COSMETIC PUFF AND METHOD FOR MANUFACTURING SAME
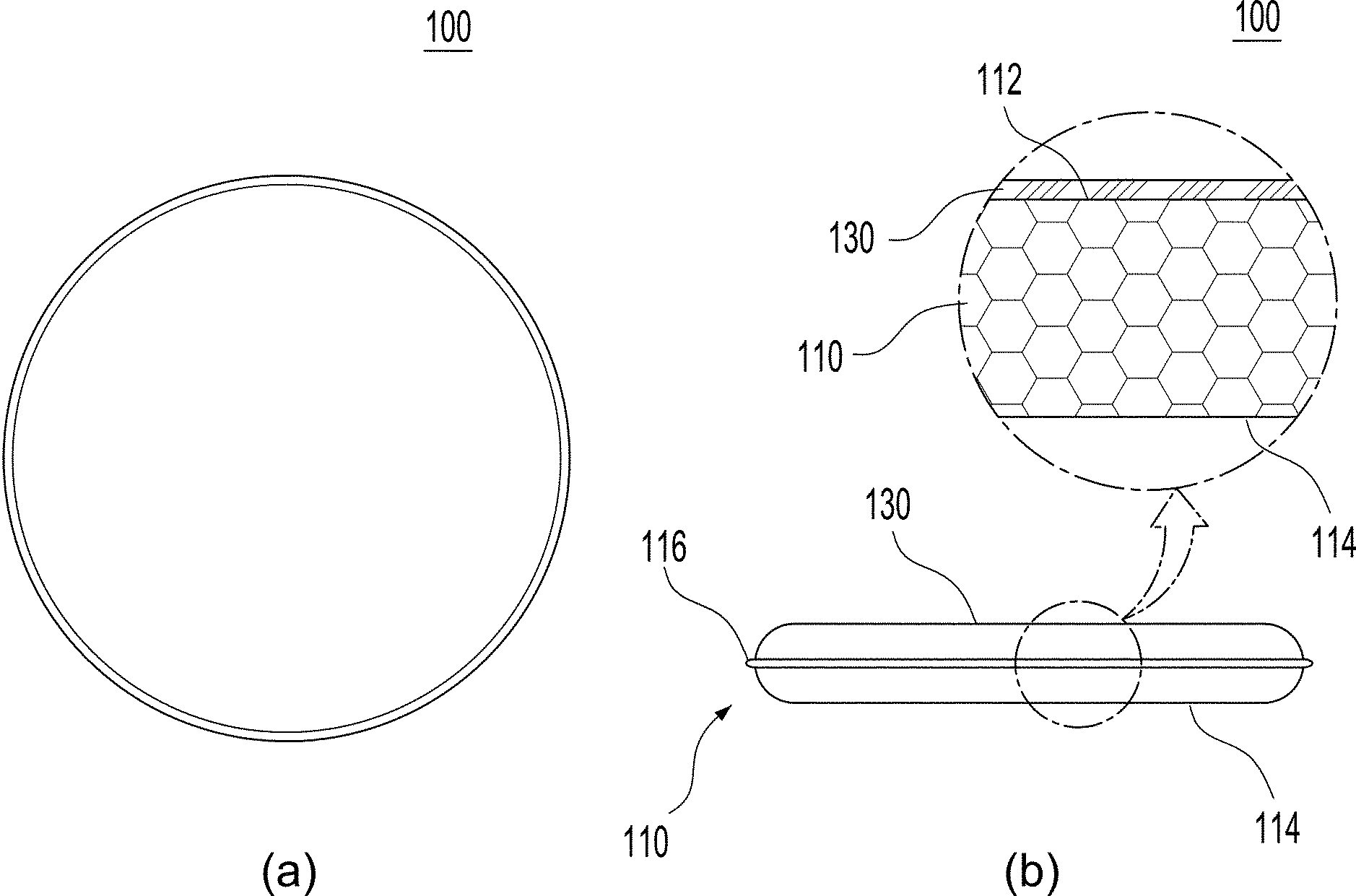
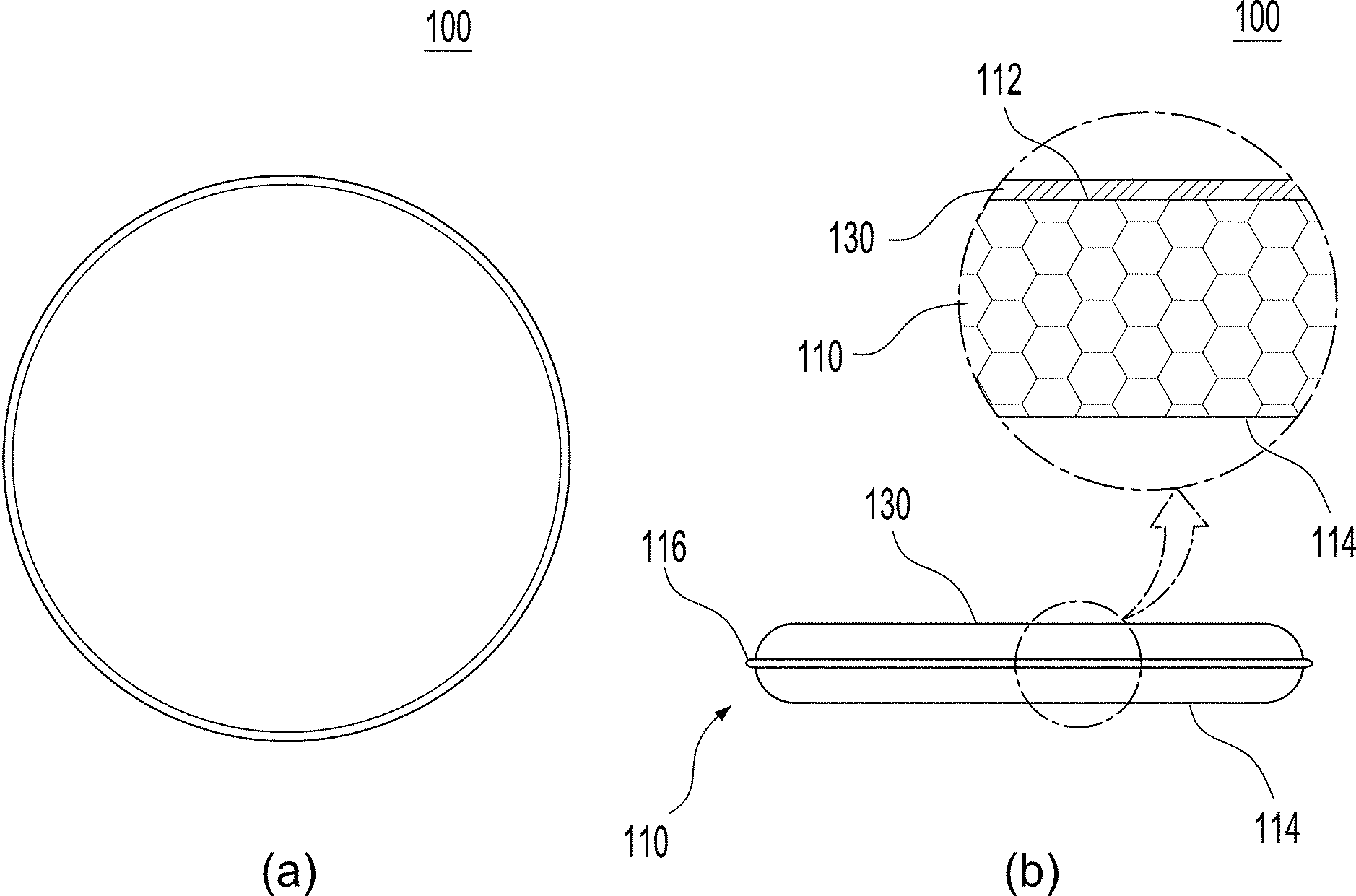
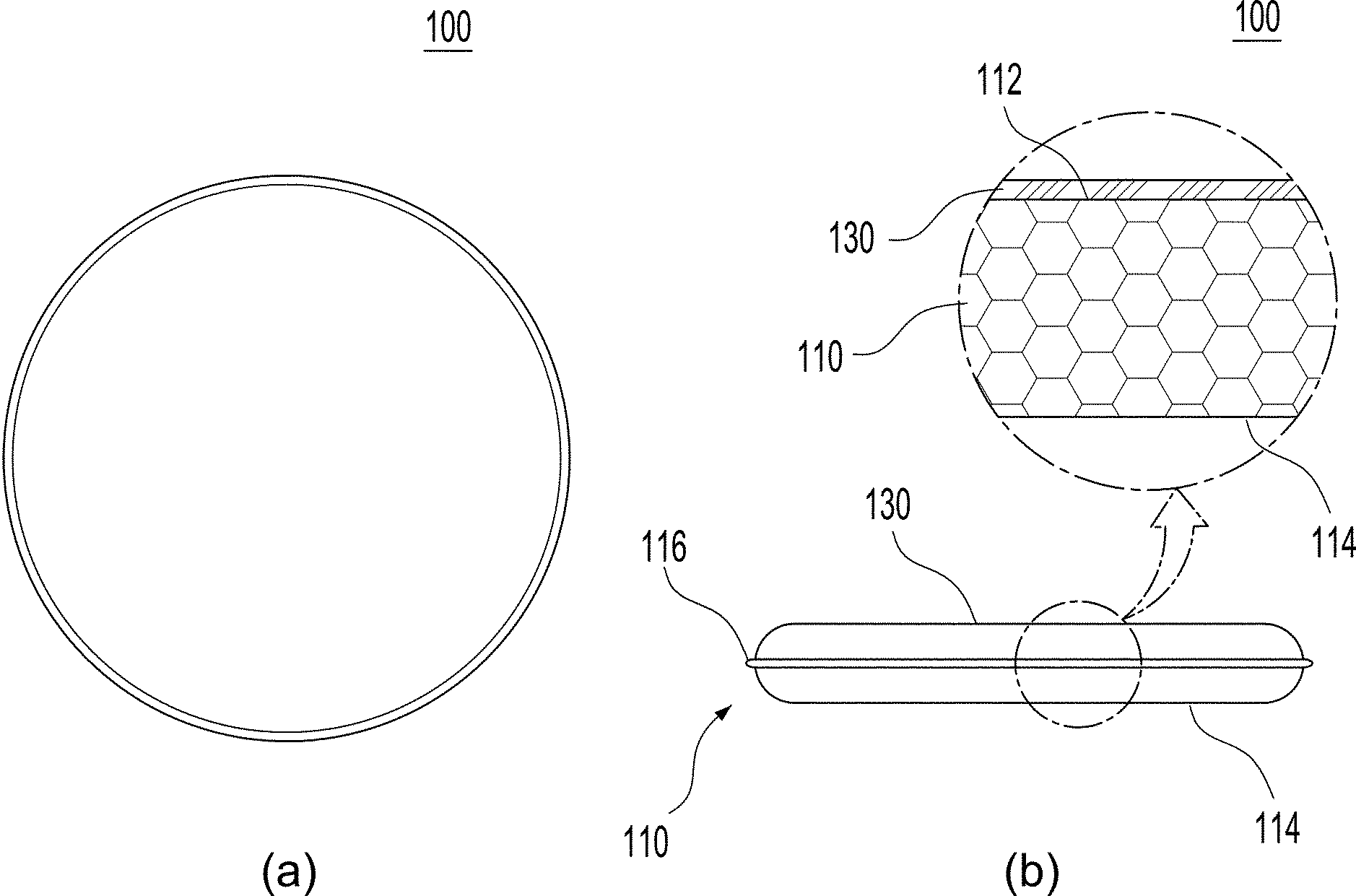
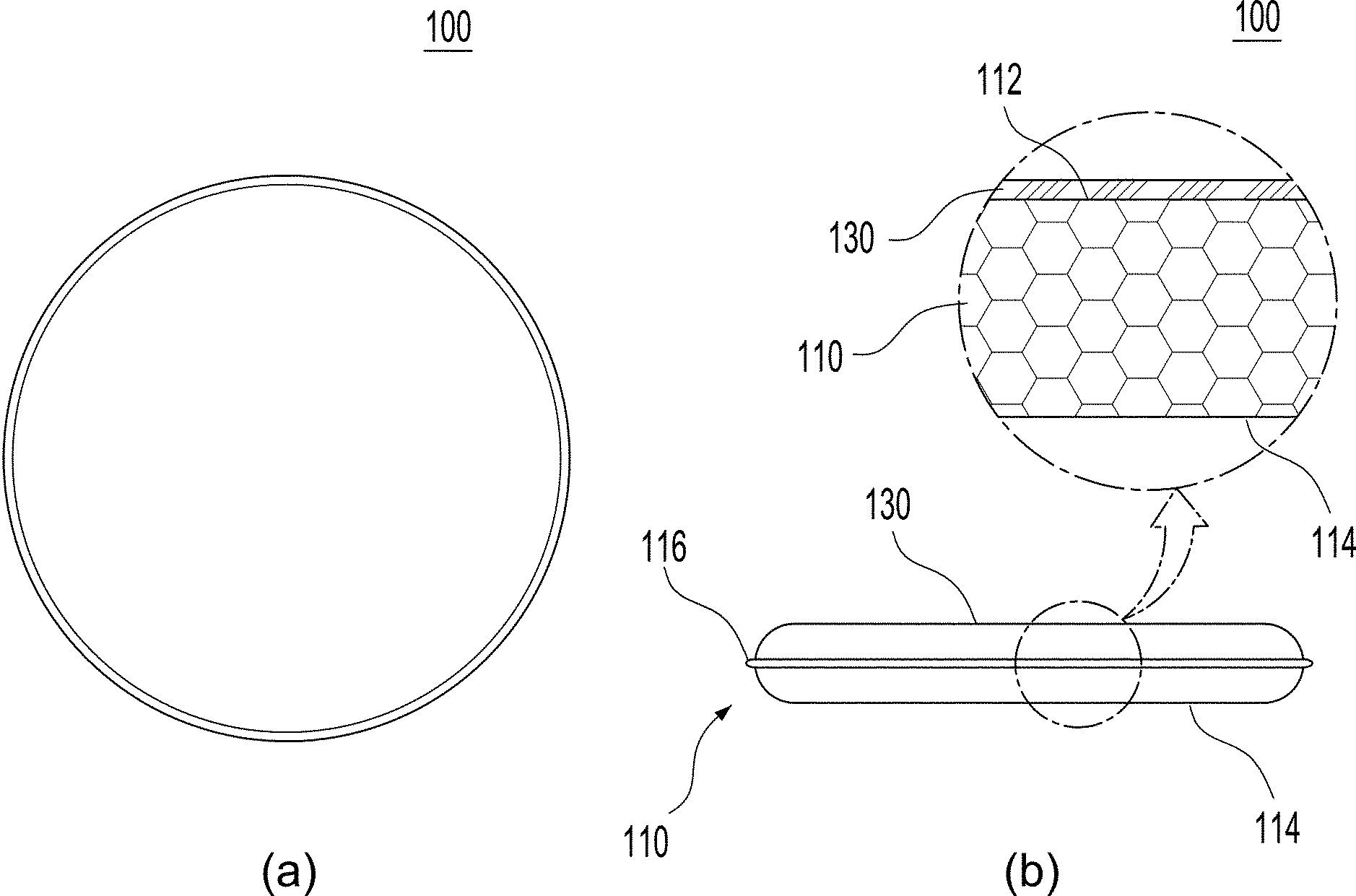
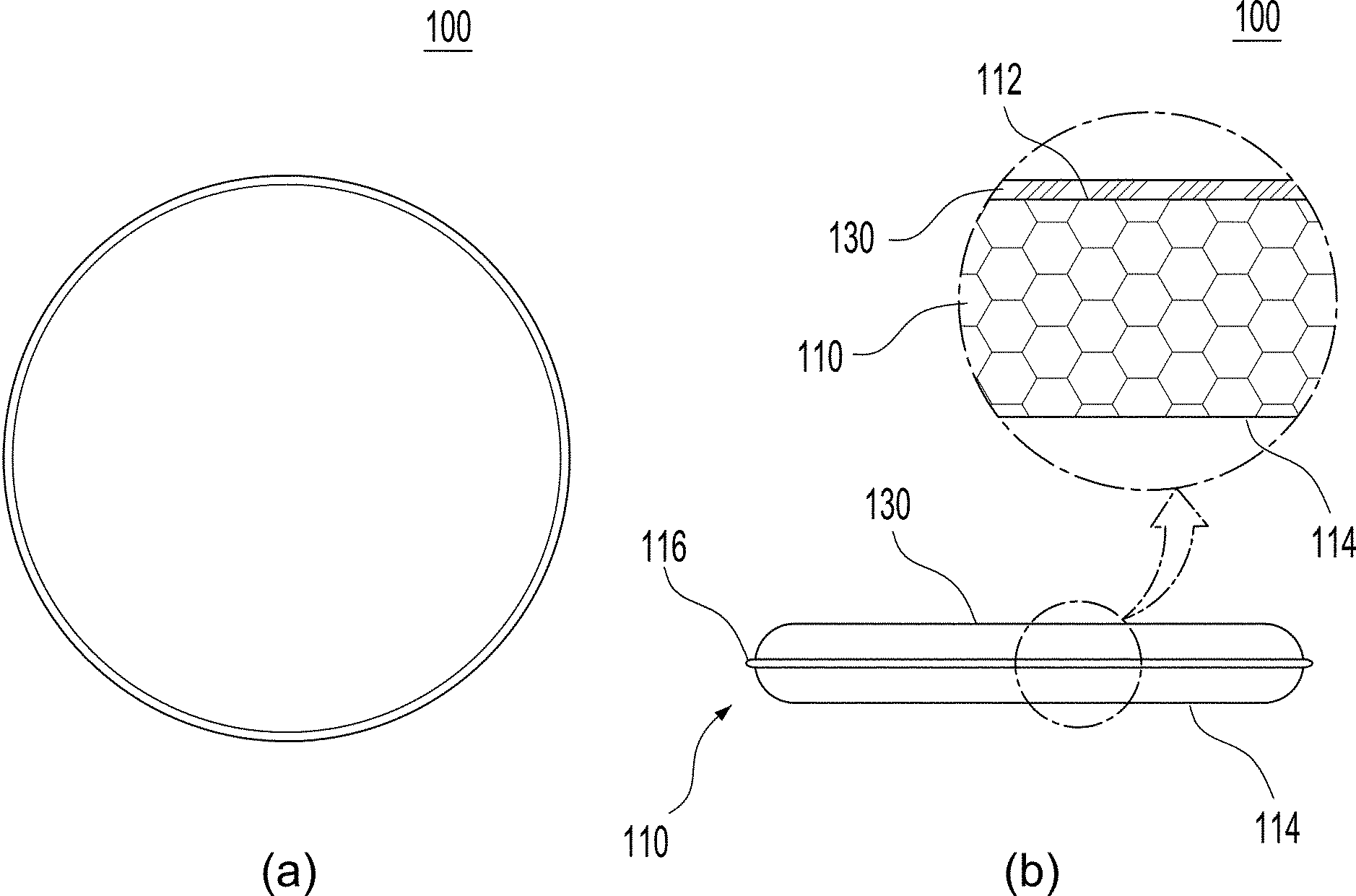
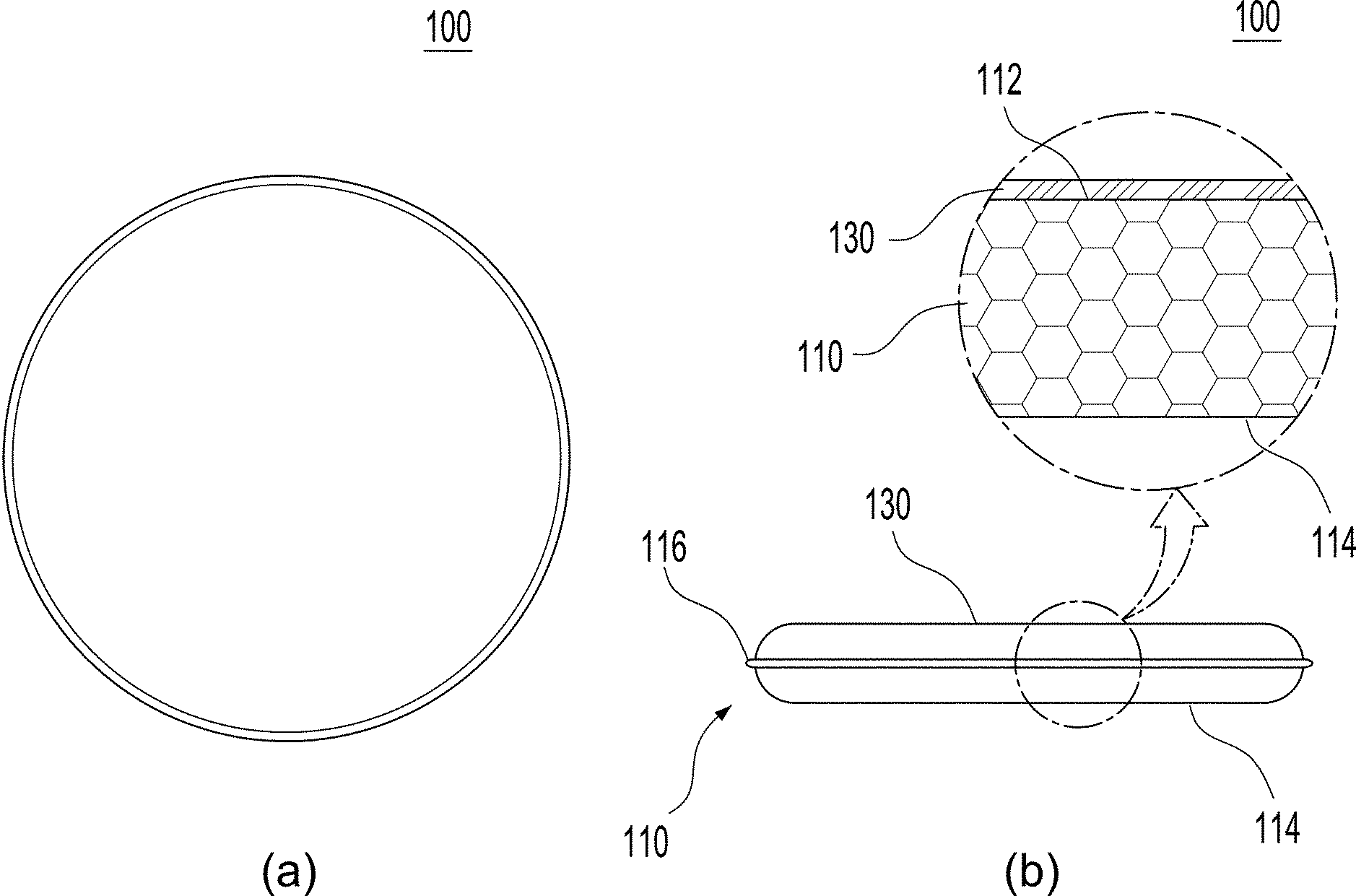
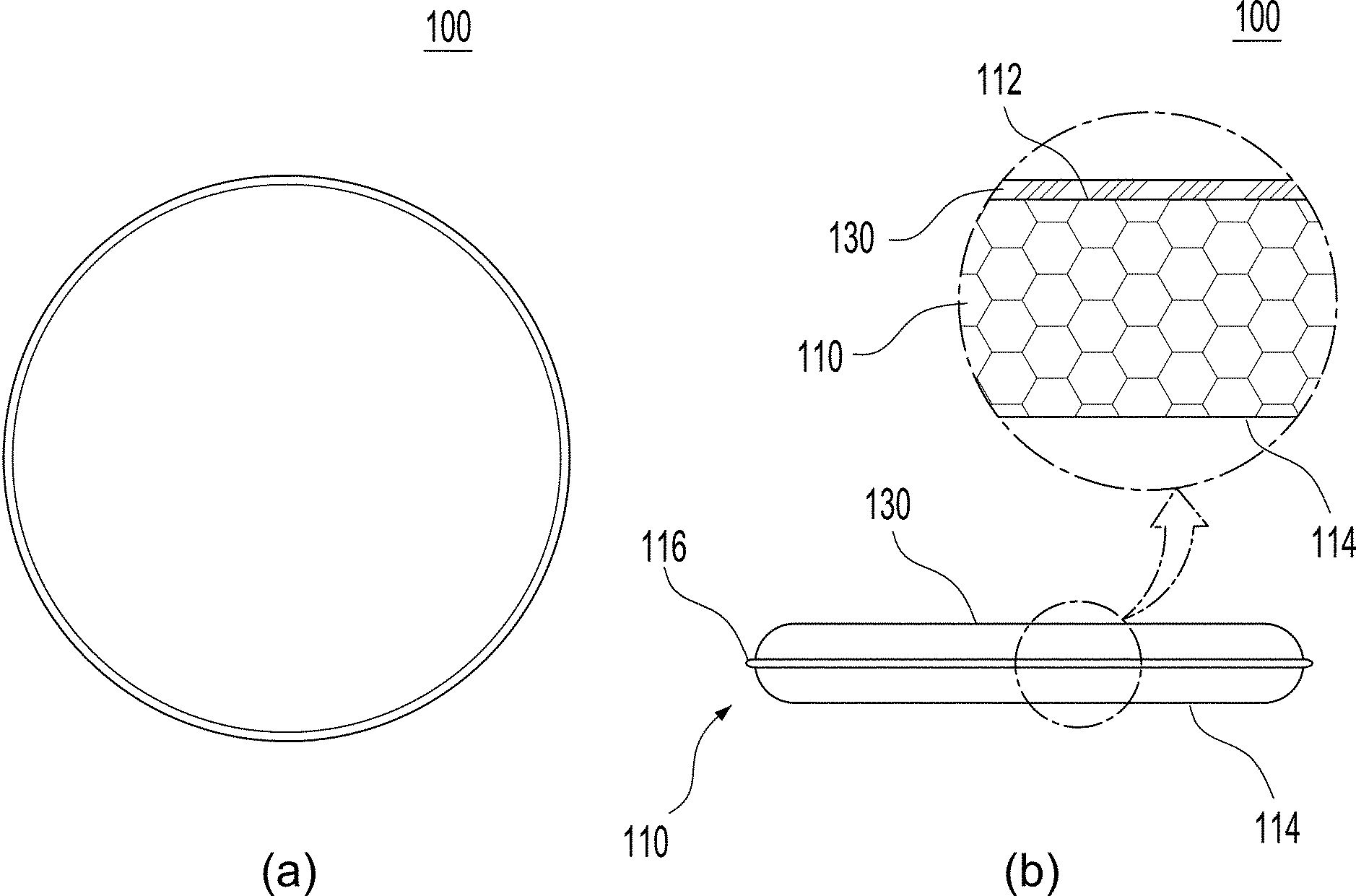
본 발명은 화장용 퍼프 및 이의 제조 방법에 관한 것으로서, 필름부를 통해 위생 및 사용편의성을 개선한 화장용 퍼프 및 이의 제조 방법에 관한 것이다. 일반적으로 화장용 퍼프는 분말이나 액상 상태의 파운데이션 등의 화장료를 일면에 묻히거나 도포하여 사용자의 피부에 바르는데 사용된다. 이러한 화장용 퍼프는 피부에 도포하고자 하는 화장료가 잘 흡수될 수 있도록 하기 위하여 기공을 갖는 라텍스, 고무, 폴리우레탄 등의 소재로 된 스펀지들이 주로 사용될 수 있다. 구체적으로, 화장용 퍼프를 손가락을 끼우거나 손가락으로 파지한 상태에서 분말 또는 액상의 화장료를 퍼프의 표면에 묻히고, 피부 표면(화장부위)에 두드리면서 고르게 화장을 하게 된다. 즉, 화장용 퍼프의 표면은 사용자의 피부 표면과 직접적으로 접촉하는 부분이라는 점에서, 철저한 위생 관리가 요구되지만, 화장용 퍼프가 외부에 그대로 노출되기 때문에, 외부 자극으로 인한 퍼프 표면의 손상이나 오염이 빈번하게 발생하는 문제가 있었다. 이를 해결하기 위해, 일회용 퍼프를 사용하는 경우도 있으나, 일회용 퍼프는 도포 성능이나 내구성 등의 품질이 상대적으로 낮다는 문제가 있었다. 따라서 이러한 문제점을 해결하기 위한 기술이 요구된다. 본 발명은 상기 문제점을 해결하기 위한 것으로서, 필름부를 통해 위생 및 사용편의성을 개선한 화장용 퍼프 및 이의 제조 방법을 제공하는 것을 그 목적으로 한다. 본 발명의 기술적 과제들은 이상에서 언급한 기술적 과제들로 제한되지 않으며, 언급되지 않은 또 다른 기술적 과제들은 아래의 기재들로부터 당업자에게 명확하게 이해될 수 있을 것이다. 본 발명의 일 실시예에 따라, 화장용 퍼프가 제공된다. 상기 화장용 퍼프는, 소정의 부피감을 갖는 퍼프 본체; 및 상기 퍼프 본체의 제 1 면을 덮는 필름부를 포함하고, 상기 퍼프 본체의 상기 제 1 면은 화장 시에 화장료가 도포되는 면이며, 상기 필름부는 상기 화장용 퍼프의 사용 시에 제거될 수 있다. 바람직하게는, 상기 퍼프 본체는 상기 제 1 면, 상기 제 1 면의 반대측의 제 2 면, 상기 제 1 면과 상기 제 2 면이 외측에서 서로 결합하는 테두리부를 포함하고, 상기 필름부는 상기 테두리부에서 결합할 수 있다. 또한, 바람직하게는, 상기 필름부는 투명 또는 반투명 재질일 수 있다. 또한, 바람직하게는, 상기 퍼프 본체의 상기 테두리부에서 결합하여, 상기 제 2 면을 덮는 제 2 필름부를 더 포함할 수 있다. 또한, 바람직하게는, 상기 퍼프 본체의 상기 제 2 면 측에 위치하고, 상기 테두리부에 결합하는 손잡이부를 더 포함할 수 있다. 또한, 바람직하게는, 상기 필름부 표면에는 소정의 이미지가 인쇄될 수 있다. 또한, 바람직하게는, 상기 필름부는, 연신 폴리프로필렌(oriented poly propylene), 폴리프로필렌(poly propylene), 저밀도 폴리에틸렌(LDPE, low density polyethylene), 고밀도 폴리에틸렌(HDPE, high density polyethylene), 폴리우레탄(polyurethane), 폴리에틸렌 테레프타레이트(polyethylene terephthalate), 나일론(nylon) 또는 이들의 조합으로 이루어질 수 있다. 또한, 바람직하게는, 상기 필름부와 상이한 재질로 이루어지고, 상기 필름부의 제거를 위해 상기 필름부의 표면 중 적어도 일 영역에 접착되는 제거부를 더 포함할 수 있다. 또한, 바람직하게는, 상기 필름부는 복수 개의 필름부가 적층되어 구성되며, 적어도 일부가 화장료의 도포 부재로 이용될 수 있다. 또한, 바람직하게는, 상기 적층되는 복수의 필름부 사이에 배치되어, 적어도 일 영역에서 상기 복수의 필름부 간의 밀착을 방지하는 분리층을 더 포함할 수 있다. 본 발명의 일 실시예에 따라, 화장용 퍼프의 제조 방법이 제공된다. 상기 방법은, 퍼프 원단의 상측에 필름 원단을 배치하는 단계; 및 상기 퍼프 원단 및 상기 필름 원단의 테두리 영역을 융착하여 퍼프 본체 및 필름부를 포함하는 화장용 퍼프를 제조하는 단계를 포함할 수 있다. 바람직하게는, 상기 융착은, 상단 성형틀 및 하단 성형틀을 가열하는 단계; 상단 성형틀 및 하단 성형틀 사이에 적층된 상기 필름 원단 및 상기 퍼프 원단을 배치하는 단계; 및 상기 상단 성형틀 및 상기 하단 성형틀을 상기 필름 원단 및 상기 퍼프 원단을 향하여 가압하는 단계에 의해 수행될 수 있다. 또한, 바람직하게는, 상기 상단 성형틀의 가열 온도는 150 내지 160℃이고, 이고, 상기 하단 성형틀의 가열 온도는 195 내지 200℃이며, 상기 가압하는 단계는 12-17초 동안 수행될 수 있다. 또한, 바람직하게는, 상기 융착에 의해 상기 화장용 퍼프가 상기 퍼프 원단 및 상기 필름 원단으로부터 분리될 수 있다. 또한, 바람직하게는, 상기 필름 원단의 표면에 소정의 이미지를 인쇄하는 단계를 더 포함하고, 상기 인쇄하는 단계는 상기 필름 원단을 배치하는 단계 이전에 수행될 수 있다. 또한, 바람직하게는, 상기 인쇄하는 단계는 실크 인쇄에 의해 수행될 수 있다. 본 발명에 따르면, 퍼프 본체의 일 면을 덮는 필름부를 통해 화장용 퍼프를 오염이나 손상으로부터 보호할 수 있다. 또한, 본 발명에 따르면, 퍼프 본체의 테두리부를 통해 필름부를 용이하게 결합 및 제거되도록 할 수 있다. 또한, 본 발명에 따르면, 필름부에 다양한 이미지를 인쇄하여, 사용자에게 심미감, 광고효과 등을 제공할 수 있다. 또한, 본 발명에 따르면, 퍼프 원단과 필름 원단을 적층한 상태에서 성형틀을 가압하여 열 융착시킴으로써, 보다 효율적으로 공정 과정을 개선할 수 있다. 본 발명의 상세한 설명에서 인용되는 도면을 보다 충분히 이해하기 위하여 각 도면의 간단한 설명이 제공된다. 도 1은 본 발명의 일 실시예에 따른 화장용 퍼프를 도시한다. 도 2는 본 발명의 일 실시예에 따른 화장용 퍼프를 도시한다. 도 3은 본 발명의 일 실시예에 따른 화장용 퍼프를 도시한다. 도 4는 본 발명의 일 실시예에 따른 화장용 퍼프를 도시한다. 도 5는 본 발명의 일 실시예에 따른 화장용 퍼프의 제조 방법을 도시한다. 도 6은 도 5에서 S520 단계의 일 실시예를 도시한다. 도 7은 도 6에 따른 제조 공정 중 일부를 도시한다. 도 8은 본 발명의 일 실시예에 따른 화장용 퍼프의 예시를 도시한다. 이하, 본 발명에 따른 실시예들은 첨부된 도면들을 참조하여 설명한다. 각 도면의 구성요소들에 참조부호를 부가함에 있어서, 동일한 구성요소들에 대해서는 비록 다른 도면상에 표시되더라도 가능한 한 동일한 부호를 가지도록 하고 있음에 유의해야 한다. 또한, 본 발명의 실시예를 설명함에 있어, 관련된 공지 구성 또는 기능에 대한 구체적인 설명이 본 발명의 실시예에 대한 이해를 방해한다고 판단되는 경우에는 그 상세한 설명은 생략한다. 또한, 이하에서 본 발명의 실시예들을 설명할 것이나, 본 발명의 기술적 사상은 이에 한정되거나 제한되지 않고 당업자에 의해 변형되어 다양하게 실시될 수 있다. 한편, 이하에서 기재되는 편의상 상하좌우의 방향은 도면을 기준으로 한 것이며, 해당 방향으로 본 발명의 권리범위가 반드시 한정되는 것은 아니다. 명세서 전체에서, 어떤 부분이 다른 부분과 "연결"되어 있다고 할 때, 이는 "직접적으로 연결"되어 있는 경우뿐 아니라, 그 중간에 다른 소자를 사이에 두고 "간접적으로 연결"되어 있는 경우도 포함한다. 명세서 전체에서, 어떤 부분이 어떤 구성요소를 "포함"한다고 할 때, 이는 특별히 반대되는 기재가 없는 한 다른 구성요소를 제외하는 것이 아니라 다른 구성요소를 더 포함할 수 있는 것을 의미한다. 또한, 본 발명의 실시예의 구성 요소를 설명하는 데 있어서, 제 1, 제 2, A, B, (a), (b) 등의 용어를 사용할 수 있다. 이러한 용어는 그 구성 요소를 다른 구성 요소와 구별하기 위한 것일 뿐, 그 용어에 의해 해당 구성 요소의 본질이나 차례 또는 순서 등이 한정되지 않는다. 도 1은 본 발명의 일 실시예에 따른 화장용 퍼프를 도시한다. 구체적으로, 도 1의 (a)는 화장용 퍼프(100)의 평면도를 도시하고, 도 1의 (b)는 화장용 퍼프(100)의 측면도 및 단면도를 도시한다. 도 1을 참조하면, 화장용 퍼프(100)는, 퍼프 본체(110); 및 필름부(130)를 포함할 수 있다. 퍼프 본체(110)는, 사용자가 용이하게 파지할 수 있고, 또한 피부와 접하면서 화장료를 도포할 수 있도록 소정의 부피감을 갖도록 구성될 수 있다. 이를 위해 퍼프 본체(110)는, 라텍스 스폰지(Latex Sponge), 니트릴 부타디엔고무(Nitrile Butadiene Rubber, NBR), 스티렌 부타디엔 고무(Styrene Butadiene Rubber, SBR), 천연고무(Natural Rubber, NR), 플로킹(Flocking, POLY URETHANE FLOCKED FOAM), 루비셀(Rubycell, 습식 Urethane), 면벨로어(cotton Velour), 폴리비닐알코올(Poly Vinyl Alcohol, PVA), 폴리우레탄(polyurethane, PU), 직물 등 다양한 재질로 구성될 수 있으며, 또한 단일 재질로 이루어지거나, 2 이상의 재질이 조합되어 이루어 질 수 있다. 이때, 퍼프 본체(110)는, 손바닥보다 작은 크기의 원형이나 사각형, 물방울 모양 등으로 제작될 수 있으나, 이에 한정되는 것은 아니며, 파지 및/또는 도포에 적합한 다양한 형상이 적용될 수 있다. 퍼프 본체(110)에 의해 도포되는 화장료는, 피부 미용, 화장 등에 이용되는 것으로서, 예를 들어, 로션, 밀크로션, 모이스쳐로션, 영양로션, 스킨로션, 스킨소프너, 스킨토너, 아스트린젠트, 맛사지크림, 영양크림, 모이스처크림, 선크림, 에센스, 선밀크, 비비크림, 베이스, 파운데이션, CC크림, 자외선차단제, 컨실러, 블러셔, 아이섀도우, 아이브로우, 립, 액상블러셔, 액상섀도우, 액상브로우 등 다양한 화장료를 포함할 수 있다. 이러한 화장료는 액상, 겔상 또는 비-액상일 수 있다. 바람직하게는, 액상 화장료일 수 있으나, 실시예에 따라 고형 또는 반고형 (예를 들어, 밤(balm) 형태, 파우더 형태 등)일 수도 있다. 퍼프 본체(110)는 일 측을 향하는 제 1 면(112), 상기 일 측과 반대되는 타 측을 향하는 제 2 면(114) 및 제 1 면(112)과 제 2 면(114)이 외측에서 둘레를 따라 결합하는 테두리부(116)를 포함할 수 있다. 여기서 제 1 면(112)은 화장 시에 화장료가 도포된 후 사용자의 피부와 접촉되는 면일 수 있다. 따라서 제 1 면(112)은 부드러우면서, 화장료가 흡수되지 않고 잘 묻어나는 특징을 지닐 수 있다. 제 2 면(114)은 제 1 면(112)에 반대면으로써 사용자가 직접 파지할 수 있는 면이거나 또는 파지를 위한 손잡이부(도 3의 170)를 제공할 수 있는 면일 수 있다. 따라서 제 2 면(114)은 파지에 용이한 재질이나 표면 패턴을 가질 수 있다. 다만, 상기 언급한 제 1 면(112) 및 제 2 면(114)의 구성은 예시적인 것으로서, 이에 한정되지 않으며, 본 발명이 적용되는 실시예에 따라 다양한 구성이 적용될 수 있다. 필름부(130)는 퍼프 본체(110)의 제 1 면(112)을 덮을 수 있다. 화장용 퍼프(100)의 (특히, 화장료 도포를 위한) 사용 이전에, 예를 들어, 운반이나 보관 중에, 필름부(130)가 퍼프 본체(110)의 적어도 일부를 커버할 수 있다. 이를 통해 퍼프 본체(110)의 오염이나 손상을 방지할 수 있다. 또한, 필름부(130)는 퍼프 본체(110)에 결합할 수 있으며, 화장용 퍼프(100)의 사용 시(즉, 화장료의 도포 시)에는 제거될 수 있다. 이때 필름부(130)의 결합 및 제거가 용이하도록 필름부(130)는 퍼프 본체(110)의 제 1 면(112) 전체에 걸쳐 결합하는 것이 아니라, 퍼프 본체(110) 중 테두리부(116)에만 결합할 수 있다. 테두리부(116)는 제 1 면(112)의 외측으로 둘레를 따라 존재하는 영역으로써, 테두리부(116)를 통해 필름부(130)에 퍼프 본체(110)에 용이하게 결합 및 제거되도록 할 수 있다. 특히, 필름부(130) 중 적어도 일부가 제거되지 않고, 테두리부(116)에 부착된 상태로 존재하더라도, 제 1 면(112)에 영향을 주지 않기 때문에, 화장용 퍼프(100)의 사용감이 저하되는 것을 방지할 수 있다. 필름부(130)는, 퍼프 본체(110)의 오염을 방지함과 동시에, 퍼프 본체(110)의 변형과 어느 정도 연동되어야 하며, 따라서 연질의 방수 재질로 구성될 수 있다. 또한, 필름부(130)는 투명 또는 반투명 재질로 구성될 수 있다. 예를 들어, 필름부(130)는, 연신 폴리프로필렌(oriented poly propylene), 폴리프로필렌(poly propylene), 폴리에틸렌(polyethylene), 저밀도 폴리에틸렌,(LDPE, low density polyethylene), 고밀도 폴리에틸렌(HDPE, high density polyethylene), 폴리우레탄(polyurethane), 폴리에틸렌 테레프타레이트(polyethylene terephthalate), 나일론(nylon) 또는 이들의 조합 등으로 이루어질 수 있으며, 다만 이에 한정되는 것은 아니다. 또한, 필름부(130)는 퍼프 본체(110)의 제 1 면(112)에 대응하도록 형성되어, 제 1 면(112)에 밀착할 수 있다. 다만, 이에 한정되는 것은 아니며, 본 발명이 적용되는 실시예에 따라, 다양한 구성이 적용될 수 있다. 예를 들어, 필름부(130)는 테두리부(116)에 결합하되, 퍼프 본체(110)의 제 1 면(112) 보다 크게 형성되어, 필름부(130)와 제 1 면(112)의 적어도 일 영역이 밀착하지 않고 이격하도록 할 수 있다. 도 2는 본 발명의 일 실시예에 따른 화장용 퍼프를 도시한다. 도 2를 참조하면, 화장용 퍼프(200)는, 도 1의 화장용 퍼프(100)에서 제 2 필름부(150)를 더 포함할 수 있다. 제 2 필름부(150)는 필름부(130)에 대응하는 구성으로서, 다만, 퍼프 본체(110)의 제 1 면(112)이 아니라, 제 2 면(114)을 덮도록 배치될 수 있으며, 따라서 제 2 면(114) 측의 테두리부(116)에 결합할 수 있다. 여기서, 퍼프 본체(110)의 제 2 면(114)은 사용자가 파지를 위해 주로 이용되거나 사용자의 손 등과 빈번히 접촉하는 영역으로써, 화장료 등의 외부 물질에 의해 쉽게 오염되거나 또는 손상될 수 있다. 이를 고려하여 화장용 퍼프(200)에서는 제 2 면(114) 측에 제 2 필름부(150)를 배치하여, 퍼프 본체(110)가 제 2 면(114)을 통하여 오염 또는 손상되는 것을 방지할 수 있다. 또한, 사용자의 선택에 따라 제 2 필름부(150)가 제거된 후에 화장용 퍼프(200)가 사용될 수 있다. 실시예에 따라, 제 2 필름부(150)는 하나 복수 개로 구성될 수 있다. 복수 개로 구성되는 경우, 오염이나 손상 시 최외측의 제 2 필름부(150)를 순차적으로 제거하는 방식으로 사용할 수 있다. 또한, 실시예에 따라, 화장용 퍼프(100)가 손잡이부(도 3의 170)를 포함하는 경우, 퍼프 본체(110)의 제 2 면(114) 측 테두리부(116)에는 제 2 필름부(150)가 먼저 결합하고, 그 외측으로 손잡이부(도 3의 170)의 양단이 결합할 수 있다. 도 3은 본 발명의 일 실시예에 따른 화장용 퍼프를 도시한다. 구체적으로, 도 3의 (a)는 화장용 퍼프(300)의 저면도를 도시하고, 도 3의 (b)는 화장용 퍼프(300)의 측면도를 도시한다. 도 3을 참조하면, 화장용 퍼프(300)는 손잡이부(170)를 더 포함할 수 있다. 손잡이부(170)는 사용자가 손으로 잡거나 손잡이부(170)와 퍼프 본체(110) 사이에 손을 끼우는 등 사용자가 화장용 퍼프(300)를 용이하게 파지하도록 할 수 있다. 손잡이부(170)는, 화장료 또는 피부와 접하는 퍼프 본체(110)의 제 1 면(112)과 반대되는 제 2 면(114) 측에 위치하되, 그 양단이 테두리부(116)에 압착, 봉재, 초음파 융착, 열 융착 등을 통하여 결합할 수 있다. 도 3에서는, 손잡이부(170)가 대략 직사각형의 띠 모양으로 이루어지는 것으로 도시되나, 이는 예시적인 것으로서, 사용자의 파지 등을 위해 적합한 다양한 형상이 적용될 수 있다. 예를 들어, 손잡이부는 직사각형의 띠의 비율이나 굵기가 변화되거나, 반원 형상 등을 가질 수 있으며, 또한, 손잡이부에는 리본 등의 장신구가 부착될 수도 있다. 도 4는 본 발명의 일 실시예에 따른 화장용 퍼프를 도시한다. 도 4를 참조하면, 화장용 퍼프(400)에서, 필름부(130)의 표면에 소정의 이미지(190)가 인쇄될 수 있다. 즉, 화장용 퍼프(400)를 주로 사용하게 될 사용자의 취향에 맞는 다양한 디자인이나 화장용 퍼프(400)의 제작 회사의 로고나 광고문구, 사용시 주의사항 등을 필름부(130)의 일 면에 인쇄함으로써, 화장용 퍼프(400)의 전체적인 미감을 향상시킬 뿐만 아니라 광고 효과도 도모할 수 있다. 도 4에서 도시되는 이미지(190)는 예시적인 것으로서, 본 발명이 적용되는 실시예에 따라 다양한 이미지가 적용될 수 있다. 도 1 내지 도 4에서 도시되는 것과 달리, 실시예에 따라, 필름부는 하나 또는 복수 개로 구성될 수 있다. 복수 개로 구성되는 경우, 예를 들어, 복수 개의 필름부가 조합되어 하나의 층(layer)를 이루거나, 복수 개의 필름부가 적층되어 복수의 층을 이룰 수 있다. 복수의 필름부가 적층되는 경우, 필름부 중 적어도 일부는 화장용 퍼프의 사용 전에 제거되는 것이 아니라, 사용 중에 또는 후에 제거될 수 있다. 즉, 필름부를 화장료 등을 묻혀서 피부에 도포하는 도포부재의 일부로 사용하되, 사용 후에는 필름부를 제거하는 방식으로 화장용 퍼프를 사용할 수 있다. 또한, 실시예에 따라, 복수의 필름부가 적층되는 경우, 퍼프 본체의 제 1 면과 필름부의 사이 또는, 복수의 필름부 사이에는 분리층을 더 포함할 수 있다. 분리층은 필름부의 적어도 일 영역을 (밀착하지 않도록) 서로 분리하거나, 필름부와 퍼프 본체를 적어도 일 영역에서 분리하기 위한 것으로서, 예를 들어, 부직포 등과 같은 합성섬유, 천연섬유 또는 이들의 조합으로 이루어질 수 있다. 분리층을 통해 필름부 간의 또는 필름부와 퍼프 본체 간의 제거 및 분리를 용이하게 할 수 있으며, 외력에 의해 다수의 필름부 등에 손상이 발생하는 것을 방지할 수 있다. 분리층은 퍼프 본체의 제 1 면 및 필름부에 대응하는 형상을 가지고 배치되거나, 퍼프 본체의 제 1 면 및/또는 필름부 보다 작은 형상, 예를 들어, 테두리부가 제외된 퍼프 본체의 제 1 면 및/또는 필름부에 대응하는 형상을 가질 수도 있다. 다만, 이에 한정되는 것은 아니고, 분리층의 형상 또는 크기는 본 발명이 적용되는 실시예에 따라 다양할 수 있다. 또한, 실시예에 따라, 필름부의 표면 중 적어도 일 영역에는 적어도 하나의 제거부가 배치될 수 있다. 제거부는 예를 들어, 종이, 직물 등 필름부와는 다른 재질(바람직하게는, 필름부에 비하여 강성을 갖는 재질)로 이루어지되, 접착물질 등을 통해 필름부의 표면 중 일 영역에 접착될 수 있다. 따라서 사용자는 제거부 및/또는 인접한 필름부의 영역을 파지하여 떼어내는 방식으로 손쉽게 필름부를 제거할 수 있다. 이때, 제거부가 배치되는 공간은 필름부의 중앙 또는 주변 영역 등 다양할 수 있다. 또한, 제거부는 적어도 일 영역이 필름부에 접착하지 않고, 외측으로 연장함으로써, 사용자의 파지를 보다 용이하게 할 수 있다. 도 5는 본 발명의 일 실시예에 따른 화장용 퍼프의 제조 방법을 도시한다. 먼저, S510 단계에서, 퍼프 원단(750)의 상측에 필름 원단(770)을 배치할 수 있다. 여기서 퍼프 원단(750)은 퍼프 본체(110)가 제조되기 전 상태의 원단을 의미하고, 필름 원단(770)은 필름부(130)가 제조되기 전 상태의 원단을 의미할 수 있다. 즉, 퍼프 원단(750)과 필름 원단(770) 모두가 화장용 퍼프(100)를 위해 가공되지 않은 상태일 수 있다. 또한, 퍼프 원단(750)의 상측에 필름 원단(770)이 배치되지만, 이는 예시적인 것으로서, 퍼프 원단(750)의 하측에 필름 원단(770)이 배치될 수도 있다. S520 단계에서, 퍼프 원단(750) 및 필름 원단(770)의 테두리 영역을 융착할 수 있다. S520 단계의 융착은, 예를 들어, 열 융착으로서, 이에 의해 융착되는 테두리 영역을 따라 퍼프 원단(750)의 제 1 면(112) 및 제 2 면(114)이 결합하여 퍼프 본체(110)가 형성되고, 또한, 퍼프 본체(110)의 테두리부(116)를 따라 필름부(130)가 결합하여 화장용 퍼프(100)가 제조될 수 있다. 또한, 융착과 동시에 화장용 퍼프(100)는, 퍼프 원단(750) 및 필름 원단(770)으로부터 분리될 수 있다. 일 실시예에서, 방법(500)은 필름 원단(770)의 표면에 소정의 이미지(190)를 인쇄하는 단계를 더 포함할 수 있다. 상기 이미지(190)는 특정 로고나 광고문구, 사용시 주의사항 등에 관한 것일 수 있다. 상기 인쇄하는 단계는 S510 단계 이전에 수행될 수 있으며, 예를 들어, 실크 인쇄에 의해 수행될 수 있으나, 이에 한정되는 것은 아니다. 일 실시예에서, 방법(500)은 손잡이부(170)를 형성하는 단계를 더 포함할 수 있다. 손잡이부(170)는, 직사각형의 띠 모양으로 이루어지고, 퍼프 본체(110)의 제 2 면(114) 측의 테두리부(116)에 결합하여 위치할 수 있다. 예를 들어, 손잡이부(170)의 양단이 퍼프 본체(110)의 테두리부(116)에 압착, 봉재, 초음파 융착, 열 융착 등을 통하여 결합함으로써 수행될 수 있다. 상기 손잡이부(170)를 형성하는 단계는 S520 단계 이후에 수행되거나, 손잡이부(170)가 퍼프 원단(750)에 배치되어, S520 단계와 함께 수행될 수 있다. 일 실시예에서, 방법(500)은 S520 단계 이전에, 퍼프 원단(750)의 하측에 추가적으로 필름 원단을 배치하는 단계를 더 포함할 수 있다. 즉, 퍼프 원단(750)의 상측과 하측 모두에 각각의 필름 원단이 배치되도록 할 수 있다. 이에 따르면, S520 단계에 의해 퍼프 본체(110)의 제 1 면(112)과 제 2 면(114) 측 각각에 필름부(130) 및 제 2 필름부(150)가 배치되는 화장용 퍼프(200)가 제조될 수 있다. 이때 퍼프 원단(750)의 하측에 배치되는 필름 원단은 단일 또는 복수 개로 구성될 수 있다. 일 실시예에서, 방법(500)은 S520 단계 이전에 퍼프 원단(750)의 상측에 적어도 하나의 필름 원단을 추가적으로 배치하는 단계를 더 포함할 수 있다. 즉, 복수의 필름 원단이 퍼프 원단(750)에 배치되어, 복수의 적층된 필름부가 형성되도록 할 수 있다. 이와 같이, 복수의 필름부가 적층되는 경우, 실시예에 따라, 퍼프 원단과 필름 원단의 사이 또는, 복수의 필름 원단 사이에는 분리층(또는 분리층을 위한 원단)을 더 포함할 수 있다. 일 실시예에서, 화장용 퍼프(100)의 테두리부(116)를 절단하는 단계를 더 포함할 수 있다. 이때, 절단되는 영역은 실시예에 따라 다양할 수 있다. 예를 들어, 테두리를 따라 일정한 영역이 모두 절개되거나, 절개 시 일부 영역이 제외될 수 있다. 도 6은 도 5에서 S520 단계의 일 실시예를 도시하고, 도 7은 도 6에 따른 제조 공정 중 일부를 도시한다. 도 6 및 도 7을 참조하면, S520 단계는, 상단 성형틀(710) 및 하단 성형틀(730)을 가열하는 단계(S610 단계); 상단 성형틀(710) 및 하단 성형틀(730) 사이에 퍼프 원단(750) 및 필름 원단(770)을 배치하는 단계(S620 단계); 및 퍼프 원단(750) 및 필름 원단(770)을 향하여 상단 성형틀(710) 및 하단 성형틀(730)을 가압하는 단계(S630 단계)를 포함할 수 있다. 먼저, S610 단계에서, 상단 성형틀(710) 및 하단 성형틀(730)을 가열할 수 있다. 상단 성형틀(710) 및 하단 성형틀(730)은 상하 방향으로 마주보는 한 쌍의 성형틀로서, 각 성형틀은 내측으로 오목하게 함몰된 형상을 가지며, 테두리 영역에 발열부(712, 732)가 형성될 수 있다. S610 단계에서 성형틀의 가열은 각 성형틀의 발열부(712, 732)를 가열함으로써 수행될 수 있다. 성형틀의 가열 온도는 성형틀이 가압하여 열 융착하는 대상의 재질 등에 따라 다양할 수 있다. 통상적으로, 필름 원단(770)을 향하는 상단 성형틀(710)은 퍼프 원단(750)을 향하는 하단 성형틀에 비하여 낮은 온도로 가열될 수 있으며, 예를 들어, 상단 성형틀(710)의 가열 온도는 150 내지 160℃이고, 하단 성형틀(730)의 가열 온도는 195 내지 200℃일 수 있다. 이때, 성형틀의 테두리 영역은 화장용 퍼프(100)의 테두리부(116)에 대응하는 것으로써, 이러한 테두리 영역에 발열부(712, 732)가 구비됨으로써, 성형틀이 퍼프 원단(750) 및 필름 원단(770)을 가압하는 경우, 발열부(712, 732)가 테두리 영역을 따라 퍼프 원단(750) 및 필름 원단(770)을 융착시킬 수 있다. S620 단계에서, 상단 성형틀(710) 및 하단 성형틀(730) 사이에 퍼프 원단(750) 및 필름 원단(770)을 배치할 수 있다. 실시예에 따라 S620 단계가 S610 단계보다 먼저 수행될 수도 있다. S630 단계에서, 상단 성형틀(710) 및 하단 성형틀(730)을 퍼프 원단(750) 및 필름 원단(770)을 향하여 가압할 수 있다. S630 단계는 상단 성형틀(710) 및 하단 성형틀(730)이 퍼프 원단(750) 및 필름 원단(770)의 테두리 영역을 가압하여, 테두리 영역을 따라 열 융착시키고, 화장용 퍼프(100)를 퍼프 원단(750) 및 필름 원단(770)으로부터 분리 제조하기 위한 것으로서, 열 융착에 충분한 시간, 예를 들어, 12-17초 동안 수행될 수 있다. 도 6 및 도 7에서는 성형틀의 가열을 통한 열 융착을 통해 테두리 영역을 융착하는 것이 도시되나, 이는 예시적인 것으로서, 본 발명이 적용되는 실시예에 따라, 초음파 융착을 통해 테두리 영역이 융착될 수도 있다. 이 경우, 발열부(712, 732)는 열을 발생시키는 것이 아니라, 초음파를 발생시킬 수 있으며, 이에 의해 퍼프 원단(750) 및 필름 원단(770)의 테두리 영역이 서로 융착할 수 있다. 도 8은 본 발명의 일 실시예에 따른 화장용 퍼프의 예시를 도시한다. 도 8을 참조하면, 화장용 퍼프에서, 필름부가 퍼프 본체의 일 면을 덮을 수 있다. 따라서, 화장용 퍼프의 퍼프 본체의 사용 이전에, 필름부가 퍼프 본체의 적어도 일부를 커버하도록 하여, 퍼프 본체의 오염이나 손상을 방지할 수 있다. 이때, 필름부는 퍼프 본체의 일 면 전체와 결합하는 것이 아니라, 퍼프 본체의 테두리부와 결합할 수 있어, 용이하게 제거될 수 있다. 필름부가 제거되는 경우, 퍼프 본체의 일 면이 외부로 노출되게 되며, 이를 통해 화장용 퍼프는 화장료가 도포되고, 피부와 접촉할 수 있다. 특정한 순서로 동작들이 도면에 도시되어 있지만, 이러한 동작들이 원하는 결과를 달성하기 위해 도시된 특정한 순서, 또는 순차적인 순서로 수행되거나, 또는 모든 도시된 동작이 수행되어야 할 필요가 있는 것으로 이해되지 않아야 한다. 이상에서와 같이 도면과 명세서에서 최적 실시예가 개시되었다. 여기서 특정한 용어들이 사용되었으나, 이는 단지 본 발명을 설명하기 위한 목적에서 사용된 것이지 의미한정이나 특허청구범위에 기재된 본 발명의 범위를 제한하기 위하여 사용된 것은 아니다. 그러므로 본 기술 분야의 통상의 지식을 가진 자라면 이로부터 다양한 변형 및 균등한 타 실시예가 가능하다는 점을 이해할 것이다. 따라서 본 발명의 진정한 기술적 보호범위는 첨부된 특허청구범위의 기술적 사상에 의해 정해져야 할 것이다. According to one embodiment of the present invention, a cosmetic puff is provided. The cosmetic puff comprises: a puff body having a predetermined volume; and a film part for covering a first surface of the puff body, wherein the first surface of the puff body is a surface on which a cosmetic material is applied when putting on make-up, and the film part can be removed when using the cosmetic puff. 화장용 퍼프로서, 소정의 부피감을 갖는 퍼프 본체; 및 상기 퍼프 본체의 제 1 면을 덮는 필름부를 포함하고, 상기 퍼프 본체의 상기 제 1 면은 화장 시에 화장료가 도포되는 면이며, 상기 필름부는 상기 화장용 퍼프의 사용 시에 제거되는, 화장용 퍼프. 제 1 항에 있어서, 상기 퍼프 본체는 상기 제 1 면, 상기 제 1 면의 반대측의 제 2 면, 상기 제 1 면과 상기 제 2 면이 외측에서 서로 결합하는 테두리부를 포함하고, 상기 필름부는 상기 테두리부에서 결합하는, 화장용 퍼프. 제 1 항에 있어서, 상기 필름부는 투명 또는 반투명 재질인, 화장용 퍼프. 제 2 항에 있어서, 상기 퍼프 본체의 상기 테두리부에서 결합하여, 상기 제 2 면을 덮는 제 2 필름부를 더 포함하는, 화장용 퍼프. 제 2 항에 있어서, 상기 퍼프 본체의 상기 제 2 면 측에 위치하고, 상기 테두리부에 결합하는 손잡이부를 더 포함하는, 화장용 퍼프. 제 1 항에 있어서, 상기 필름부 표면에는 소정의 이미지가 인쇄되는, 화장용 퍼프. 제 1 항에 있어서, 상기 필름부는, 연신 폴리프로필렌(oriented poly propylene), 폴리프로필렌(poly propylene), 저밀도 폴리에틸렌(LDPE, low density polyethylene), 고밀도 폴리에틸렌(HDPE, high density polyethylene), 폴리우레탄(polyurethane), 폴리에틸렌 테레프타레이트(polyethylene terephthalate), 나일론(nylon) 또는 이들의 조합으로 이루어지는, 화장용 퍼프. 제 1 항에 있어서, 상기 필름부와 상이한 재질로 이루어지고, 상기 필름부의 제거를 위해 상기 필름부의 표면 중 적어도 일 영역에 접착되는 제거부를 더 포함하는, 화장용 퍼프. 제 1 항에 있어서, 상기 필름부는 복수의 필름부가 적층되어 구성되며, 적어도 일부가 화장료의 도포 부재로 이용되는, 화장용 퍼프. 제 9 항에 있어서, 상기 적층되는 복수의 필름부 사이에 배치되어, 적어도 일 영역에서 상기 복수의 필름부 간의 밀착을 방지하는 분리층을 더 포함하는, 화장용 퍼프. 화장용 퍼프의 제조 방법으로서, 퍼프 원단의 상측에 필름 원단을 배치하는 단계; 및 상기 퍼프 원단 및 상기 필름 원단의 테두리 영역을 융착하여 퍼프 본체 및 필름부를 포함하는 화장용 퍼프를 제조하는 단계를 포함하는, 방법. 제 11 항에 있어서, 상기 융착은, 상단 성형틀 및 하단 성형틀을 가열하는 단계; 상단 성형틀 및 하단 성형틀 사이에 적층된 상기 필름 원단 및 상기 퍼프 원단을 배치하는 단계; 및 상기 상단 성형틀 및 상기 하단 성형틀을 상기 필름 원단 및 상기 퍼프 원단을 향하여 가압하는 단계에 의해 수행되는, 방법. 제 12 항에 있어서, 상기 상단 성형틀의 가열 온도는 150 내지 160℃이고, 이고, 상기 하단 성형틀의 가열 온도는 195 내지 200℃이며, 상기 가압하는 단계는 12-17초 동안 수행되는, 방법. 제 11 항에 있어서, 상기 융착에 의해 상기 화장용 퍼프가 상기 퍼프 원단 및 상기 필름 원단으로부터 분리되는, 방법. 제 11 항에 있어서, 상기 필름 원단의 표면에 소정의 이미지를 인쇄하는 단계를 더 포함하고, 상기 인쇄하는 단계는 상기 필름 원단을 배치하는 단계 이전에 수행되는, 방법. 제 15 항에 있어서, 상기 인쇄하는 단계는 실크 인쇄에 의해 수행되는, 방법.