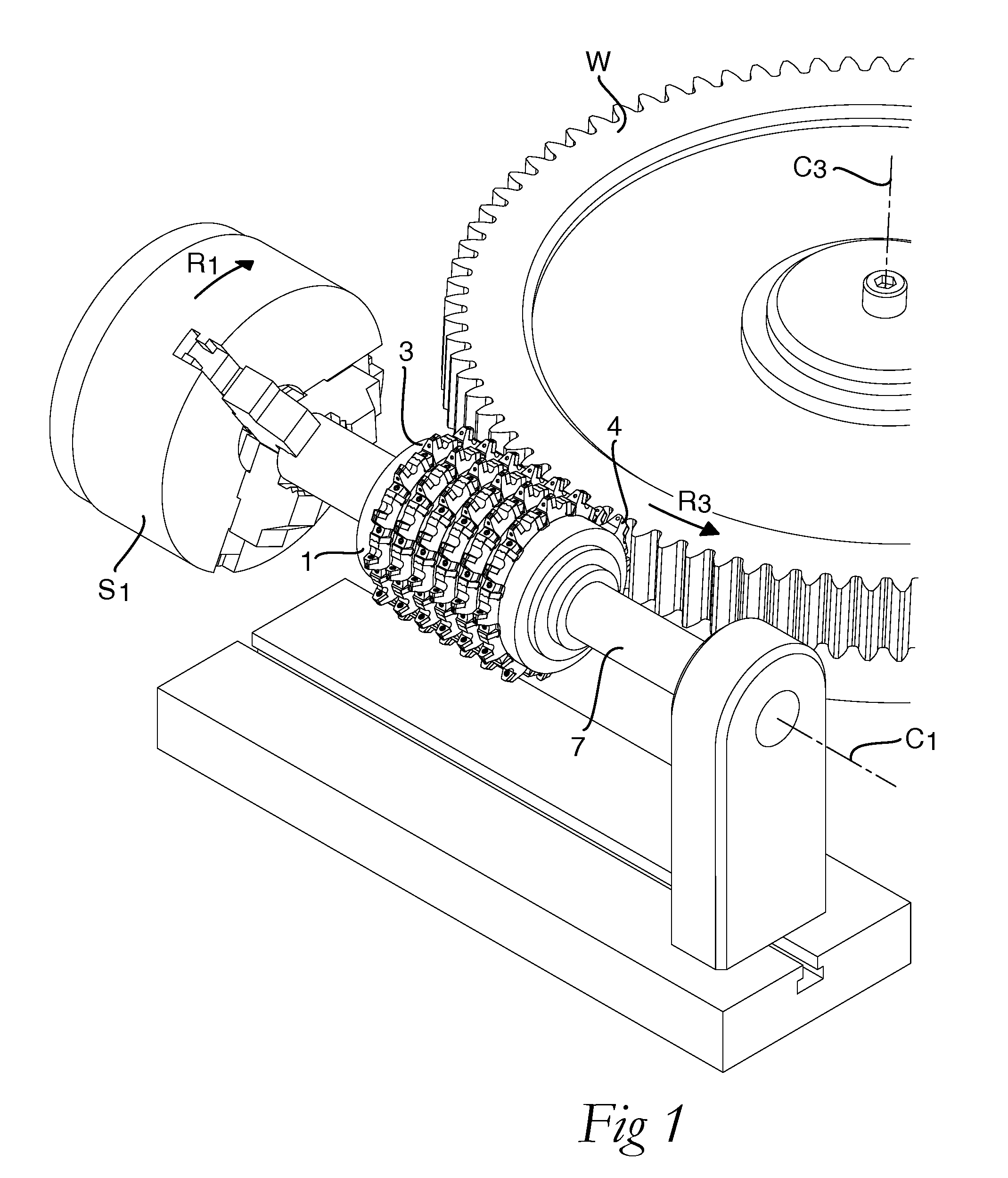
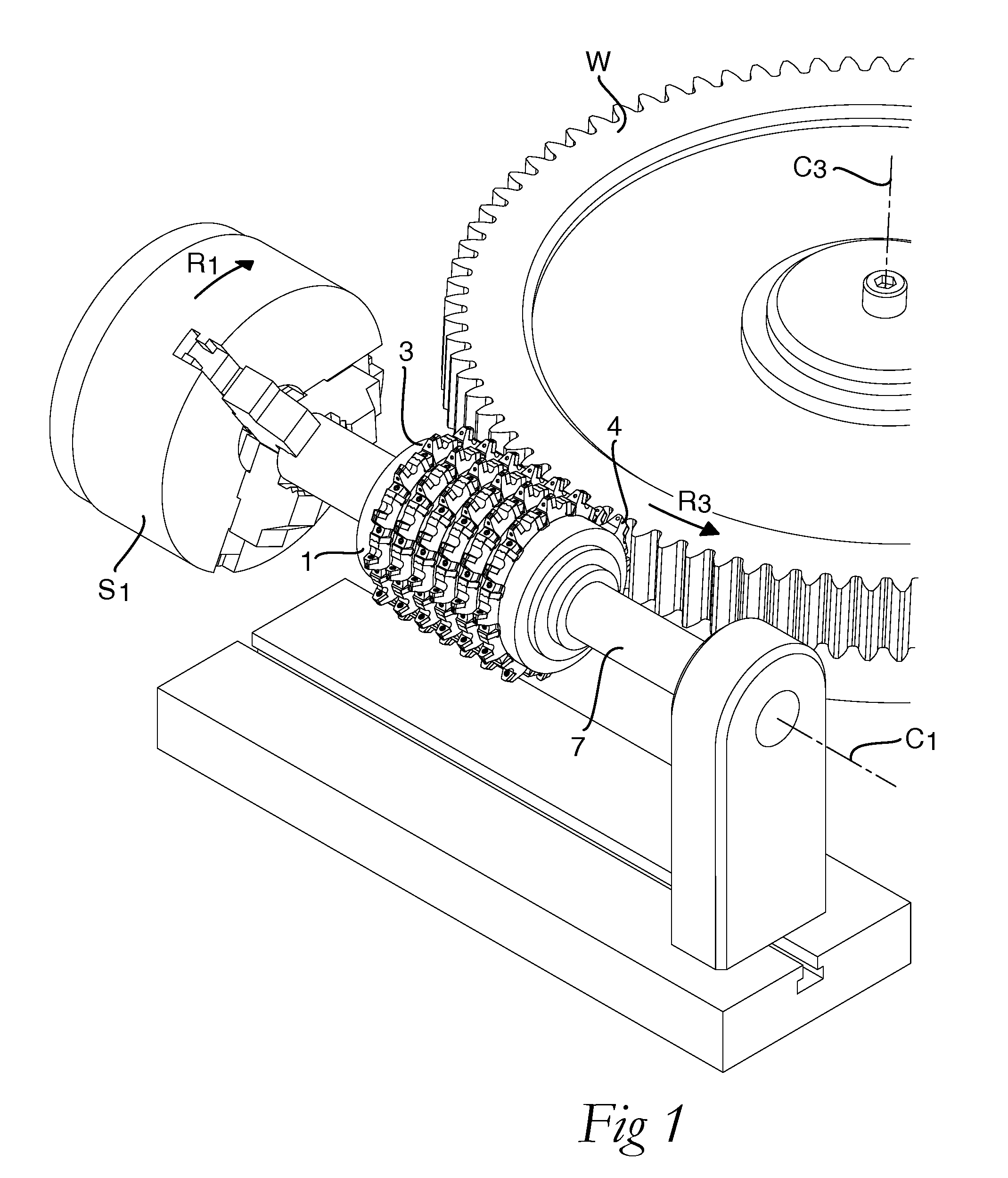
This application is based on and claims priority under 37 U.S.C. §119 to Swedish Application No. 1150309-1, filed 8 Apr. 2011, the entire contents of which are incorporated herein by reference. The present invention relates to a milling tool for gash milling, such as groove milling, slotting, gear milling, in particular so-called hobbing, etc. More particularly, the invention relates to a milling tool according to the preamble of claim 1, see U.S. Pat. No. 5,593,254, and to a milling insert kit according to the preamble of claim 17. It is known to manufacture gear milling tools having fixed milling inserts that are formed by cutting machining of the tool body. This invention relates to a milling tool wherein the milling inserts instead are formed of a plurality of replaceable milling inserts that are arranged one after the other along a succession line that extends around the tool body. Milling tools are provided for the gear milling of gear wheels in different modules Mn depending on the size of the gear wheels to be manufactured. There are modules from Mn=1 for very small gear wheels, to Mn=22 or more for very great gear wheels. The tool according to this invention can be used for gear wheels of all modules but are particularly suitable for the milling of gear wheels with Mn=6 to Mn=22, particularly gear wheels with Mn=8 to Mn=16. U.S. Pat. No. 5,593,254 shows a milling tool formed for the hobbing of workpieces having cogs, such as gear wheels, racks and the like. The milling tool comprises a tool body that defines a rotation axis and should have a first end, an opposite second end, and a peripheral surface that extends around the rotation axis between the first end and the second one. A large number of separated seats are arranged one after the other in the tool body along a helix line having a constant pitch. A corresponding large number of replaceable milling inserts each one of which comprises an under side, an opposite upper side that forms a chip surface, a circumferential edge side that connects the upper side and the under side, an axis that extends through the upper side and the under side, and at least one primary main cutting edge and a secondary main cutting edge, which converge to each other and are formed where the edge side meets the upper side. Each seat is formed to receive one of the milling inserts each one of which projects from the tool body for cutting engagement with a gash of said workpiece. The milling inserts are fastened by a screw that extends through an eccentric hole in the milling insert from the upper side to the under side. The milling insert has a ridge on the under side that is in engagement with a groove in the seat. The chip surface leans in relation to a radial plane in respect of the rotation axis in such a way that an error of the involute of the cogs that are to be milled is obtained. EP-A-2 072 162 shows a milling tool formed for the hobbing of a workpiece having cogs, such as gear wheels, racks and the like. The milling tool comprises a tool body having a number of seats that are arranged one after the other along a helix line having a constant pitch. The milling tool also comprises a corresponding number of milling inserts each one of which comprises a row of three teeth. Each tooth is formed for engagement with a gash of the workpiece. Each milling insert has an upper side that forms a chip surface for each tooth. The chip surfaces for the three teeth are lying in a common plane, which means that a normal of the chip surface will form an acute angle with a tangent of the helix line where the helix line intersects the chip surface at least for two of the teeth. JP-A-2001-353621 shows a further example of a milling tool for hobbing. The milling tool comprises a number of milling inserts each one of which is formed with a row of teeth forming a chip surface. The chip surfaces lean in relation to a radial plane in respect of the rotation axis in the same way as in the milling tool shown in U.S. Pat. No. 5,593,254. U.S. Pat. No. 5,593,254, EP-A-2 072 162, and JP-A-2001-353621, as well as the present invention, relate to a milling tool wherein the seats of the milling inserts extend essentially radially. There are also milling tools for hobbing wherein the seats of the milling inserts extend essentially tangentially. An example of such a tool having tangential seats is shown in U.S. Pat. No. 4,218,159. Milling tools for gear milling are provided in different tolerance classes according to the German standard DIN. The finest class is AAA. Then the classes AA, A, B, C, D follow. The tolerance classes A and B are required for the manufacture of gear wheels for gearboxes for motor vehicles. For the milling tool according to the present invention, at least tolerance class B is aimed at. A problem of the previously known milling tools is the difficulty of manufacturing milling inserts that have such a size that they are suitable for the production of workpieces having large or deep gashes, or workpieces having great cogs, for instance greater than Mn=6. There are manufacturing technical limitations for how large milling inserts that can be manufactured by sintering of milling inserts of cemented carbide. Today, available moulding machines only manage milling inserts of a limited size. The object of the present invention is to solve this problem and enable a milling tool that has replaceable milling inserts and that thereby, in an economically favourable way, can be utilized for the cutting machining of great gashes, or cogs, for instance greater than Mn=6. Simultaneously, a high accuracy in the cutting machining of the workpieces, such as gashes or cogs, is sought. This object is achieved by the milling tool that is mentioned by way of introduction and characterized in that the milling inserts comprise outer milling inserts, which project from the tool body by a first length from the rotation axis, and inner milling inserts, which project from the tool body by a second length from the rotation axis, and that the first length is considerably greater than the second length. The first length may be at least 3 mm greater than the second length, preferably 8-16 mm greater than the second length. In a milling tool according to the invention, the outer milling inserts will act as root inserts and machine the root or bottom area of a gash, for instance between two adjacent cogs of the workpiece. The inner milling inserts will act as flank inserts and machine the outer flanks of the gash, such as two adjacent cogs, of the workpiece. The primary main cutting edges and the secondary main cutting edges of all milling inserts will machine each a side of a gash, for instance each a cog of the two adjacent cogs, of the workpiece. Accordingly, both the primary main cutting edge and the secondary main cutting edge are simultaneously in engagement with each a side of the gash, for instance each a cog, of the workpiece. The primary main cutting edge is the main cutting edge that first engages with a gash and machines the “front” side of the gash, while the secondary main cutting edge machines the “rear” side of the gash. The primary main cutting edge is loaded more than the secondary main cutting edge during the cutting machining. Thanks to the fact that each milling insert is formed for engagement with only one gash of the workpiece, it is possible to position each milling insert in an optimal way in respect of the cutting machining and the tolerance level being aimed at for workpiece, such as the cogs, to be milled. Because each milling insert is replaceable, the tool body of the milling tool gets a very long service life without the need of maintenance. Only the milling inserts need to be replaced when the cutting edges are worn. According to an embodiment of the invention, the succession line is a helix line having a constant pitch. Such a milling tool is suitable as a hobbing tool for gear milling, wherein the outer milling inserts will act as root inserts and machine the root or bottom area between two adjacent cog, and the inner milling inserts will act as flank inserts and machine the outer flanks of the two adjacent cogs. According to an additional embodiment of the invention, the chip surface extends in an extension plane that comprises the primary main cutting edge and the secondary main cutting edge, the extension plane of each milling insert having a normal that is parallel to the tangent of the succession line where the same intersects the extension plane. Such a design contributes to the high tolerance level and to the fact that, in case of hobbing, the involute of the cogs can obtain the desired shape. According to an additional embodiment of the invention, the milling inserts are arranged in a plurality of rows, each row comprising at least two milling inserts and extends along a respective line that is perpendicular to the tangent of the succession line. Advantageously, the extension plane of adjacent pairs of milling inserts in the same row forms an angle, or a constant angle, with each other for each pair of milling inserts. Differently expressed, the extension plane for each milling insert will lie in a unique plane, at least for each milling insert of each such row, but in practice also for all milling inserts of the tool. According to an additional embodiment of the invention, the main cutting edges of the outer milling inserts and the main cutting edges of the inner milling inserts, in a projection, extend in a common plane where the tangent of the succession line forms a normal, along each a common line and along different but overlapping segments of said lines. In such a way, an even surface is guaranteed of the cog to be manufactured, i.e., the risk of a step or displacement of the surface can be avoided or at least be reduced. According to an additional embodiment of the invention, said seats comprise outer seats, each one of which is formed for the receipt of one of the outer milling inserts, and inner seats, each one of which is formed for the receipt of one of the inner milling inserts. Advantageously, each one of the outer seats may comprise a protuberance that projects from the peripheral surface and that forms a part of the support surface of the outer seat for the outer milling insert. Such a protuberance extends the support surface outward from the tool body and thereby the support surface can provide a support to the milling insert during the machining. According to an additional embodiment of the invention, the inner seats comprise an inner abutment surface, which extends upward from the support surface and against which the inner milling inserts abut. By such an abutment surface, the position of the inner milling inserts in the radial direction in respect of the rotation axis can be guaranteed with high accuracy. Advantageously, the inner milling inserts may be fastened in the seat by means of each a wedge-shaped block that presses the inner milling insert against the support surface and the abutment surface. The wedge-shaped block can be clamped against the inner milling insert by means of a screw, which may be double-threaded and which extends through the wedge-shaped block into a threaded hole in the tool body. According to an additional embodiment of the invention, the outer seats comprise an inner abutment surface, which extends upward from the support surface and against which the outer milling inserts abut. By such an abutment surface, the position of the outer milling inserts in the radial direction in respect of the rotation axis can be guaranteed with high accuracy. Advantageously, the outer milling insert may be fastened in the seat by a wedge-shaped body corresponding to the one utilized for the inner milling insert. It is, however, also possible to provide the outer milling insert with a fastening hole that extends through the upper side and the under side, wherein the outer milling insert may be fastened in the seat by means of a fixing screw that extends through the fastening hole into a threaded hole that extends through the support surface into the tool body. According to another embodiment of the invention, each outer milling insert is indexable by rotation around said axis, which forms a centre axis, between two opposite insert positions and comprises a first set, having a primary main cutting edge and a secondary main cutting edge for a first insert position, and a second set, having a primary main cutting edge and a secondary main cutting edge for a second insert position. In such a manner, the service life of the outer milling inserts can be extended and thereby the total economy for the milling tool can be further improved. Advantageously, the outer milling insert according to this embodiment may be fastened by means of a fixing screw that extends through a fastening hole in the tool body in the way explained above. In this case, the fastening hole forms a centre hole that is concentric with the centre axis. According to an additional embodiment of the invention, the outer milling inserts and the inner milling inserts are arranged in an alternating order along the succession line in such a way that every other milling insert is an outer milling insert and every other one an inner milling insert. In such a manner, an even surface of the cogs to be manufactured is guaranteed. Thus, according to this embodiment, there is the same number of inner milling inserts and outer milling inserts. However, it should be noted that it is possible to have a different number of the inner and outer milling inserts, for instance, every third milling insert may be an inner milling insert or an outer milling insert. It is also possible to let the milling inserts comprise intermediate milling inserts that project by a third length from the rotation axis, said third length being smaller than the first length and greater than the second length. Said intermediate milling inserts will then also act as flank inserts but machine a portion of the cogs that is located between the portion that is machined by the inner milling inserts and the outer milling inserts. Such a design may be advantageous to very great cogs, for instance for Mn=18 and greater. According to an additional embodiment of the invention, each outer milling insert comprises at least one transverse end cutting edge that extends between the primary main cutting edge and the secondary main cutting edge. The end cutting edge may be straight or comprise a straight segment having transition edges of a small radius of curvature to the respective main cutting edge. The end cutting edge has the purpose of machining the bottom surface between the two adjacent cogs that are machined by the primary main cutting edge and the secondary main cutting edge. The inner milling inserts comprise a transverse end edge that extends between the primary main cutting edge and the secondary main cutting edge. This end edge has no cutting function and will not be in engagement with the workpiece. According to an additional embodiment of the invention, the extension plane forms an acute angle with the edge side at least in the vicinity of the primary main cutting edge and the secondary main cutting edge so that the milling insert obtains a positive cutting geometry, at least in respect of said main cutting edges, but preferably also in respect of the transverse end cutting edge. By such a positive cutting geometry, a high accuracy is guaranteed since the milling insert can be positioned in an optimal way in respect of the milling machining. The desired tolerance level can accordingly be achieved as the milling insert in a simple way is arranged in the milling tool so that the normal of the extension plane extends parallel to the tangent of the succession line. Thereby, the involute of the cogs of the workpiece to be manufactured can obtain the desired shape. According to an additional embodiment of the invention, each milling insert comprises a symmetry line that is perpendicular to said axis, the primary main cutting edge and the secondary main cutting edge being symmetrical in respect of the symmetry line. Advantageously, the symmetry line may form a pressure angle α with each one of the primary main cutting edge and the secondary main cutting edge, the pressure angle α being in the interval of 18-32°. According to a first variant, the pressure angle α may be, for instance, 20°. According to a second variant, the pressure angle α may be, for instance, 30°. According to an additional embodiment of the invention, the support surface of each seat comprises a projection that extends from the support surface and that is in engagement with a corresponding recess of the under side of the milling insert in such a way that the position of the milling insert is guaranteed. By such a projection, the position of the milling insert in the seat can be guaranteed in the radial and axial direction. Advantageously, the projection may comprise a radial elongate ridge, which has a primarily radial extension and guarantees the position of the milling insert in the axial direction. Such a radial elongate ridge is a sufficient complement to the above mentioned inner abutment surface so as to completely guarantee the position of the milling insert. Advantageously, the projection may comprise an axial elongate ridge, which has a primarily axial extension and which guarantees the position of the milling insert in the radial direction. Such an axial elongate ridge is advantageous as the seat lacks an inner abutment surface, for instance for an indexable milling insert, so as to, together with the radial elongate ridge, completely guarantee the position of the milling insert. According to an additional embodiment of the invention, the angular distance between the extension plane of adjacent milling inserts along the succession line is equal for each pair of adjacent milling inserts. The object mentioned above is also achieved by the milling insert kit that is mentioned by way of introduction and characterized in that the distance between the rear end points of the first milling insert is greater than the distance between the front end points of the second milling insert. Such a kit of milling inserts is advantageous for providing a gash milling tool, such as a gear milling tool or a slot milling tool with appropriate milling inserts, especially for maintaining a high accuracy also when milling a gash with a large size or a large depth. Additional embodiments of the milling insert kit may include features defined in claims 1 to 16 and above with respect to the first milling insert, configured to form the outer milling insert, and of the second milling insert, configured to form the inner milling insert. The invention will now be explained in more detail by a description of different embodiments, reference being made to the appended drawings. A first embodiment of the milling tool is shown in The milling tool also comprises a through axial hole 5, see The tool body 1 has a peripheral surface 8 that extends around the rotation axis C1between the first end 3 and the second end 4, see Each seat 9 Thus, the seats 9 Each row of milling inserts 2 The milling inserts 2 In the embodiments shown, the outer milling inserts 2 Each one of the outer seats 9 The support surface 10 of each outer seat 9 Each one of the inner seats 9 The support surface 10 of each inner seat 9 Each milling insert 2 The chip surface, which is formed of and, in the embodiments shown, coincides with the upper side 22, extends in an extension plane p that comprises the primary main cutting edge 24 and the secondary main cutting edge 25. The extension plane p of each milling insert 2 Each milling insert 2 The extension plane p forms an acute angle with the edge side 23 at least in the vicinity of the main cutting edges 24, 25 so that the milling insert 2 Each outer milling insert 2 Each inner milling insert 2 Each outer milling insert 2 Each inner milling insert 2 Each outer milling insert 2 Each inner milling insert 2 When the milling tool according to the first embodiment is used, the outer milling inserts 2 As also can be seen in In the second embodiment, the outer seats 9 An additional difference between the first and second embodiment is that, in the latter, also the inner seat 9 An additional difference between the first and third embodiment is that, in the latter, the outer milling insert 2 In the third embodiment, the inner seat 9 In a fourth embodiment the succession line x extends around the C1in a plane being perpendicular to the rotation axis C1, i.e. the pitch is zero. Such a milling tool is suitable milling of gashes or slots or other grooves, especially with a straight extension, for instance gashes of splines. The milling tool according to the fourth embodiment may comprise a set of inserts 2 The invention is not limited to the embodiments described above but may be modified and varied within the scope of the subsequent claims. According to an additional embodiment, the milling tool may also comprise intermediate milling inserts that project by a third length from the rotation axis. The third length is smaller than the first length and greater than the second length. The intermediate milling inserts act as flank inserts but machine a portion of the cogs that is located between the portion that is machined by the inner milling inserts and the outer milling inserts. Such an embodiment may be advantageous to very great cogs, for instance for Mn=18 and greater. It should also be noted that the different embodiments can be combined with each other. For instance, the indexable milling insert 2 Although the present invention has been described in connection with preferred embodiments thereof, it will be appreciated by those skilled in the art that additions, deletions, modifications, and substitutions not specifically described may be made without department from the spirit and scope of the invention as defined in the appended claims. Milling tool and milling insert kit are provided for the gash milling of a workpiece. The tool comprises a tool body that defines a rotation axis and has a first end, an opposite second end, and a peripheral surface that extends around the rotation axis between the first end and the second end. A large number of separated seats, which are arranged one after the other in the tool body along a line and receive one each of corresponding number of replaceable milling inserts, comprise a primary main cutting edge and a secondary main cutting edge that converge to each other. The milling inserts comprise outer milling inserts, which project from the tool body by a first length from the rotation axis, and inner milling inserts, which project from the tool body by a second length from the rotation axis. The first length is considerably greater than the second length. 1. Milling tool formed for gash milling, comprising
a tool body that defines a rotation axis and has a first end, an opposite second end, and a peripheral surface that extends around the rotation axis between the first end and the second end; a large number of separated seats that are arranged one after the other in the tool body along a succession line; and a corresponding large number of replaceable milling inserts each one of which comprises an under side, an opposite upper side that forms a chip surface, a circumferential edge side that connects the upper side and the under side, an axis that extends through the upper side and the under side, and at least one primary main cutting edge and a secondary main cutting edge, which converge to each other and are formed where the edge side meets the upper side, each seat comprising a support surface for the receipt of one of the milling inserts each one of which projects from the tool body for cutting engagement with a gash of said workpiece, wherein that the milling inserts comprise outer milling inserts, which project from the tool body by a first length from the rotation axis, and inner milling inserts, which project from the tool body by a second length from the rotation axis, and wherein that the first length is considerably greater than the second length. 2. Milling tool according to 3. Milling tool according to 4. Milling tool according to 5. Milling tool according to 6. Milling tool according to 7. Milling tool according to 8. Milling tool according to 9. Milling tool according to 10. Milling tool according to 11. Milling tool according to 12. Milling tool according to 13. Milling tool according to 14. Milling tool according to 15. Milling tool according to 16. Milling tool according to 17. Milling insert kit for gash milling tool, comprising
a first milling insert comprising a symmetry line and having a primary main cutting edge and a secondary main cutting edge, which are symmetrically arranged on a respective side of the symmetry line to converge from a pair of rear end points to a transverse end cutting edge into which they transform, wherein each one of the primary cutting edge and the secondary cutting edge forms a pressure angle in respect of the symmetry line; and a second milling insert comprising a symmetry line and having a primary main cutting edge and a secondary main cutting edge, which are symmetrically arranged on a respective side of the symmetry line to converge from a pair of rear end points to a pair of forward end points, wherein each one of the primary cutting edge and the secondary cutting edge forms a pressure angle in respect of the symmetry line, wherein the pressure angle is equal for the first milling insert and the second milling insert, and wherein that the distance between the rear end points of the first milling insert is greater than the distance between the front end points of the second milling insert. RELATED APPLICATION DATA
FIELD OF THE INVENTION
BACKGROUND OF THE INVENTION AND PRIOR ART
SUMMARY OF THE INVENTION
BRIEF DESCRIPTION OF THE DRAWINGS
DETAILED DESCRIPTION OF DIFFERENT EMBODIMENTS
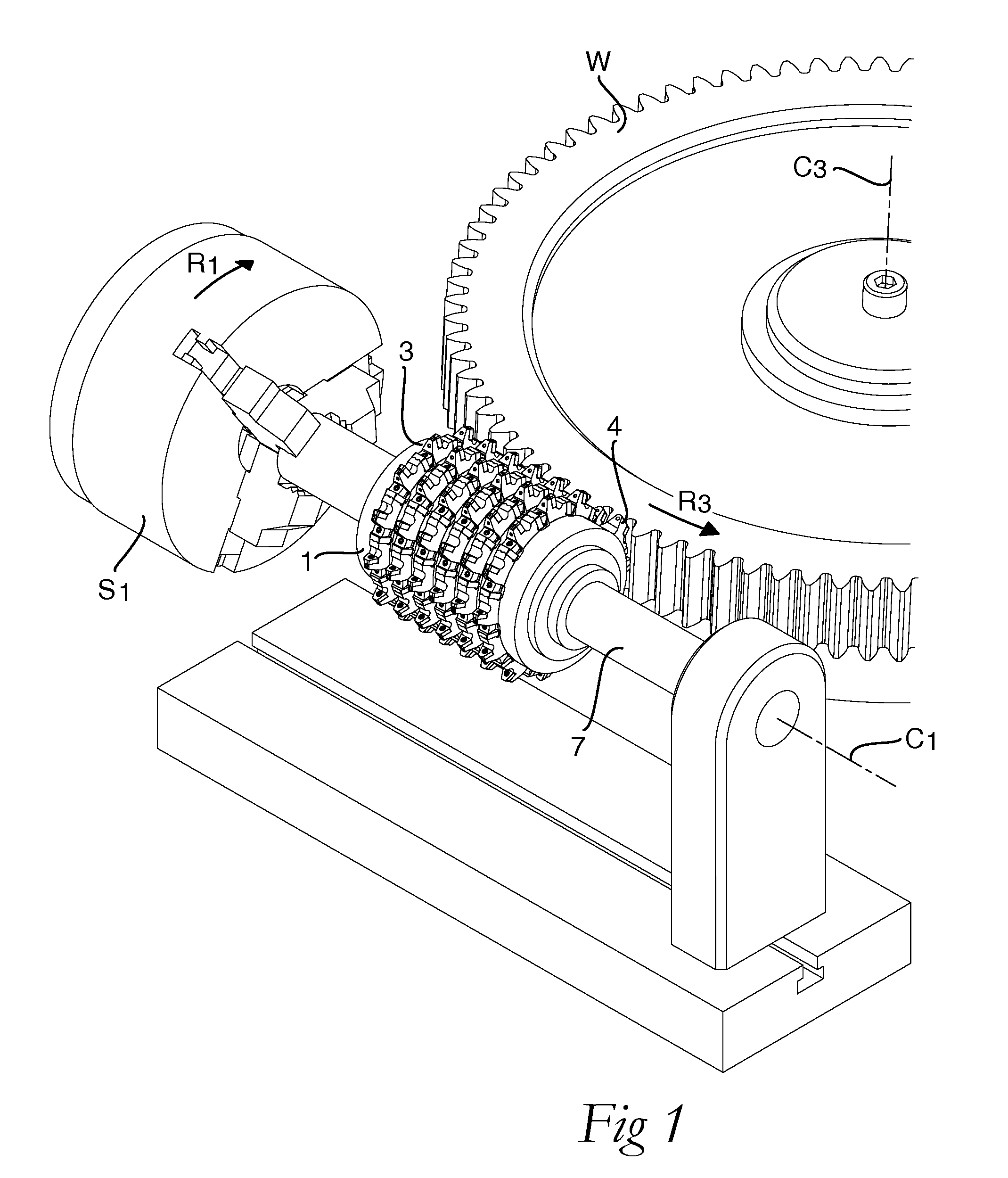
1 tool body 2a outer milling insert 2b inner milling insert 3 first end 4 second end 5 hole 6 rod 7 groove 8 peripheral surface 9a outer seat 9b inner seat 10 support surface 12 protuberance 13 inner abutment surface 14 elongate ridge 15 inner abutment surface 16 elongate ridge 21 under side 22 upper side 23 edge side 24 primary main cutting edge 25 secondary main cutting edge 26 transverse end cutting edge 27 transverse end edge 28 elongate valley 29 elongate valley 31 fastening hole 32 fixing screw 33 threaded hole 34 wedge-shaped block 35 double-threaded screw 36 threaded hole 37 axial elongate ridge 38 elongate valley 39 axial elongate ridge 40 elongate valley 41 axial elongate ridge 42 elongate valley 44 wedge-shaped block 45 double-threaded screw 46 threaded hole W workpiece C1 rotation axis R1 direction of rotation C3 rotation axis R3 direction of rotation S1 tool spindle A axis S symmetry line p extension plane x succession line β pitch angle L4 line L5 line Ra rear end point Fa forward end point Rb rear end point Fb forward end point