PICKLING APPARATUS AND PICKLING METHOD
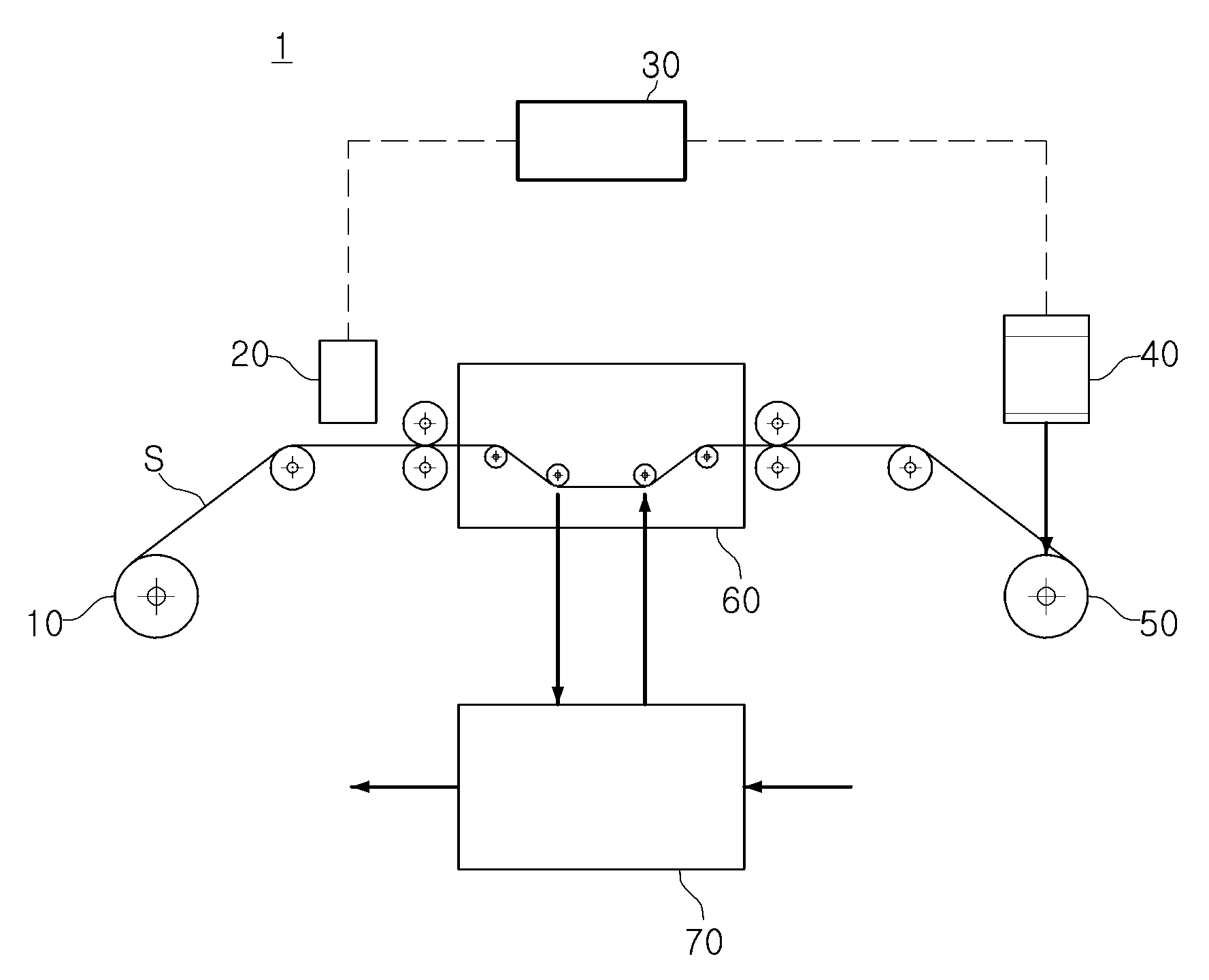
본 발명은 산세 장치 및 산세 방법에 대한 것으로, 구체적으로는 외부 산화층과 내부 산화층이 있는 기가급 강종의 산세 장치 및 산세 방법에 관한 것이다. 통상의 열연강판은 열처리되어 압연되는 과정에서 강판의 표면에 스케일이 생성되므로, 이를 제거하지 않으면 후에 수행되는 냉간 압연 공정 시, 압연 롤에 스케일이 말려 들어가 강판 표면을 손상시키는 원인이 되는 일이 많으므로, 스케일의 제거는 필수 불가결한 공정에 해당한다. 종래의 스케일 제거에 관해서는, 복수의 산성 용액 중에 강판을 침지하고 연속으로 통과시켜, 산세를 제거하는 경우가 많다. 그런데, 최근에는 실리콘 및 망간의 함량이 증대된 강도가 기가급 강판의 생산량이 증가함에 따라 산세 공정의 생산능력 향상이 필요한 실정이다. 특히 이러한 기가급 강판은 스케일과 모재 내부의 산화층이 포함되어 있어, 상기의 종래 스케일 제거 방법으로 제거 시 일반 강판에 비해 제거하는 시간이 오래 걸리는 단점이 있다. 이로 인해, 기존의 산세 공정은 기가급 강판의 외부 및 내부 스케일 제거를 위해 산세 속도를 1/5로 낮추어 작업하고 있어, 생산량의 저하를 가져오고 있는 상황이다. 한편, 산세를 제어하는 기술로는 특허문헌 1 과 같이 산 농도, 산 온도등에 기초하여 산세 속도를 조절하는 기술이 알려져 있다. 하지만, 이와 같은 기술도 산 능력에 기초하여 산세 속도를 조절할 뿐 강판의 상태, 특히 내부 산화층을 고려하지 않는다는 한계가 있다. (특허문헌 1) JP2000-303197 A 본 발명은 위와 같은 종래 기술의 문제를 해결하기 위한 것으로 기가급 강종의 산세 효율을 높일 수 있는 산세 장치 및 산세 방법을 제공하는 것을 목적으로 한다. 본 발명은 위와 같은 목적을 달성하기 위하여 다음과 같은 산세 장치 및 산세 방법을 제공한다. 본 발명은 일실시예로 산 탱크; 상기 산 탱크 전방에 배치되어 산 탱크로 들어오는 강판의 백색도와 색차 중 적어도 하나를 측정하는 측정부; 및 상기 측정부에 연결되며, 측정값에 기초하여 강판의 산탱크 통과 속도를 조절하는 제어부;를 포함하는 산세 장치를 제공한다. 본 발명은 일실시예에서 상기 제어부는 측정부의 측정값이 소정의 값 이상 변화된 경우에 상기 통과 속도를 조절할 수 있다. 일실시예에서 상기 측정부는 백색도를 측정하며, 상기 제어부는 측정되는 백색도 값이 10 이상 변화된 경우에 상기 통과 속도를 조절할 수 있다. 본 발명은 상기 산탱크보다 후행하는 위치에 배치된 코일러;를 더 포함하며, 상기 제어부는 상기 코일러의 권취 속도를 조절할 수 있다. 일실시예에서 상기 측정부보다 선행하는 위치에 배치된 디코일러를 더 포함할 수 있다. 본 발명은 일실시예로, 산 탱크 진입 전의 강판의 백색도를 측정하는 백색도와 색차 중 적어도 하나를 측정하는 측정 단계; 및 측정값에 기초하여 강판의 통판 속도를 조절하는 통판 속도 조절 단계:를 포함할 수 있다. 이때, 상기 측정 단계는 백색도를 측정하며, 상기 통판 속도 결정 단계는 측정 백색도 값을 기측정 백색도 값과 대비하는 대비 단계; 및 상기 대비 단계에서 기측정 백색도 값과 측정 백색도 값의 차이가 소정의 값 이상인 경우에 산 탱크에서 강판의 통판 속도를 변화시키는 조절 단계를 포함할 수 있다. 본 발명의 일실시예에서 상기 차이는 절대값을 사용하며, 상기 소정의 값은 10 일 수 있다. 본 발명의 일실시예에서 상기 측정 단계는 색차를 측정하며, 상기 통판 속도 조절 단계는 측정된 색차값이 소정의 값 이상인 경우에 산 탱크에서 해당 부분의 통판 속도를 변화시킬 수 있다. 본 발명의 일 실시예에서 상기 측정 백색도 값의 차이가 기측정 백색도 값보다 작은 경우 강판의 통판 속도를 올릴 수 있으며, 상기 통판 속도 조절 단계는 강판에서 측정값이 변화되는 길이를 구하고, 상기 길이가 산 탱크를 통과할 때만 통판 속도를 변경할 수 있다. 본 발명의 일실시예에서 상기 강판은 기가급 강종의 강판이며, 상기 측정 단계에서는 권취된 코일에서 풀린 강판의 백색도를 측정할 수 있다. 본 발명의 일 실시예에서 상기 통판 속도 조절 단계는 통판 속도 변화시 적어도 100mpm 이상 변화시킬 수 있다. 본 발명은 열연강판의 스케일의 백색도 차이/색차를 측정하여 내부산화층의 위치를 파악하여 산세 속도를 제어하여 산세 생산성을 향상시킬 수 있다. 도 1 은 본 발명의 일실시예의 산세 장치의 개략도이다. 도 2 는 본 발명의 산세 장치의 산세 속도 변화를 도시한 그래프이다. 도 3 은 본 발명의 일실시예에 따른 산세 방법의 순서도이다. * 부호의 설명* 10: 디코일러 20: 측정부 30: 제어부 40: 모터 50: 코일러 60: 산 탱크 70: 순환 탱크 S: 강판 기가급 강종의 스케일은 외부산화층과 내부산화층으로 구성된다. 600℃ 이상에서 열연 권취된 코일은 외권부 대비 내권부가 열이 밖으로 빠져나가지 않아 고온의 환경에서 외부산화층의 산소가 모재 내부로 확산하여 내부 산화층이 형성되며, 내부 산화층은 보통 10 ~ 20㎛ 정도의 두께를 가진다. 내부산화층이 형성되면 외부산화층에서 빠져나간 산소와 고온의 분위기에서 내권부에는 외부산화층의 최표층은 Fe로 환원되여 어두운 은색으로 바뀌게 된다. 내부산화층이 없는 외부산화층은 철과 산소가 반응하여 검은색이나 갈색의 산화물을 형성하고 백색도값을 측정하면 40이하의 어두운 표면을 가지게 된다. 본 발명에서는 내부산화층이 형성되면 표층에 Fe 환원에 되여 외부산화층이 은색으로 바뀌는 현상을 이용하여 백색도값이나 색차계를 측정하여 내부산화층 형성 위치를 정확하게 계산할 수 있다. 참고로 내부산화층이 있는 외부산화층의 백색도 값은 70정도 측정되며 내부산화층이 없는 외부산화층의 표면은 백색도값이 40정도 나온다. 또한, 기가급 강종의 내부산화층은 전장에 형성되여 있지 않고 내권부에만 형성되여 내부산화층 위치를 정확히 측정할 수 있으면 산세속도를 조절하여 산세효율을 향상시킬 수 있다. 이하에서는 첨부된 도면을 참고로 하여 본 발명의 산세 장치 및 방법에 대하여 상세히 설명하도록 한다. 도 1 에는 본 발명의 일실시예의 산세 장치(1)가 도시되어 있다. 도 1 에서 보이듯이, 본 발명에서 강판은 디코일러(10)에서 열연 코일을 풀어서 공급한다. 도시되지는 않았지만, 코일에서 풀린 강판(S)은 용접에 의해서 이전 강판의 단부에 용접되어 연속적으로 산세가 이루어질 수 있도록 한다. 코일에서 풀린 강판(S)은 측정부(20)을 통과한 후 산 탱크(60)로 공급되며, 산 탱크(60)에 보관된 산 용액에 의해서 산화층이 제거되게 된다. 산화층이 제거된 강판(S)은 코일러(50)에 의해서 재권취되는데, 재권취 되지 않고 후속 공정으로 바로 공급되는 것도 가능하다. 측정부(20)는 제어부(30)에 연결되어 있으며, 상기 제어부(30)는 코일러(50)에 연결된 모터(40)에 연결되어, 상기 측정부(20)의 측정값에 기초하여 모터(40)를 제어함으로써 산 탱크(60)에서 강판의 통판 속도를 제어부(30)가 조절하는 것이 가능하다. 한편, 산 탱크(60)는 순환 탱크(70)에 연결되며, 순환 탱크(70)는 신산을 받아 산 탱크(60)로 공급하며, 산 탱크(60)에서 산을 받아서 폐산으로 내보낸다. 도 1 에서는 산 탱크(60) 및 순환 탱크(70)가 하나로 도시되었으나, 본 발명은 이에 제한되는 것이 아니며, 필요에 따라서 복수개의 산 탱크(60)/순환 탱크(70)가 구비되는 것도 가능함은 물론이다. 측정부(20)는 강판 표면을 촬영할 수 있는 장치로, 백색도계나 색차계를 포함하여 구성될 수 있다. 앞에서 말한 바와 같이, 내부 산화층이 형성된 외부 산화층의 색은 내부 산화층이 없는 외부 산화층의 색과는 상이하므로, 광학 센서를 통하여 이를 관찰하여 내부 산화층이 형성된 부분을 파악할 수 있다. 측정부(20)에서 측정된 측정값은 제어부(30)로 제공된다. 제어부(30)는 측정부(20)에서 측정된 측정값와 이전에 측정한 측정값하고 대비하여 그 차이가 소정의 값보다 크거나, 측정값 자체가 일정값 이상/미만인 경우에 해당 부분이 산 탱크(60)를 통과할 때 모터(40)의 회전수를 조절함으로써, 내부 산화층이 있는 부분에서는 저속으로 산 탱크(60)를 통과시키고, 내부 산화층이 없는 부분에서는 고속으로 산 탱크(60)를 통과시키는 것이 가능하다. 또한, 측정부(20)에서는 지속적으로 강판의 백색도 또는 색차를 측정하여 강판(S)에서 내부 산화층이 형성된 길이를 특정할 수 있으며, 그에 맞게 강판(S)이 산 탱크(60)를 느리게 통과시키는 것도 가능하다. 즉, 백색도 측정에 의해서 40 이 나오면, 강판에 내부 산화층이 형성되지 않은 부분이며, 백색도 측정에 의해서 70 이 나오면 강판의 내부 산화층이 형성된 부분이다. 또한, 열연 권취 코일의 경우에 일정 영역의 강판(S)에 내부 산화층이 형성되므로, 백색도가 40으로 유지되는 부분은 일반 강재와 유사하게 산 탱크(60)를 고속으로 통과시키고, 백색도가 70이 나오는 부분부터 강판(S)이 산 탱크(60)를 통과하는 속도를 늦춰서 산 탱크(60)에 충분한 시간동안 머무르게 하여 내부 산화층까지 제거될 수 있도록 한다. 해당 영역의 특정은 백색도가 내부 산화층이 형성 여부가 변동되지 않더라도 일정 범위 내에서는 편차가 발생할 수 있으므로, 지속적으로 백색도를 측정하면서 그 변동 폭이 소정 범위를 벗어나는 경우에 내부 산화층이 존재 혹은 부존재 하는 영역으로 변화되는 것이므로, 변화폭이 크게 나타나는 부분이 산 탱크(60)로 들어가는 시점에서부터 속도 변화를 가지는 것이 바람직하다. 이때, 편차는 백색도인 경우 절대값을 기준으로 10 이상인 것이 바람직하다. 다르게, 절대적인 값을 기준으로 측정값이 일정 값을 넘으면, 예를 들면 백색도 50을 기준으로 50이 넘기 시작한 부분을 기점으로 내부 산화층이 형성된 영역으로 판단하는 것도 가능하다. 또 다르게, 색차계인 경우에 제공되는 값이 색차 값이므로, 이전 값과 대비하지 않고, 색차 값 자체가 일정 값 이상인 경우에 내부 산화층이 존재하는 혹은 부존재하는 영역으로 전환되었음을 판단하는 것도 가능하다. 본 발명의 일실시예에서 백색도계와 색차계를 동시에 사용하는 것도 가능하며, 이 경우에 각각에서 얻은 값 혹은 값의 차이를 상호 보완하여 내부 산화층이 존재하는 혹은 부존재하는 영역을 판단하는 것도 가능하다. 도 2 에는 본 발명의 실시예에서 강판의 통판 속도를 조절하는 모습이 도시된 그래프이다. 도 2 에서 X 축은 시간이며, Y 축은 산세 속도, 즉, 강판(S)이 산 탱크(60)를 통과하는 속도이다. 도 2 에서 보이듯이, 초기에는 내부 산화층이 부존재하는 부분이므로, 고속으로 산 탱크(60)를 통과시킨다. 이때는 기가급 강종이 아닌 일반 강종의 경우에도 동일하다. 기가급 강종이 용접에 의해서 일반 강종에 연이어 오거나, 기가급 강종 간에 연결되어 기가급 강종이 연이어 오더라도 내부 산화층이 형성된 영역에서는 강판(S)이 산 탱크(60)를 통과하는 속도를 충분히 낮춰서 통과시키게 하고, 내부 산화층이 형성된 영역이 지나고 나면 다시 속도를 높이게 된다. 도 2 의 실시예에서 내부 산화층이 부존재하는 경우에 200mpm의 속도로 강판(S)이 산 탱크(60)를 통과하게 하고, 내부 산화층이 존재하는 경우에 30mpm의 속도로 강판(S)이 산 탱크(60)를 통과하게 하였다. 내부 산화층이 있는 경우에 충분한 산화시간이 필요하므로, 내부 산화층이 존재 여부가 변경되는 경우에 속도의 변화는 100mpm 이상으로 크게 변화시키는 것이 바람직하다. 바람직하게는 내부 산화층이 있는 영역으로 갈 때는 내부 산화층이 없는 영역에서의 통판 속도의 1/5 이하로 낮추는 것이 바람직하며, 반대로 내부 산화층이 있는 영역에서 내부 산화층이 없는 영역으로 갈 때는 원래대로 복귀, 즉, 통판 속도를 5배 이상 높이는 것이 바람직하다. 도 3 에는 본 발명의 산세 방법의 순서도가 도시되어 있다. 본 발명의 일실시예의 산세 방법에서 산 탱크 진입 전의 강판의 백색도를 측정하는 백색도를 측정하는 측정 단계(S100); 및 측정값에 기초하여 강판의 통판 속도를 조절하는 통판 속도 조절 단계:를 포함한다. 통판 속도 조절 단계는 측정 백색도 값을 기측정 백색도 값과 대비하는 대비 단계(S110); 및 상기 대비 단계에서 기측정 백색도 값과 측정 백색도 값의 차이가 소정의 값 이상인 경우에 산 탱크에서 강판의 통판 속도를 변화시키는 조절 단계를 포함한다. 기측정 백색도 값(백색도n-1)과 측정 백색도 값(백색도n)의 차이가 크지 않은 경우에 통판 속도는 유지되며(S140), 측정을 계속한다. 상기 백색도 값의 차이는 절대값으로 10 이상인 것이 바람직하다. 조절 단계에서 통판 속도를 조절해야 하는 것으로 판단되면 이번 측정된 백색도값(백색도n)과 기측정된 백색도 값(백색도n-1)을 대비하며(S120), 이번에 측정된 백색도 값이 기측정된 백색도 값보다 증가된 경우(백색도n >백색도n-1)에는 내부 산화층이 형성된 영역이 오고 있는 것이므로, 해당 부분에서의 산 탱크 통과 속도를 감소시킨다(S130). 반대로, 이번 측정한 백색도 값이 기측정된 백색도 값보다 작은 경우(백색도n-1 >백색도n) 내부 산화층이 없는 강판이 오고 있는 것이므로 해당 부분에서는 산 탱크 통과 속도를 증가시킨다(S150). 속도 변화 여부의 판단은 공급되는 강판(S)에 대하여 지속적으로 수행하여, 강판(S)에서 백색도가 증가된 부분의 길이를 구하고, 해당 부분만 산 탱크(60)에서 저속으로 통과하게 하는 것이 가능하다. The present invention provides a pickling apparatus and a pickling method which can increase the pickling efficiency of giga steel products. An embodiment of the present invention provides a pickling apparatus comprising: an acid tank; a measurement part disposed in front of the acid tank so as to measure at least one of the whiteness and color difference values of a steel sheet entering the acid tank; and a control part connected to the measurement part so as to control, on the basis of the measured values, the speed at which the steel sheet passes through the acid tank. 산 탱크; 상기 산 탱크 전방에 배치되어 산 탱크로 들어오는 강판의 백색도와 색차 중 적어도 하나를 측정하는 측정부; 및 상기 측정부에 연결되며, 측정값에 기초하여 강판의 산탱크 통과 속도를 조절하는 제어부;를 포함하는 산세 장치. 제 1 항에 있어서, 상기 제어부는 측정부의 측정값이 소정의 값 이상 변화된 경우에 상기 통과 속도를 조절하는 것을 특징으로 하는 산세 장치. 제 2 항에 있어서, 상기 측정부는 백색도를 측정하며, 상기 제어부는 측정되는 백색도 값이 10 이상 변화된 경우에 상기 통과 속도를 조절하는 것을 특징으로 하는 산세 장치. 제 1 항 내지 제 3 항 중 어느 한 항에 있어서, 상기 산 탱크보다 후행하는 위치에 배치된 코일러;를 더 포함하며, 상기 제어부는 상기 코일러의 권취 속도를 조절하는 것을 특징으로 하는 산세 장치. 제 1 항 내지 제 3 항 중 어느 한 항에 있어서, 상기 측정부보다 선행하는 위치에 배치된 디코일러를 더 포함하는 것을 특징으로 하는 산세 장치. 산 탱크 진입 전의 강판의 백색도를 측정하는 백색도와 색차 중 적어도 하나를 측정하는 측정 단계; 및 측정값에 기초하여 강판의 통판 속도를 조절하는 통판 속도 조절 단계:를 포함하는 산세 방법. 제 6 항에 있어서, 상기 측정 단계는 백색도를 측정하며, 상기 통판 속도 결정 단계는 측정 백색도 값을 기측정 백색도 값과 대비하는 대비 단계; 및 상기 대비 단계에서 기측정 백색도 값과 측정 백색도 값의 차이가 소정의 값 이상인 경우에 산 탱크에서 강판의 통판 속도를 변화시키는 조절 단계를 포함하는 산세 방법. 제 7 항에 있어서, 상기 차이는 절대값을 사용하며, 상기 소정의 값은 10 인 것을 특징으로 하는 산세 방법. 제 6 항에 있어서, 상기 측정 단계는 색차를 측정하며, 상기 통판 속도 조절 단계는 측정된 색차값이 소정의 값 이상인 경우에 산 탱크에서 해당 부분의 통판 속도를 변화시키는 것을 특징으로 하는 산세 방법. 제 7 항에 있어서, 상기 측정 백색도 값의 차이가 기측정 백색도 값보다 작은 경우 강판의 통판 속도를 올리는 것을 특징으로 하는 산세 방법. 제 6 항에 있어서, 상기 통판 속도 조절 단계는 강판에서 측정값이 변화되는 길이를 구하고, 상기 길이가 산 탱크를 통과할 때만 통판 속도를 변경하는 것을 특징으로 하는 산세 방법. 제 6 항 또는 제 10 항 중 어느 한 항에 있어서, 상기 강판은 기가급 강종의 강판이며, 상기 측정 단계에서는 권취된 코일에서 풀린 강판의 백색도를 측정하는 것을 특징으로 하는 산세 방법. 제 7 항 또는 제 8 항에 있어서, 상기 통판 속도 조절 단계는 통판 속도 변화시 적어도 100mpm 이상 변화시키는 것을 특징으로 하는 산세 방법.