Werkzeugmaschine, Werkstückbearbeitungsverfahren
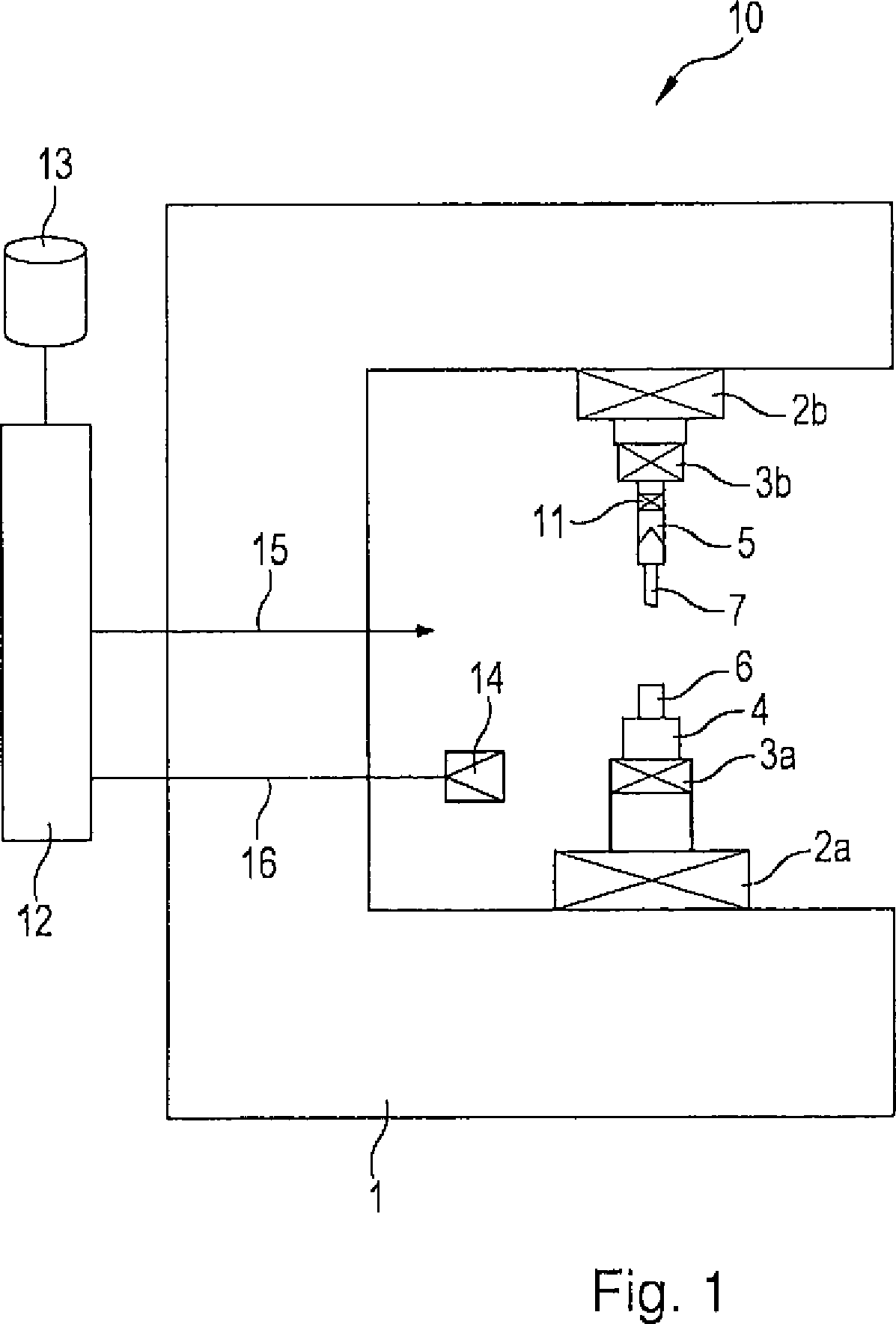
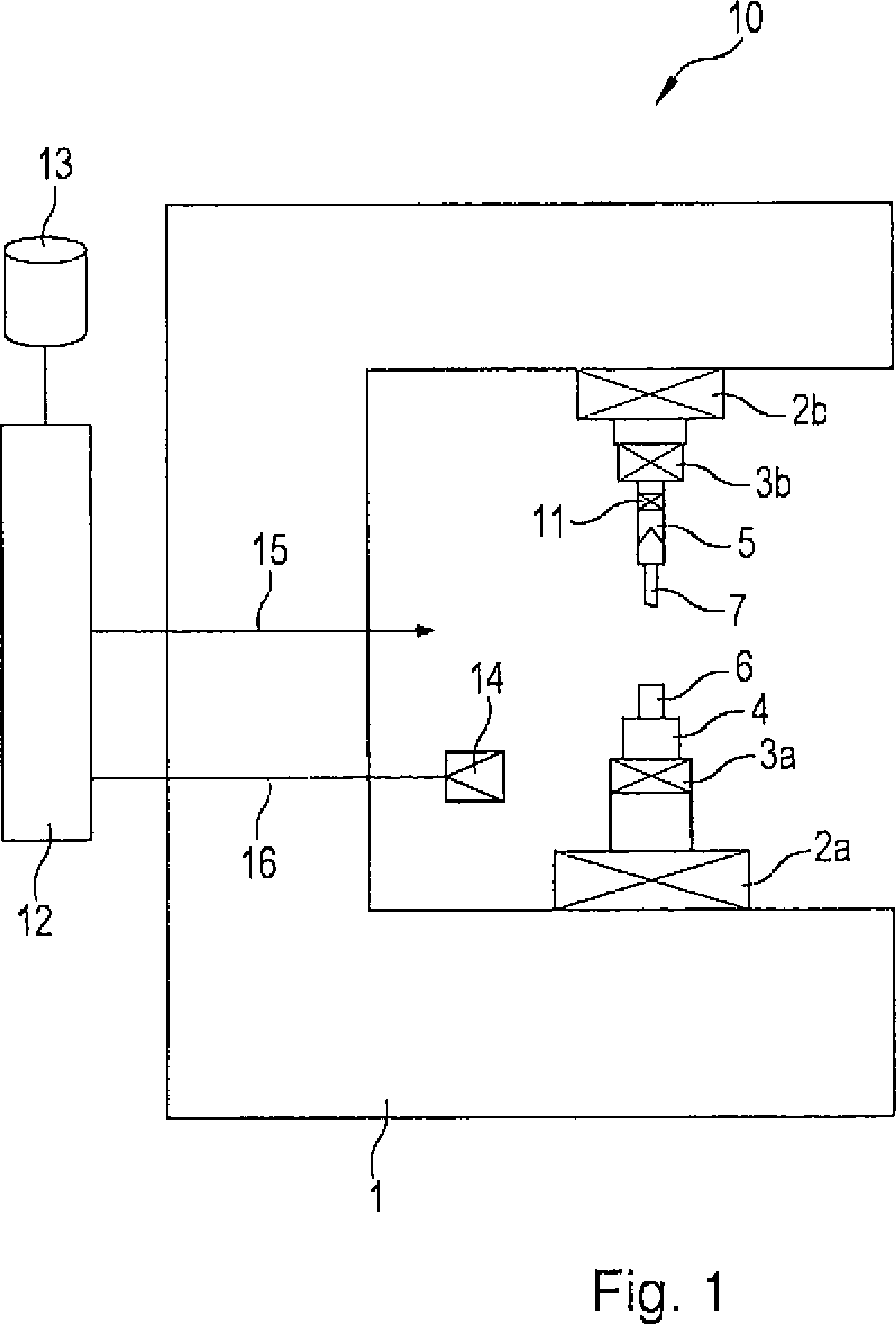
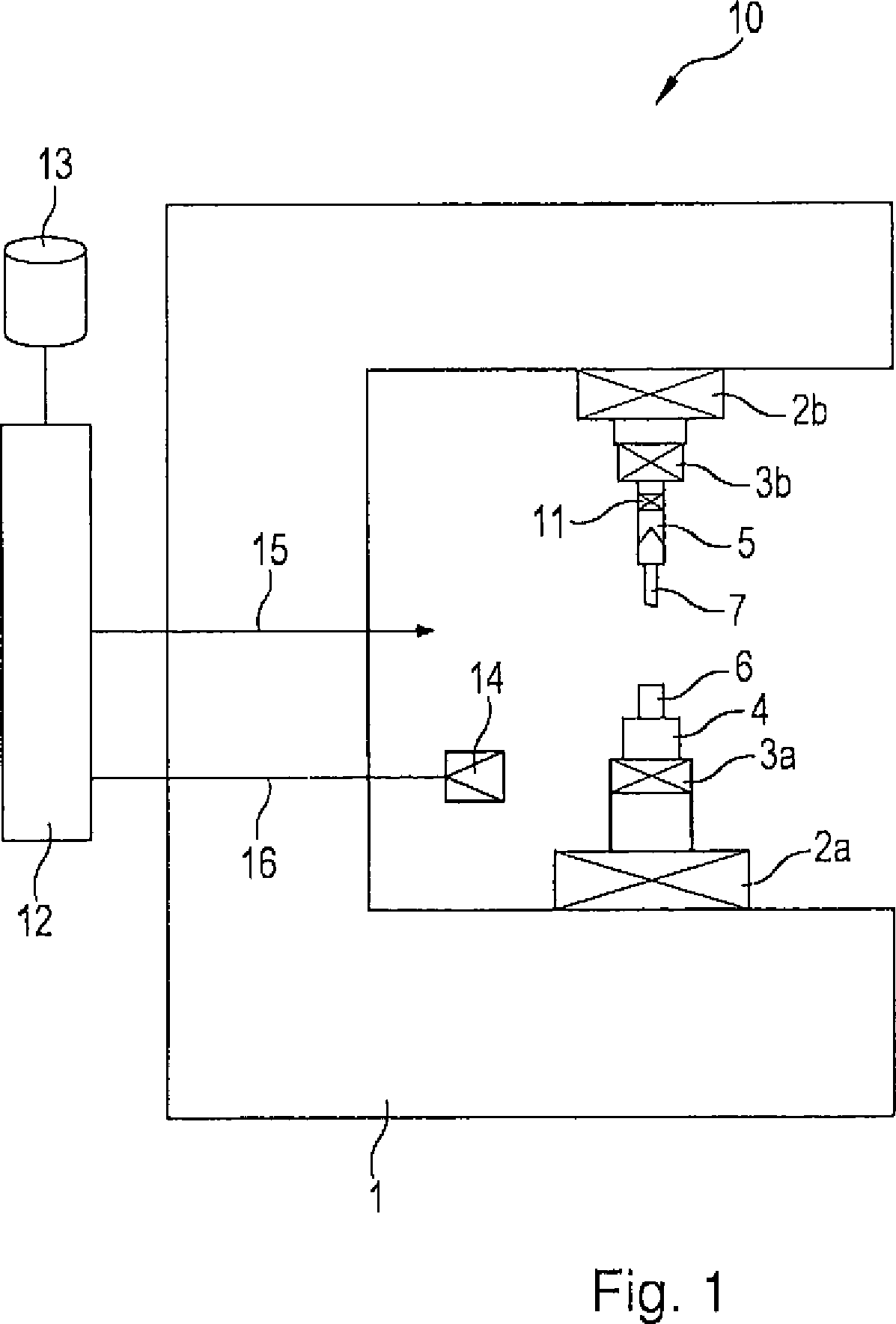
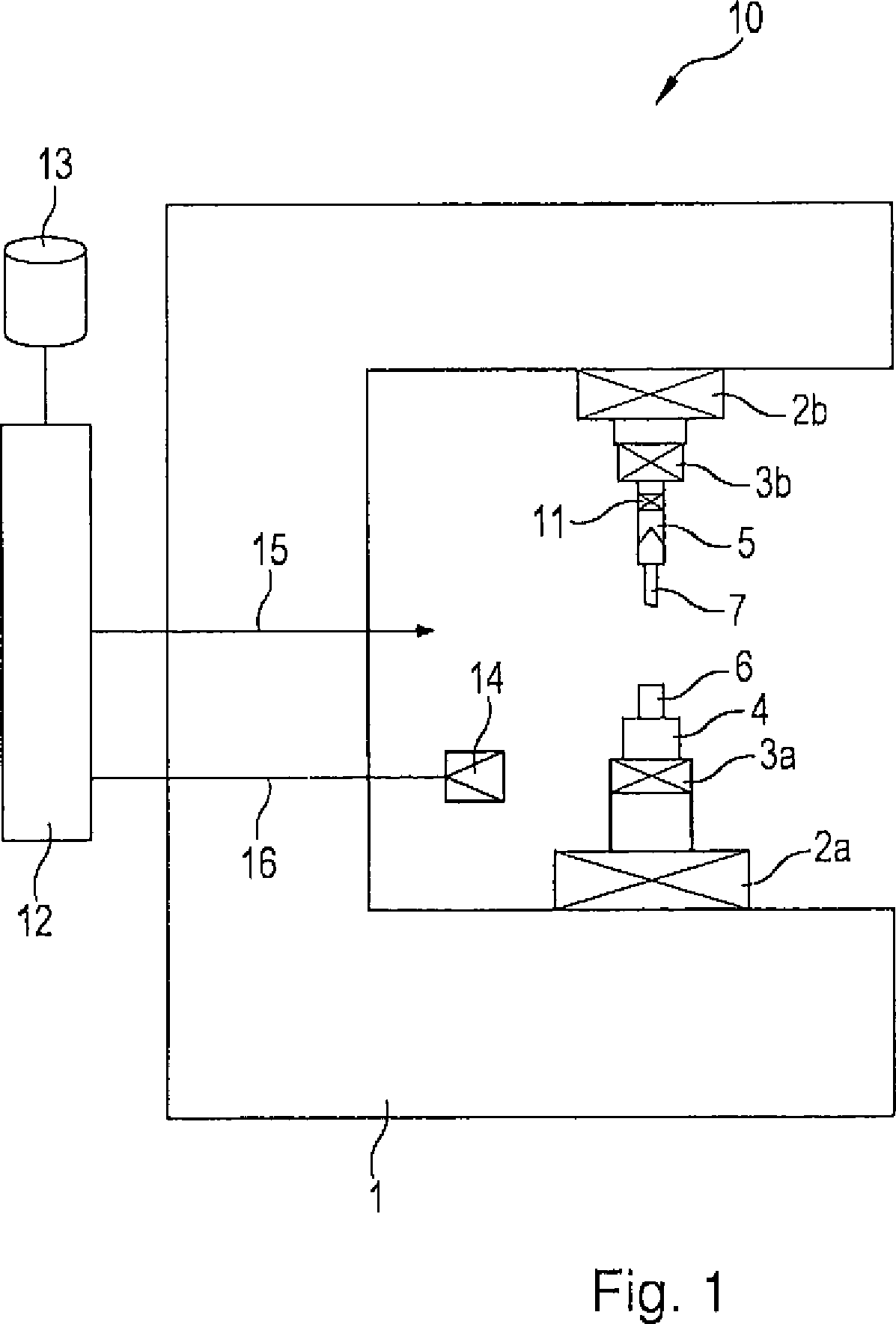
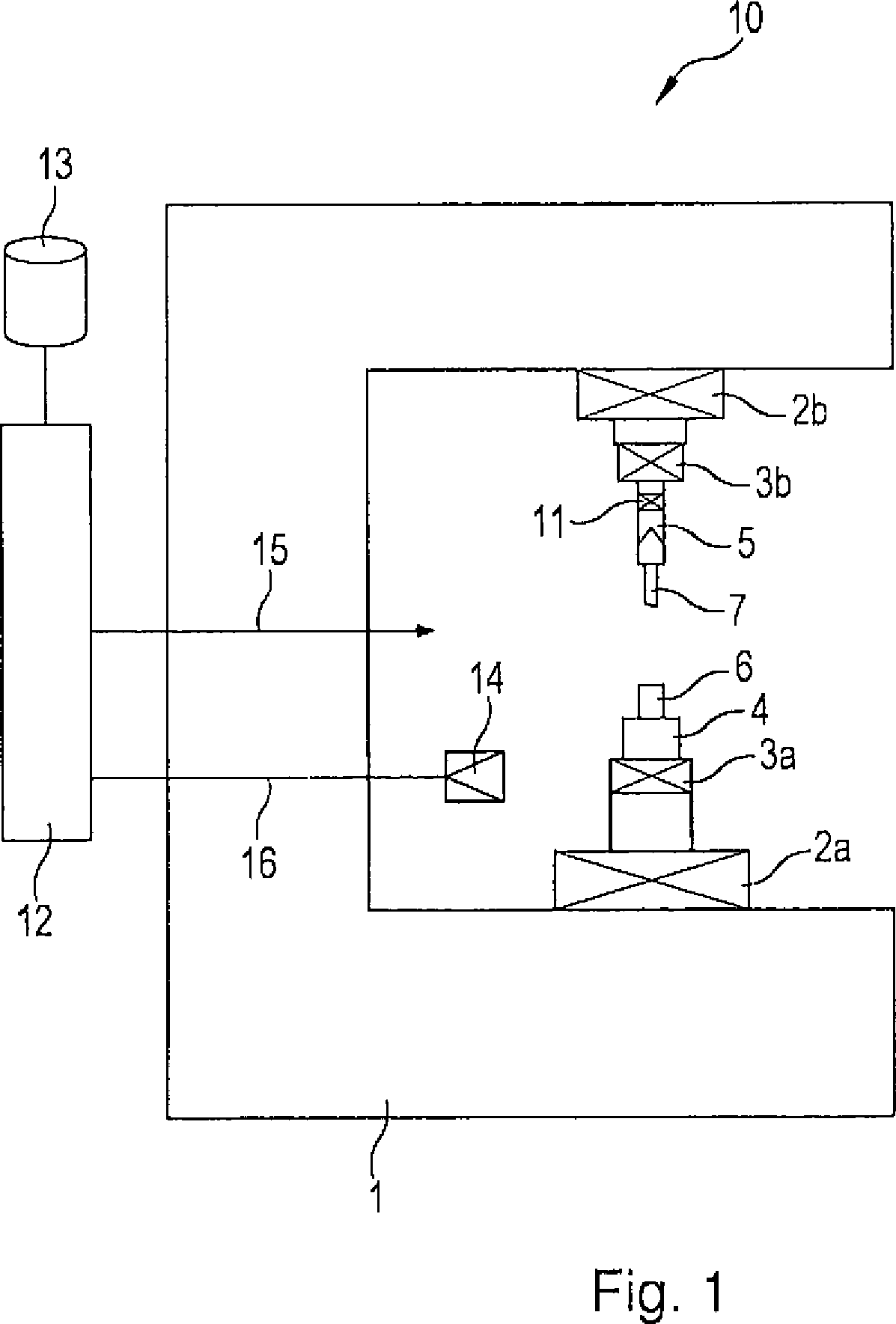
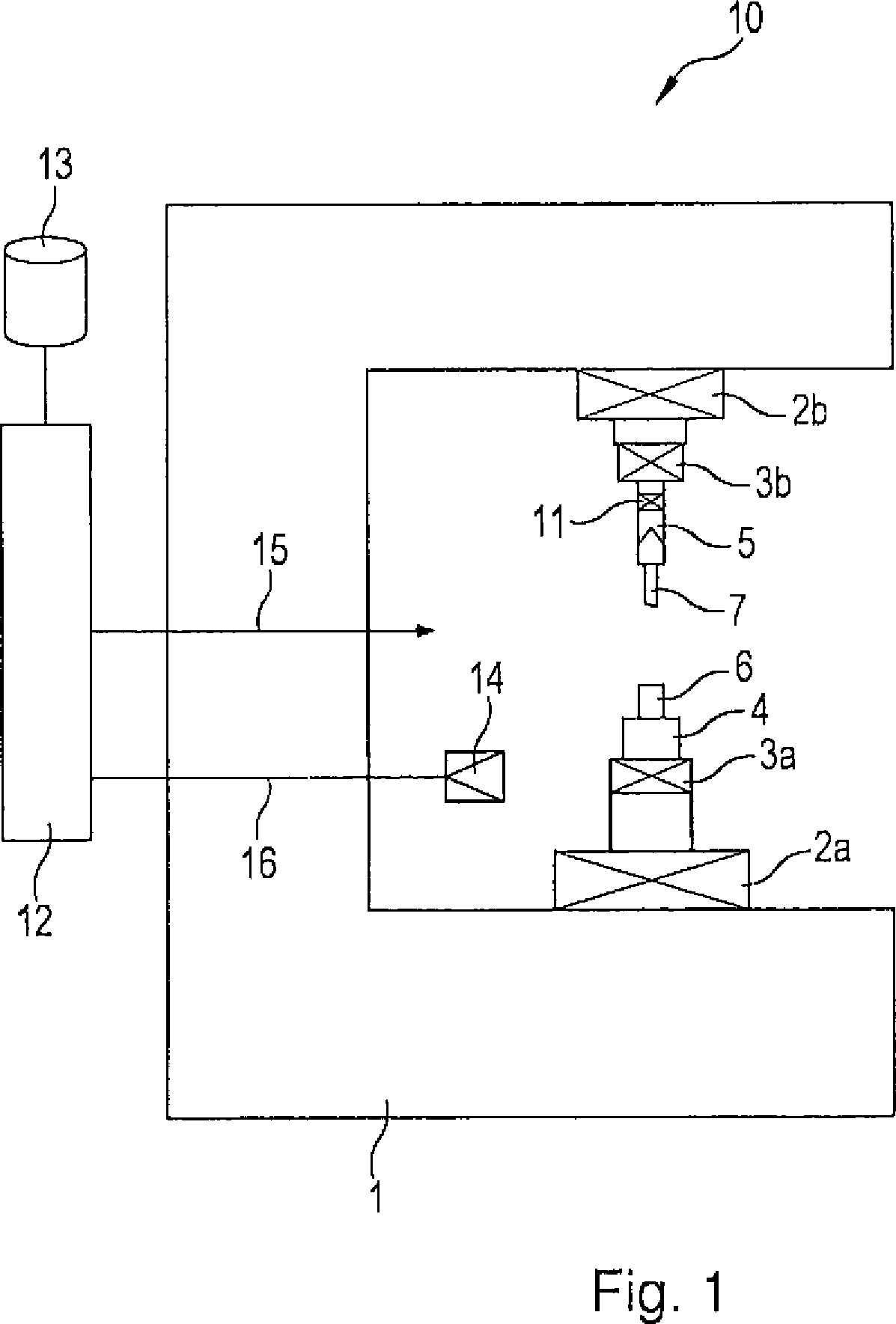
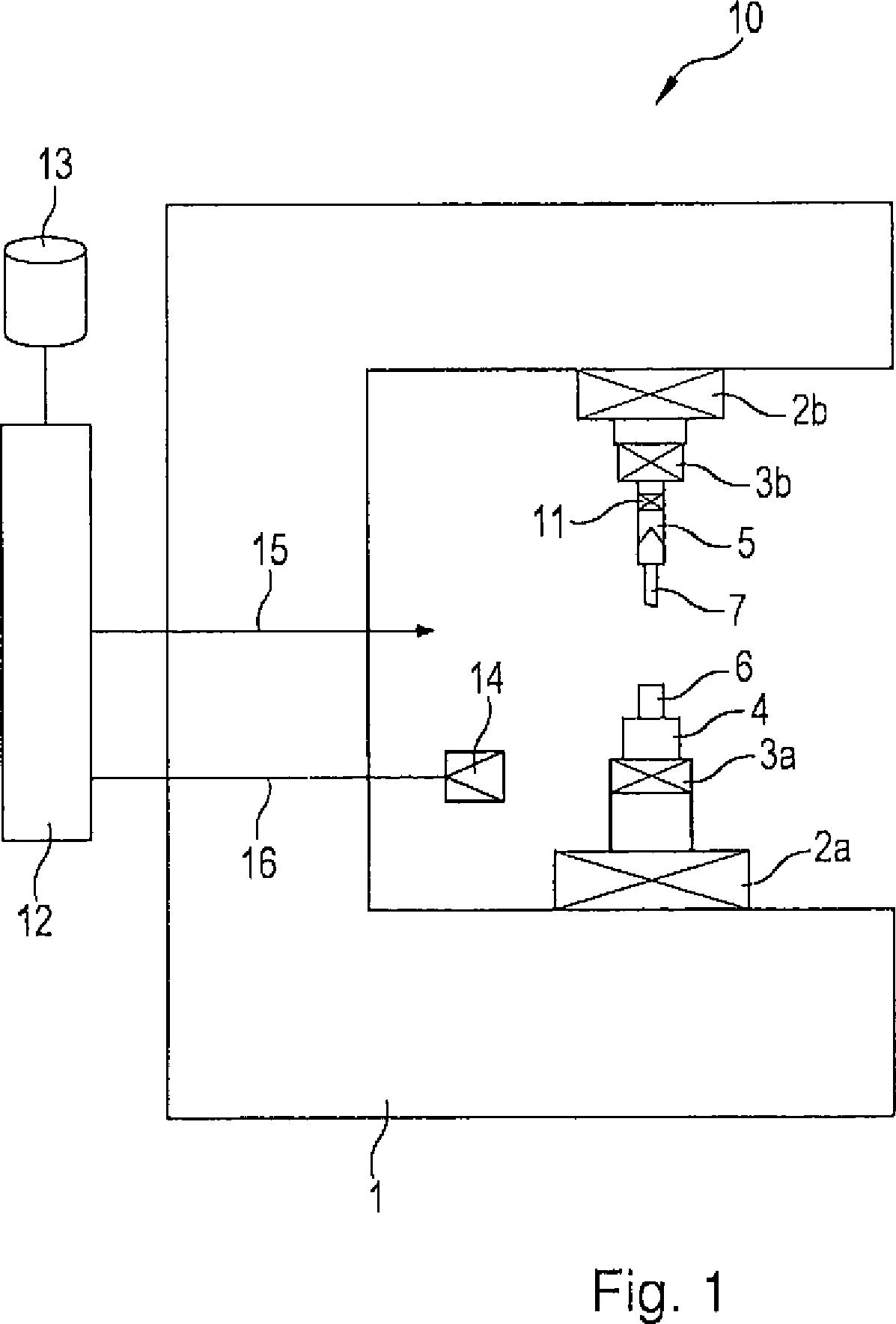
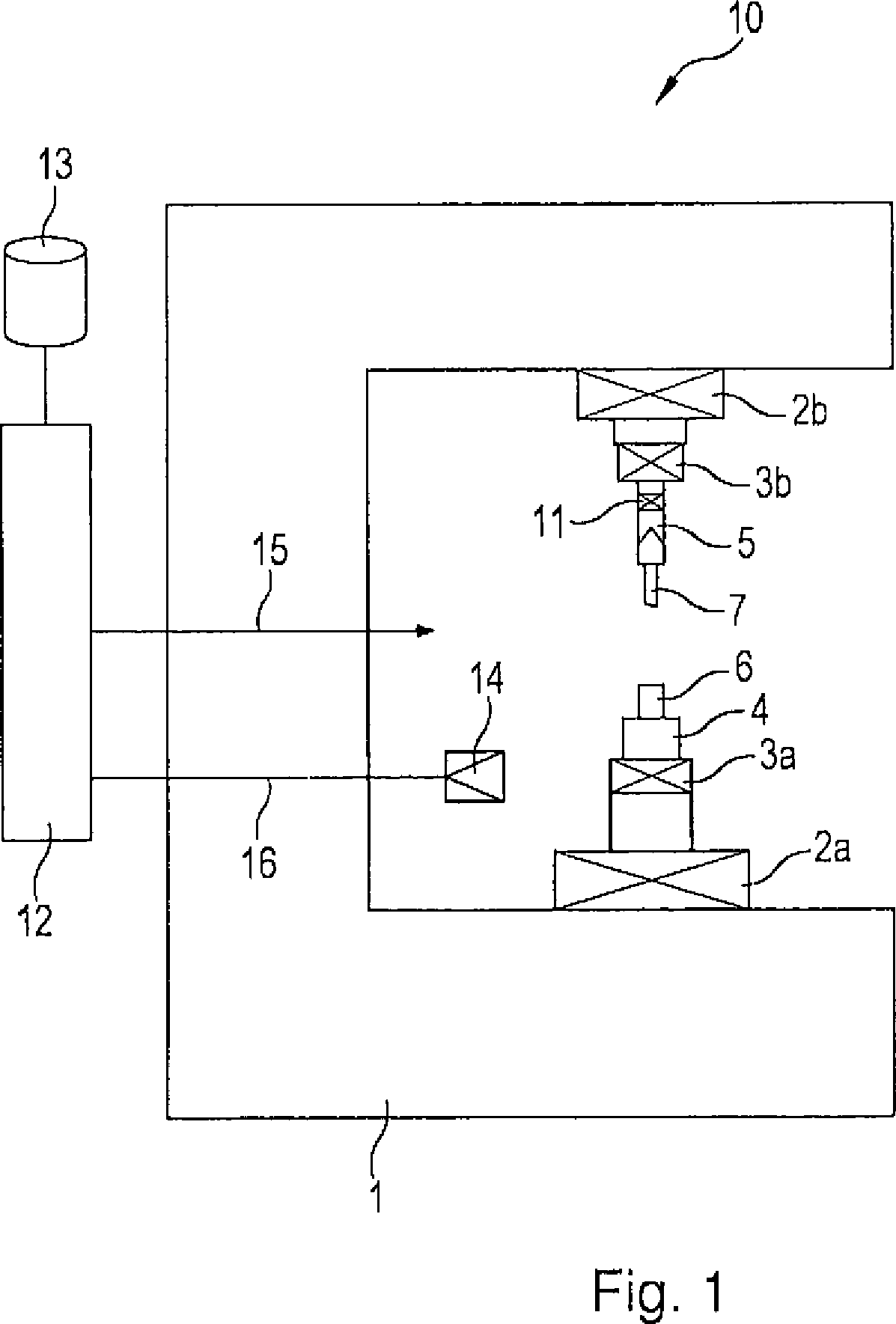
Die Erfindung betrifft eine Werkzeugmaschine und ein Werkstückbearbeitungsverfahren nach den Oberbegriffen der unabhängigen Patentansprüche. Es ist bekannt, Werkstücke mit Werkzeugen mit definierter Schneide spanabhebend zu bearbeiten. Die bekanntesten Verfahren sind hierbei das Bohren, das Drehen, das Fräsen und das Hobeln. Die zugehörigen Werkzeuge haben eine oder einige deutlich definierte, klar beschreibbare Schneidkanten. Durch eine Relativbewegung zwischen Werkzeug, insbesondere Schneidkante desselben, und Werkstück (Schneidbewegung) wird die spanabhebende Bearbeitung bewirkt. Sie erfolgt mit einer gewissen Abtragsleistung unter einem gewissen Werkzeugverschleiß und hinterlässt Oberflächen mit in gewissen Grenzen vorhersehbaren Eigenschaften. Beim Bohren wird in der Regel das Werkzeug bewegt, beim Drehen das Werkstück. Beim Fräsen dreht sich in der Regel das Fräswerkzeug, während es oder das Werkstück selbst verfahren wird. Beim Hobeln können das Werkzeug oder das Werkstück verfahren werden. Es ist weiterhin bekannt, Werkstücke mittels vibrierender Werkzeuge ohne definierte Schneide zu bearbeiten. Die vibrierenden Werkzeuge sind rau, arbeiten schleifend und vibrieren vergleichsweise hochfrequent (Vibrationsbewegung), beispielsweise mit Frequenzen über 5 kHz oder über 10 kHz oder über 20 kHz. Wegen der hohen Vibrationsfrequenzen, die jenseits des menschlichen Gehörs liegen können, werden die Bearbeitung häufig als Ultraschallbearbeitung und die Maschine als Ultraschallmaschine bezeichnet. Die Vibration des Werkzeugs kann eine translatorische oder eine rotatorische Vibration sein. Das Werkzeug kann flächenparallel am Werkstück entlangfahren und dann quasi feilend Material abtragen. Es kann aber auch stoßend auf das Werkstück (senkrecht zu seiner Oberfläche) einwirken. Ein Nachteil der bekannten Bearbeitungsverfahren mit Werkzeugen mit definierter Schneide ist es, dass bei bestimmten Bearbeitungssituationen, insbesondere bei bestimmten Werkstückmaterialien, die Abtragsleistung relativ gering oder der Werkzeugverschleiß relativ hoch oder die Oberflächengüte des bearbeiteten Werkstücks relativ schlecht ist. Es zeigte sich, dass das Ausbrechen der Späne bei der Bearbeitung mit herkömmlichen Werkzeugen mit definierter Schneide vergleichsweise raue und aufgerissene Oberflächen hinterlässt, die mechanisch nicht optimal widerstandsfähig und anfällig gegenüber Umwelteinflüssen (Korrosion, Rost) sind. Ein weiterer Nachteil ist es, dass gefertigte Werkstückoberflächen in ihren Feinstruktur häufig nur unzureichend an Verwendungsspezifikationen des Werkstücks angepasst sind und entweder so verwendet werden oder nachbearbeitet werden müssen. Die Aufgabe der Erfindung ist es, eine Werkzeugmaschine und ein Werkstückbearbeitungsverfahren anzugeben, die eine gewünschte Feinstrukturierung einer gefertigten Werkstückoberfläche ermöglichen. Diese Aufgabe wird mit den Merkmalen der unabhängigen Patentansprüche gelöst. Abhängige Patentansprüche sind auf bevorzugte Ausführungsformen der Erfindung gerichtet. Bei einem Verfahren zur Bearbeitung eines Werkstücks mit einem Werkzeug wird relativ zwischen beiden eine Schneidbewegung und ihr überlagert eine erste Vibrationsbewegung in der Weise hervorgerufen, dass ein oder mehrere Kennwerte der ersten Vibrationsbewegung nach Maßgabe eines oder mehrerer Kennwerte der Schneidbewegung eingestellt werden. Auch umgekehrt können ein oder mehrere Kennwerte der Schneidbewegung nach Maßgabe eines oder mehrerer Kennwerte der ersten Vibrationsbewegung eingestellt werden. Die Kennwerte der Vibrationsbewegung und/oder die der Schneidbewegung können während der Werkstückbearbeitung veränderlich sein. Bei einem Verfahren zur Bearbeitung eines Werkstücks mit einem Werkzeug, insbesondere wie oben, wird relativ zwischen beiden eine Schneidbewegung und ihr überlagerte eine erste Vibrationsbewegung in der Weise hervorgerufen, dass unterscheidbare Oberflächenbereiche des Werkstücks entstehen. Die erste Vibrationsbewegung kann nach Maßgabe der Position des Werkzeugs und vorzugsweise auch nach Maßgabe von Daten, die das zu fertigende Werkstück beschreiben, gesteuert werden. Bei einem Verfahren zur Bearbeitung eines Werkstücks mit einem Werkzeug, insbesondere wie oben, wird relativ zwischen beiden eine Schneidbewegung und ihr überlagerte eine erste Vibrationsbewegung in der Weise hervorgerufen, dass die hinterlassene Oberfläche gegenüber einer Bearbeitung ohne erste Vibrationsbewegung verändert ist. Es können angepasste Werkzeuge verwendet werden, insbesondere solche, deren Schneide(n) Strukturierungen in der Größenordnung der Amplitude der ersten Vibrationsbewegung aufweisen. Nachfolgend werden Bezug nehmend auf die Zeichnung einzelne Ausführungsformen der Erfindung beschrieben. Es zeigen: Eine Werkzeugmaschine hat ein Schneidwerkzeug zur Werkstückbearbeitung mit einer Schneidbewegung des Werkzeugs relativ zum Werkstück und eine Vibrationseinheit zum Erzeugen einer Vibrationsbewegung zwischen Werkzeug und Werkstück. Bei einem Werkstückbearbeitungsverfahren werden relativ zwischen einem Schneidwerkzeug und einem Werkstück eine Schneidbewegung und gleichzeitig oder abwechselnd dazu eine Vibrationsbewegung hervorgerufen. Die Kombination von schneidender und vibrierender Bearbeitung hat den Vorteil, dass das Herauslösen der Späne aus dem Werkstück mit der definierten Schneide des Werkzeugs mit variablen Relativbewegungen zwischen Werkstück und Schneidkante erfolgt. Das Herauslösen der Späne geschieht dadurch weniger reißend, sondern verstärkt schneidend. Dadurch entstehen weniger raue Oberflächen, und die Werkstückoberfläche hat nach der Bearbeitung eine relativ hohe Druckeigenspannung und ist nach der Bearbeitung weniger zerrissen und gefurcht, was im Hinblick auf Härte und Widerstandsfähigkeit der Oberfläche gegenüber Umwelteinflüssen und mechanischer Beanspruchung wünschenswert ist. Die Vibrationseinheit befindet sich vorzugsweise nahe am Werkzeug. Sie kann einen oder mehrere Piezo-Aktoren oder elektromagnetische Aktoren aufweisen. Die Vibrationsfrequenz kann über 5 kHz, über 10 kHz, über 20 kHz oder über 40 kHz liegen. Die Werkzeugmaschine kann eine Bohrmaschine, eine Fräsmaschine, eine Drehmaschine, eine Hobelmaschine oder Ähnliches sein. Die Richtung der Vibrationsbewegung kann parallel und/oder rechtwinklig zur Schneidbewegung des Werkzeugs sein oder einen Winkel dazwischen haben. Sie kann parallel zur lokalen momentanen Werkstückoberfläche sein oder einen bestimmten Winkel relativ dazu größer 0° haben. Sie kann rechtwinklig zur Werkstückoberfläche sein. Das Werkzeug kann auf die mögliche Vibrationsbewegung hin angepasst sein, etwa indem bestimmte Flächen oder Kanten desselben aufgeraut, gezahnt oder sonst wie gegenüber herkömmlichen Werkzeugen modifiziert sind. Die Modifikation kann so sein, dass das Werkzeug bestimmte Resonanzfrequenzen hat oder vermeidet. Die Vibrationseinheit kann Teil eines schnellwechselbaren (automatisch wechselbaren) Werkzeugs sein und dann durch geeignete Einrichtungen Energie empfangen. Beispielsweise kann eine drahtlose (induktive) Energieübertragung vorgesehen sein. Eine Steuerung/Regelung kann die Schneidbewegung und die Vibrationsbewegung steuern bzw. regeln. Es kann Sensorik zur Ermittlung von Prozessparametern vorgesehen sein, wobei die Prozessparameter zur Steuerung zurückgeführt werden können. Die Steuerungen von Schneidbewegung und Vibrationsbewegung können unabhängig voneinander oder verschränkt miteinander folgen. Die eine kann nach Maßgabe von Ansteuer- oder Messparametern der anderen gesteuert bzw. geregelt werden. Schneidbewegung und Vibrationsbewegung können gleichzeitig miteinander oder wahlweise unabhängig voneinander jeweils einzeln eingesteuert werden. Weiterhin ist mindestens ein Antrieb 3a, 3b für das Schneidwerkzeug oder den Werkstücktisch oder die Werkstückeinspannung vorgesehen. Allgemein kann der Antrieb elektrisch sein und eine mechanische Übersetzung oder Untersetzung aufweisen. Das Werkzeug kann eine Fräse, insbesondere ein Schaftfräser sein, der bei der Werkstückbearbeitung elektrisch angetrieben in Drehbewegung versetzt wird. Im Falle eines Bohrers kann der Antrieb 3b beispielsweise ein Elektromotor mit Getriebe sein, der den Bohrer 7 oder das Bohrfutter in Drehbewegung versetzt. Im Falle einer Drehmaschine kann der Antrieb 3a ein Elektromotor mit Getriebe sein, der das Drehfutter in Drehung versetzt. Allgemein kann ein Antrieb 3a zwischen Maschinenrahmen 1 und Werkstück 6 liegen, und/oder es kann ein Antrieb 3b zwischen Maschinenrahmen 1 und Werkzeug 7 liegen. Das Werkzeug 7 kann über eine Schnellkupplung 5, 5a und/oder über eine Werkzeugschnittstelle 5b austauschbar sein, so dass es schnell und gegebenenfalls auch automatisch gewechselt werden kann. Die Schnellkupplung 5, 5a kann eine übliche Kegelkupplung mit einem werkzeugseitigen Kegel 5a und einer entsprechenden maschinenseitigen Aufnahme oder Ähnliches sein. Die Werkzeugschnittstelle 5b kann unmittelbar am eigentlichen Werkzeug liegen und eine Aufnahme für einen Werkzeugschaft aufweisen und kann eine Spannzange oder ähnliches aufweisen. Das Werkstück 6 kann auf einem Werkstücktisch 4 liegen und kann dort festgespannt sein. Es ist eine Vibrationseinheit 11 vorgesehen, die zusätzlich zur herkömmlichen Schneidbewegung zwischen Werkzeug 7 und Werkstück 6 eine Vibrationsbewegung relativ zwischen ihnen hervorruft. In In der gezeigten Ausführungsform ist die Vibrationseinheit 11 dazu ausgelegt, das Werkzeug 7 vibrierend zu betätigen. Die Vibration kann eine lineare Vibration oder eine Drehvibration sein. Eine lineare Vibration kann Richtungskomponenten parallel und/oder senkrecht zur lokalen Werkstückebene haben. Im Falle einer Bohrmaschine kann die Vibration längs der Bohrerachse erfolgen. Im Falle einer Bohrmaschine kann die Vibration längs der Bohrerachse erfolgen. Bei einer Drehmaschine kann der Drehmeißel in Vibration versetzt werden. Bei einer Fräse kann das Fräswerkzeug oder das Werkstück in Vibration versetzt werden. Eine Drehvibration kann um eine in der Maschine schon vorhandene Drehachse herum erfolgen und durch eine geeignet angebrachte und angesteuerte Vibrationseinheit eingebracht werden. Sie kann allgemein in die schon mit der Drehbewegung beaufschlagte Komponente der Maschine (z. B. bei einer Bohrmaschine Bohrfutter bzw. Bohrer) eingeleitet werden. Sie kann aber auch – um die gleiche Achse herum – allgemein in das jeweilige Gegenüber der mit der Drehbewegung beaufschlagten Komponente eingeleitet werden (im Falle einer Bohrmaschine also in den Werkstücktisch bzw. in das Werkstück). Bei einer Drehmaschine kann das Drehfutter mit einer Drehvibration um die Drehachse herum beaufschlagt sein. Bei einer Fräsmaschine kann das Fräswerkzeug mit einer Drehvibration um seine Drehachse herum beaufschlagt sein. Mehrere Vibrationen, und insbesondere Drehvibration und lineare Vibration, können gleichzeitig und sich überlagernd über mehrere Vibrationseinheiten eingebracht werden. Wenn mehrere Vibrationseinheiten vorgesehen sind, können sie teils am Werkstück bzw. am Werkstücktisch und teils am Werkzeug bzw. an der Werkzeughalterung angreifen. Eine Vibrationseinheit kann ein oder mehrere Vibratoren, z. B. Piezoelemente, aufweisen. Sie können gleiche oder unterschiedliche Signale empfangen. Der Unterschied kann ein Phasenversatz sein oder eine Invertierung. Die Vibrationsfrequenz kann über 5 kHz oder über 10 kHz oder über 20 kHz oder über 40 kHz liegen. Vibrationseinheit 11 und Antrieb 3a, 3b können gleichzeitig betätigbar oder jeweils einzeln abwechselnd betätigbar sein. Die Steuerung kann für beide Betriebsmoden (gemeinsam, abwechselnd) ausgelegt sein. Die Werkzeugmaschine 10 kann allgemein Sensorik 14 zur Erfassung von Prozessparametern aufweisen. Die Sensorik kann einen oder mehrere Sensoren verteilt über die Werkzeugmaschine aufweisen. Über Leitungen 16 werden die Signale zur Steuerung/Regelung 12 zurückgeführt und dort protokolliert und/oder ausgegeben und/oder ihrerseits zur Ansteuerung der diversen Maschinenkomponenten berücksichtigt. Die Steuerung 12 hat Ansteuerleitungen 15 hin zu den einzelnen Komponenten der Maschine, also insbesondere hin zu den Antrieben 3a, 3b, Stellachsen 2a, 2b und zur Vibrationseinheit 11. Daneben kann eine nicht gezeigte Ausgabeeinheit für Bedienpersonal vorhanden sein. 13 symbolisiert einen Datenspeicher (z. B. Halbleiter und/oder Platte), der einerseits beispielweise ein Bearbeitungsprogramm für das Werkstück enthält, andererseits aber auch Kennwerte für die Schneidbewegung, für die Vibrationsbewegungen oder für die Abhängigkeiten von Ansteuerparametern, insbesondere für die Schneidbewegung und für die Vibrationsbewegung von Eingabeparametern oder ermittelten/gemessenen Parametern (tabellarisch, formelmäßig). Die Steuerung kann Zugriff auf den Speicher haben und dort beispielsweise auf zwei- oder mehrdimensionale Tabellen zur Ermittlung von Stellgrößen aus Eingangsgrößen zugreifen. Bei der Vibrationseinheit 11 können die einzelnen Parameter einstellbar/ansteuerbar sein, insbesondere Vibrationsfrequenz, Vibrationsamplitude, Wellenform der ansteuernden Signale, Vibrationsrichtung, und Ähnliches. Einzelne oder mehrere Parameter können regelbar sein, also nach Maßgabe von erfassten, rückgeführten Werten korrigiert werden. In Es ist ein weiterer Regler 22 vorgesehen, der die erfindungsgemäße Vibrationsbewegung steuert bzw. regelt. Er gibt über Leitung 15b Signale an den realen Prozess ab, insbesondere an die Vibrationseinheit 11. 14b symbolisiert Sensorik für vibrationsspezifische Werte, die über Leitung 16b zurückgeführt werden können. Grundsätzlich können Vibrationsbewegung und Schneidbewegung gleichzeitig eingesteuert werden oder abwechselnd eingesteuert werden. Die Steuerungen der einzelnen Bewegungen können auf Steuerungs- bzw. Regelungsebene unabhängig voneinander nach Maßgabe jeweiliger individueller Vorgaben erfolgen, oder sie kann verschränkt erfolgen, indem beispielsweise Ausgabesignale 15a für den herkömmlichen Schneidbewegungsantrieb auch in den Regler 22 für den Vibrationsantrieb eingeführt werden (Leitung 23) und/oder umgekehrt, indem Ausgabesignale 15b für den Vibrationsantrieb 11 in den Regler 21 für den Schneidantrieb eingegeben werden (Leitung 24). Auch kann die Rückführung von Signalen 16a, 16b, wenn sie vorgesehen ist, auch „über Kreuz” erfolgen, also indem der Regler 22 für den Vibrationsantrieb Prozesssignale betreffend die Schneidbewegung erhält (Leitung 16a) und/oder umgekehrt, indem der Regler 21 für die Schneidbewegung Prozesssignale betreffend die Vibrationsbewegung erhält (Leitung 16b). Die Verknüpfung und Verschränkung der einzelnen Parameter kann formelmäßig oder anhand von Tabellen erfolgen, die geeignet hinterlegt sind und vorgehalten werden. Es kann aber auch eine vergleichsweise einfache Steuerung vorgesehen sein, die gegebenenfalls auch völlig ohne Rückführung die Schneidbewegung und die Vibrationsbewegung einfach nach Maßgabe von Vorgabewerten steuert, wobei aber natürlich die Vorgabewerte in Bezug aufeinander ermittelt worden sein können. Es können eine oder mehrere Vibrationseinheiten 11 vorgesehen sein. Es kann zum Beispiel eine erste Vibrationseinheit 11 nahe am Werkzeug 7 vorgesehen sein und eine zweite Vibrationseinheit 11 nahe am Werkstück 6 oder Werkstücktisch 4. Sie können einzeln steuerbar/regelbar oder in Bezug aufeinander steuerbar/regelbar ausgelegt sein, ähnlich wie dies bezugnehmend auf Schneidbewegungssteuerung 21 und Vibrationsbewegungssteuerung 22 Bezug nehmend auf Es sei darauf verwiesen, dass Die Sensorik in der Werkzeugmaschine 10 kann einen oder mehrere der folgenden Sensoren aufweisen, wobei insoweit der Begriff „Sensor” auch komplexere Auswertungsmechanismen mit enthalten kann: Sensor für Vibrationsamplitude oder Vibrationsamplitudenänderung im Bereich der Frequenz der Vibrationseinheit 11, Sensor für Spannung und/oder Strom an einem der Antriebe, insbesondere am Vibrationsantrieb 11, gegebenenfalls auch für die Phasenlage zwischen Spannung an Strom am jeweiligen Antrieb, und gegebenenfalls die Änderungen der jeweiligen Werte (Strom, Spannung, Phase), Sensor für die Vorschubgeschwindigkeit der Schneidbearbeitung. Weitere Sensoren können vorgesehen sein. Die Vibrationseinheit 11 kann eine elektromechanisch betätigte Vibrationseinheit sein oder eine piezoelektrisch betätigte Vibrationseinheit. In beiden Fällen ist elektrische Energie von Nöten. Sie kann über eine herkömmliche elektrische Verbindung zugeführt werden, die im Falle von sich drehenden Werkzeugen dann allerdings schleifend und damit relativ kompliziert ausgelegt sein müsste. Die Energiezuführung kann aber auch drahtlos erfolgen, beispielsweise induktiv, indem in der Werkzeugeinheit zum Beispiel eine Induktionsspule 32 vorgesehen ist, relativ zu der sich ein externes Magnetfeld, angedeutet durch Pfeil 33, ändert. Bspw. kann die Spule 32 in einer Ebene senkrecht zur Drehachse eines rotierenden Werkzeugs liegen und von einem sich mit einer bestimmten Frequenz ändernden äußeren Magnetfeld durchsetzt sein. Sie kann aber auch so ausgerichtet sein, dass sie in einem statischen äußeren Magnetfeld schon aufgrund der Drehbewegung des Werkzeugs ein sich änderndes Magnetfeld durch die Spulenfläche hindurch erfährt. Es entsteht eine induzierte Wechselspannung, die direkt auf die Aktoren gegeben werden kann. Es können aber auch weitere (nicht gezeigte) elektrische oder elektronische Elemente zur Spannungsformung. Der Vorteil der Ausführungsform der Das Werkzeug kann im Vergleich zu herkömmlichen Werkzeugen auf die auch vibrierende Bewegung hin ausgelegt sein. Beispielsweise können bestimmte Flächen oder Kanten des Werkzeugs aufgeraut oder in bestimmter Weise im Vergleich zu herkömmlichen Werkzeugen modifiziert sein. Insbesondere kann beispielsweise die Spanfläche eines Werkzeugs oder die Schneidkante eines Werkzeugs oder die Freifläche eines Werkzeugs aufgeraut oder gezahnt sein, zumindest bereichsweise, um die Wirksamkeit der Vibrationsbewegung in gewünschter Weise einstellen zu können. Das Werkzeug kann auch so gestaltet sein, dass im Hinblick auf die gewünschte Vibrationsanregung bestimmte Resonanzfrequenzen des Werkzeugs gegeben oder in bestimmten Frequenzbereichen vermieden sind. Es kann eine vorgegebene Verstimmung (Unterschied) zwischen Resonanzfrequenz des Werkzeugs und Anregungsfrequenz der Vibration vorliegen, die gesteuert sein und ggf. auch regelungstechnisch gehalten werden kann. Die Werkzeuggestaltung kann durch gezielte Materialhinzufügungen oder Materialwegnahmen am Werkzeug erfolgen. Die bisher beschriebenen Merkmale der Erfindung können wie folgt zusammengefasst und aufgezählt werden: Bei einem Verfahren zur Bearbeitung eines Werkstücks mit einem Werkzeug wird relativ zwischen beiden eine Schneidbewegung und ihr überlagert eine erste Vibrationsbewegung in der Weise hervorgerufen, dass ein oder mehrere Kennwerte der ersten Vibrationsbewegung nach Maßgabe eines oder mehrerer Kennwerte der Schneidbewegung eingestellt werden. Die Kennwerte der Scheidbewegung wie auch die der Vibrationsbewegung können während der Werkstückbearbeitung mindestens zeitweise konstant, können aber auch veränderlich sein. Bei einem Verfahren zur Bearbeitung eines Werkstücks mit einem Werkzeug, insbesondere wie oben, wird relativ zwischen beiden eine Schneidbewegung und ihr überlagerte eine erste Vibrationsbewegung in der Weise hervorgerufen, dass die Vibrationsbewegung unterscheidbare Oberflächenbereiche und/oder Feinstrukturierungen der Oberfläche des Werkstücks bewirkt. Die erste Vibrationsbewegung kann nach Maßgabe der Position des Werkzeugs und vorzugsweise auch nach Maßgabe von Daten, die das zu fertigende Werkstück beschreiben, gesteuert werden. Bei einem Verfahren zur Bearbeitung eines Werkstücks mit einem Werkzeug, insbesondere wie oben, wird relativ zwischen beiden eine Schneidbewegung und ihr überlagerte eine erste Vibrationsbewegung in der Weise hervorgerufen, dass die hinterlassene Oberfläche gegenüber einer Bearbeitung ohne erste Vibrationsbewegung verändert ist. Die überlagerte erste Vibrationsbewegung kann sich in einer Raumdimension erstrecken oder in zwei Raumdimensionen (beispielsweise in Ebene parallel zur momentanen Werkstückoberfläche) oder in allen dreien. Die Vibrationsbewegung kann moduliert sein. Die Modulation kann nach Maßgabe von Größen der Schneidbewegung und/oder nach Maßgabe von Werkstückdaten und/oder nach Maßgabe des Bearbeitungsfortschritts und/oder nach Maßgabe externer Größen wie etwa Zeit oder externe Eingaben erfolgen. Es kann ein angepasstes Werkzeug verwendet werden, insbesondere eines, das eine oder mehrere geometrisch definierte Schneiden hat und dessen Schneide(n) an die Amplitude der Vibrationsbewegung angepasst ist, insbesondere derart, dass ein Schneidenbereich eine Strukturierung aufweist, deren Abmessung in der Größenordnung der Amplitude der ersten Vibrationsbewegung liegt. Die Strukturierung des Schneidenbereichs kann beispielsweise so sein, dass eine Schneidkante eine Länge hat, die der genannten Dimensionierung entspricht. Bei einem Werkzeug kann auch eine eigentlich kontinuierliche Schneidkante durch eine oder mehrere Unterbrechungen in mehrere Bereiche unterteilt sein, wobei dann die Längen der Unterbrechungen und/oder die Längen der Schneidkantenbereiche und/oder die Schrittweite von Bereich zu Bereich der genannten Dimensionierung entsprechen. Die Unterbrechungen können selbst wieder als Schneidkanten ausgebildet sein, so dass sich insoweit ein Werkzeug mit stufiger Scheidkante ergibt. Mit den oben und auch den nachfolgend genannten Aspekten können die Merkmale der ersten Ausführungsform weitergebildet werden, sie sind miteinander kombinierbar, soweit dies technisch nicht ausgeschlossen ist. Soweit von Bewegungen zwischen Werkzeug und Werkstück angesprochen sind, sind dies Relativbewegungen zwischen beiden, ohne dass damit zwingend eine Aussage dahingehend verknüpft sein soll, welche der beiden Komponenten tatsächlich (gegenüber dem Maschinenrahmen als Bezugssystem) bewegt wird. Dies kann separat definiert werden. Der Vorschubbewegung 53 der Schneidbewegung ist eine Vibrationsbewegung 54 überlagert. In der gezeigten Ausführungsform ist es eine lineare Vibrationsbewegung, die sich parallel zur Vorschubbewegung 53 erstreckt. Längs Richtung 54 (parallel zu 53 und Achse 59 und z-Achse) vibriert der Drehmeißel, beispielsweise indem er durch einen entsprechenden Antrieb in Vibration versetzt wird. Die Vibration des Drehmeißels ist neben der Qualität (translatorisch oder rotatorisch) und der Richtung (Pfeil 54) durch Frequenz, Amplitude und gegebenenfalls auch Wellenform der Vibrationsbewegung gekennzeichnet. Einer oder mehrerer dieser Parameter kann im Bezug auf einen oder mehrere Parameter der Schneidbewegung (Drehung 52, Vorschub 53) festgelegt werden. Auch Kennwerte des Werkzeugs können zur Dimensionierung eines oder mehrerer Kennwerte der Vibrationsbewegung herangezogen werden. So können beispielsweise die Frequenz fv der ersten Vibrationsbewegung und die Umlauffrequenz des Werkstücks fs der Formel fv = (n + k1)·fs genügen, wobei n eine ganze Zahl ist und k1 ein Versatz zwischen 0 und 1 ist. Wenn beispielsweise n = 100 und k1 = 0,5 gilt, dann finden pro Umlauf des Werkstücks 100,5 Vibrationen des Werkstücks statt, sodass in Umfangsrichtung betrachtet im späteren Umlauf ein Minimalwert der Vibrationsauslenkung auf einen Maximalwert der Vibrationsauslenkung im früheren Umlauf trifft. Wenn dann noch die Vorschubgeschwindigkeit vs (Schneidbewegung gemäß Pfeil 53) und die Schneidkantenlänge ls geeignet dimensioniert sind, ergeben sich bestimmte Muster auf der hinterlassenen Werkstückoberfläche. In Die Größe und die absolute und relative Lage der Strukturen zueinander hängt von den einzelnen Parametern der Vibrationsbewegung einerseits und der Schneidbewegung andererseits ab. Die verschiedenen Parameter können mindestens zeitweise konstant einer oder mehreren der folgenden Formeln genügen und dementsprechend gewählt oder gesetzt oder eingestellt werden: Die Größe fv ist die Vibrationsfrequenz der ersten Vibrationsbewegung, fs ist die Umlauffrequenz (Drehzahl) des Drehteils, av ist die Amplitude der Vibrationsbewegung, die senkrecht zur Drehbewegung und senkrecht oder parallel zur Werkstückoberfläche gerichtet sein kann, vs ist die Vorschubgeschwindigket des Drehmeisels, ss ist die Schrittweite des Vorschubs pro Umlauf, ls ist die Länge der Schneidkante 71 bzw. von Schneidkantensegmenten 71a, 71b, n1 ist eine ganze Zahl, und k1 bis k3 sind reelle Anpassparameter. Mit k1 zwischen 0 und 1 kann ein Phasenversatz entsprechend Δ in Vorstehend wurde eine Ausführungsform beschrieben, bei der die Vibrationsbewegung 54 parallel zur Werkstückebene liegt. Es kann aber auch Ausführungsformen geben, bei der die überlagerte Vibrationsbewegung 54 senkrecht zur Werkstückebene liegt. In Bei einer fräsenden Bearbeitung eines Werkstücks können Parameter mindestens zeitweise konstant wie folgt nach einer oder mehreren der folgenden Gleichungen gewählt oder gesetzt oder eingestellt werden: Die Größe fv ist die Vibrationsfrequenz der ersten Vibrationsbewegung, vs ist die Vorschubgeschwindigket der Scheidkante auf der Werkstückoberfläche und lw ist die Wellenlänge des sich auf der Werkstückoberfläche abbildenden Musters der Vibration. φ ist der Phasenversatz in Vorschubrichtung der Schneidkante zwischen mehreren Paaren von Mustern in benachbarten Frässpuren, und k5 ist ein Faktor, der zwischen –1 und 1 liegen kann. Damit kann ein über mehrere Spuren hinweg konstanter Phasenversatz zwischen benachbarten Frässpuren eingestellt werden, der auch 0 sein kann. Beim Bohren können Parameter mindestens zeitweise konstant wie folgt nach einer oder mehreren der folgenden Gleichungen gewählt oder gesetzt oder eingestellt werden: Die Größe fv ist die Vibrationsfrequenz der ersten Vibrationsbewegung, fs ist die Umlauffrequenz (Drehzahl) des Bohrers, av ist die Amplitude der Vibrationsbewegung, die senkrecht zur Drehbewegung und senkrecht oder parallel zur Werkstückoberfläche gerichtet sein kann, vv ist die Vorschubgeschwindigket des Bohrers längs der Bohrerachse, ls ist die Länge von Schneidkantensegmenten 71a, 71b an der den Drallwinkel bestimmenden Seitenkante des Bohrers, n2 ist eine ganze Zahl, und k6 bis k8 sind reelle Anpassparameter mit 0 < k6, k7, k8 < 1. Wenn die Schneidbewegung eine zweite Vibrationsbewegung eines über die Werkzeugoberfläche vorgeschobenen Werkzeugs ist, können Parameter mindestens zeitweise konstant nach einer oder mehreren der folgenden Gleichungen gewählt oder gesetzt oder eingestellt werden: Die Größen fv1, fv2 sind die Vibrationsfrequenzen der ersten bzw. der zweiten Vibrationsbewegung, φ ist ein einstellbarer Phasenversatz zwischen den beiden Vibrationen, wenn sie gleiche Frequenz oder ein rationales Frequenzverhältnis haben, der auch 0 sein kann. Die Größe vs ist die Vorschubgeschwindigket des Werkzeugs auf der Werkstückoberfläche und lw1 und lw2 sind die Wellenlängen der sich auf der Werkstückoberfläche abbildenden Musters der ersten bzw. zweiten Vibration. k6 ist ein Faktor, der ganzzahlig oder reziprok zu ganzzahlig sein kann. Er kann auch rational mit niedrigen Zahlen im Zähler und Nenner sein (etwa 1/2, 1/3, 1/4, 1/5, 2/3, 2/5, 3/4, 3/5, 4/5) oder reziprok dazu, so dass sich entsprechende kombinierte Lissajous-Schwingungsmuster des Werkzeugs auf der Werkstückoberfläche ergeben. k8 ist ein Faktor, der ganzzahlig oder reziprok zu ganzzahlig sein kann. Er kann auch rational mit niedrigen Zahlen im Zähler und Nenner wie oben angegeben sein. Allgemein können ein oder mehrere Kennwerte der ersten Vibrationsbewegung nach Maßgabe eines oder mehrerer Kennwerte der Schneidbewegung eingestellt werden. Es können auch umgekehrt ein oder mehrere Kennwerte der Schneidbewegung nach Maßgabe eines oder mehrerer Kennwerte der ersten Vibrationsbewegung eingestellt werden. In den oben genannten Formeln (1) bis (13) kann der Wert auf der linken Seite der jeweiligen Formel nach Maßgabe der Werte auf der rechten Seite bestimmt und dann gesetzt werden. Die Formeln können aber auch nach einem Wert auf der rechten Seite aufgelöst werden, so dass dieser dann bestimmt und gesetzt werden kann. Die vorstehenden Ausführungsformen wurden Bezug nehmend auf ein Werkzeug mit geometrisch definierter Schneide (Drehmeißel, Bohrer, Fräse, ...) beschrieben. Sie können qualitativ und quantitativ auch auf Werkzeuge mit geometrisch nicht definierter Schneide angewendet werden, beispielsweise Ultraschallwerkzeuge. Bisher beschrieben wurden Abstimmungen von Schneidbewegung und erster Vibrationsbewegung, die getroffen wurden, um bestimmte Strukturierungen zu erreichen. Es kann aber auch gewünscht sein, das Entstehen bestimmter Strukturierungen zu vermeiden, so dass die Parameter von Schneid- und Vibrationsbewegung unter diesem Aspekt gesetzt werden. Dies kann das (quasi-)zufallsbedingte und auch zeitveränderliche Setzen Setzen und/oder das kontinuierliche Verändern eines oder mehrerer Parameter der Schneid- und der Vibrationsbewegung umfassen. Es können hierbei bei Parametern (z. B. Amplitude und/oder Frequenz der ersten Vibrationsbewegung, Drehzahl = Umlauffrequenz des Werkzeugs, Vorschubgeschwindigkeit) bestimmte Wertebereiche eingehalten oder vermieden werden. Es können Steuerungs- oder Regelungseinrichtungen vorgesehen sein, die sicherstellen, dass die vorgegebenen Bewegungsparameter eingehalten werden. Für einen oder mehrere der jeweils gesetzten Bewegungsparameter kann geeignete Sensorik vorgesehen sein, so dass der Parameter rückführend geregelt werden kann. Es können aber auch Präzisionssteuerungen verwendet werden, die mit festlegbarer Genauigkeit die gewünschten Parameter einstellen. Bezug nehmend auf Ihr zeitweise überlagert werden kann eine weitere Vibrationsbewegung 63, die beispielsweise eine translatorische Vibration senkrecht zur Zeichenebene sein kann. Wenn sich das Werkzeug 7 innerhalb der gepunkteten Bereiche 64a der Oberfläche des Werkstücks befindet, wird die Vibrationsbewegung 63 zugeschaltet, während sie dann, wenn sich das Werkzeug in den Oberflächenbereichen 64b befindet, abgeschaltet wird. Es ergeben sich dadurch unterschiedliche Bearbeitungsmuster auf der Oberfläche, die zu unterscheidbaren Oberflächenbereichen führen. Die Unterscheidbarkeit kann schon mit dem bloßen Auge gegeben sein, oder sie kann sich durch Untersuchung der Oberfläche mittels Apparaten ergeben. Das Zu- und Abschalten der Vibrationsbewegung 63 zur Schneidbewegung 61, 62 kann nach Maßgabe von Werkstückdaten erfolgen. Es kann aber auch nach Maßgabe von Werkzeugpositionen relativ zu früheren oder zukünftigen Werkzeugpositionen oder abstrakten Positionen im Raum (definierte Raumbereiche, definiert über Bereiche von Koordinaten in einem Koordinatensystem) erfolgen. Die Mindestabmessung der einzelnen Bereiche 64 (in Wenngleich die Ausführungsform der In einer weiteren Ausführungsform kann eine einer Schneidbewegung eines Werkzeugs überlagerte relative erste Vibrationsbewegung zwischen Werkstück und Werkstück so hervorgerufen werden, dass die hinterlassene Oberfläche gegenüber einer Oberflächenbearbeitung ohne die erste Vibrationsbewegung verändert ist. Die erste Vibrationsbewegung kann hierbei die Auswirkung haben, dass die Oberflächengüte mit ihr besser ist als sie es ohne sie wäre. Die Rauhigkeit mit überlagerter Vibration kann gegenüber der Bearbeitung ohne überlagerte Vibration verringert sein. Ganz allgemein kann die Abtragsleistung des Werkzeugs von der überlagerten Vibrationsbewegung 54, 63 relativ unbeeinflusst sein (Änderung < 20% oder < 10% oder < 5%), sodass die überlagerte Vibrationsbewegung 54, 63 vorrangig der Oberflächenstrukturierung und weniger dem Abtrag von Material dient. Die erste Vibrationsbewegung und die Schneidbewegung können vom gleichen oder von unterschiedlichen Antrieben hervorgerufen werden. Der gleiche Antrieb kann insbesondere dann verwendet werden, wenn die Schneidbewegung ihrerseits eine Vibrationsbewegung ist. Es kann dann ein Vibrationsantrieb mit überlagerten elektrischen Signalen entsprechend der Schneidbewegung und der Vibrationsbewegung angesteuert werden. Wenn verschiedene Antriebe verwendet werden, können sie beide auf Seiten des Werkzeugs oder beide auf Seite des Werkstücks vorgesehen sein, oder sie können verteilt auf Werkzeug einerseits und Werkstück andererseits einwirken, jeweils relativ zum Maschinenrahmen. Die erste Vibrationsbewegung kann eine Bewegungskomponente haben, die parallel zur lokalen Werkstückoberfläche liegt, und/oder eine Bewegungskomponente, die senkrecht zur lokalen Werkstückoberfläche liegt. Die erste Vibrationsbewegung kann eine translatorische oder eine rotatorische Vibration sein. Die Schneidbewegung kann eine zweite Vibrationsbewegung und/oder eine fortschreitende lineare und/oder rotatorische Bewegung des Werkzeugs gegenüber dem Werkstück aufweisen. Die Schneidbewegung kann sich zusammensetzen aus einer Vorschubbewegung und einer weiteren Bewegung, insbesondere einer Drehbewegung. Bei einem Bohrer erfolgt die Vorschubbewegung längs der Bohrerachse, und die weitere Bewegung ist eine Drehung um die Bohrerachse herum. Bei einer Drehbearbeitung kann die Vorschubbewegung ein Vorschieben des Drehmeißels längs einer Achse sein, während die weitere Bewegung eine Drehung des Werkstücks um eine Achse herum sein kann. Bei einer Fräsbewegung kann die Vorschubbewegung ein relatives translatorisches Verschieben zwischen Werkzeug und Werkstück sein, während die weitere Bewegung eine Drehbewegung des Fräswerkzeugs um eine Achse herum ist. Ganz allgemein kann die erste Vibrationsbewegung zeitveränderlich sein und insoweit als modulierte Schwingung aufgefasst werden. Die Modulation kann die Veränderung der Frequenz, der Amplitude (Sonderfall An/Aus-Tastung), der Wellenform oder der Phasenlage der ersten Vibrationsbewegung umfassen. Die Modulation kann nach Maßgabe von aus einem Speicher 13 abgerufenen oder gemessenen Werkstückdaten erfolgen oder nach Maßgabe lediglich von Positionsdaten des Werkzeugs relativ zum Werkstück oder nach Maßgabe bestimmter gemessener oder sonst wie erhaltener Prozessparameter, beispielsweise Parameter der Scheidbewegung. Nach Maßgabe der Dimensionierungsvorschriften können die Parameter der einzelnen Bewegungen (erste Vibrationsbewegung, Schneidbewegung) einerseits und andererseits der Schneidkantengeometrie (insbesondere Schneidkantenlänge) gewählt und gesetzt werden. Verbleibende Freiheitsgrade können zur Optimierung des gesamten Vorgangs verwendet werden. Die Vibrationsfrequenzen der ersten Vibrationsbewegung können über 100 Hz oder über 1000 Hz oder über 10.000 Hz liegen. Die Amplituden der ersten Vibrationsbewegung können über 1 Mikrometer oder über zwei Mikrometer oder über 5 Mikrometern oder über 10 Mikrometern liegen und können unter einem Millimeter oder unter 500 Mikrometern oder unter 200 Mikrometern liegen. Die Steuerung 12 kann die in der zweiten Ausführungsform beschriebenen Verfahren und Verfahrensschritte steuern bzw. regeln. Es kann geeignete Sensorik für die Signalrückführung vorgesehen sein. Die Steuerung kann demnach auch Vorgaben für die Einstellung der genannten Bewegungsparameter geben, die sie beispielsweise wiederum dem Speicher 13 entnehmen kann. Ganz allgemein können Werkzeuge verwendet werden, die an die Beaufschlagung des Werkzeugs mit der überlagerten ersten Vibrationsbewegung angepasst sind. Ein angepasster Bohrer kann an einer oder mehreren seiner Seitenkanten ein oder mehrere, ggf. längs der Kante beabstandete Schneidkantensegmente 71a aufweisen. Schneidkantensegmente 71a auf der einen Seitenkante können axial an anderer Position liegen als Schneidkantensegmente an einer anderen Seitenkante. Gegenstand der Erfindung ist auch ein Datenträger mit computerlesbarem Code darauf, der bei Verwendung in einer geeigneten, digital von einem Programm gesteuerten Werkzeugmaschine diese zur Implementierung der beschriebenen Verfahren als Ganzes bzw. der einzelnen Verfahrensschritte veranlasst. Der Code kann ausführbarer Code sein oder Datencode oder ein Hybrid aus beiden sein. Merkmale, die in dieser Beschreibung zum Stand der Technik oder zur Erfindung dargestellt sind, sollen auch dann miteinander kombinierbar sein, wenn dies nicht ausdrücklich gesagt ist, soweit die Kombination technisch möglich ist, auch über die verschiedenen Ausführungsformen hinweg. Beschreibungen zu Verfahrensschritten sollen auch als Beschreibung von diese Schritte implementierenden Einrichtungen verstanden werden, und Beschreibungen zu bestimmten Einrichtungen und Komponenten sollen auch als Beschreibung von von diesen Einrichtungen und Komponenten implementierten Verfahrensschritten verstanden werden. Bei einem Verfahren zur Bearbeitung eines Werkstücks mit einem Werkzeug steht das Werkzeug am Werkstück in Eingriff, und zwischen beiden wird eine Schneidbewegung hervorgerufen. Außerdem wird eine der Schneidbewegung überlagerte relative erste Vibrationsbewegung zwischen Werkstück und Werkzeug in der Weise hervorgerufen, dass ein oder mehrere Kennwerte der ersten Vibrationsbewegung und ein oder mehrerer Kennwerte der Schneidbewegung in Bezug aufeinander eingestellt werden. Auch kann die überlagerte Vibrationsbewegung in der Weise hervorgerufen werden, dass unterscheidbare Oberflächenbereiche des Werkstücks entstehen. Verfahren zur Bearbeitung eines Werkstücks mit einem Werkzeug, bei dem das Werkzeug am Werkstück in Eingriff steht und zwischen beiden eine Schneidbewegung hervorgerufen wird, dadurch gekennzeichnet, dass eine der Schneidbewegung überlagerte relative erste Vibrationsbewegung zwischen Werkstück und Werkzeug in der Weise hervorgerufen wird, dass ein oder mehrere Kennwerte der ersten Vibrationsbewegung und ein oder mehrerer Kennwerte der Schneidbewegung in Bezug aufeinander eingestellt werden. Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Kennwerte der Schneidbewegung und die Kennwerte der ersten Vibrationsbewegung während der Werkstückbearbeitung veränderlich sind. Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, dass bei einem Drehvorgang Verfahren zur Bearbeitung eines Werkstücks mit einem Werkzeug, insbesondere nach einem oder mehreren der vorherigen Ansprüche, bei dem das Werkzeug am Werkstück in Eingriff steht und zwischen beiden eine Schneidbewegung hervorgerufen wird, dadurch gekennzeichnet, dass eine der Schneidbewegung überlagerte relative erste Vibrationsbewegung zwischen Werkstück und Werkzeug in der Weise hervorgerufen wird, dass unterscheidbare Oberflächenbereiche des Werkstücks entstehen. Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass während der Werkstückbearbeitung die erste Vibrationsbewegung nach Maßgabe der Position des Werkzeugs und vorzugsweise auch nach Maßgabe von Daten, die das zu fertigende Werkstück beschreiben, gesteuert wird. Verfahren nach Anspruch 4 oder 5, dadurch gekennzeichnet, dass die Amplitude und/oder die Vibrationsrichtung und/oder die Frequenz und/oder die Wellenform der ersten Vibrationsbewegung nach Maßgabe der Position des Werkzeugs gesteuert wird. Verfahren zur Bearbeitung eines Werkstücks mit einem Werkzeug, insbesondere nach einem oder mehreren der vorherigen Ansprüche, bei dem das Werkzeug am Werkstück in Eingriff steht und zwischen beiden eine Schneidbewegung hervorgerufen wird, dadurch gekennzeichnet, dass eine der Schneidbewegung überlagerte relative erste Vibrationsbewegung zwischen Werkstück und Werkzeug in der Weise hervorgerufen wird, dass die hinterlassene Oberfläche gegenüber einer Bearbeitung ohne erste Vibrationsbewegung verändert wird. Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass die erste Vibrationsbewegung den Materialabtrag nur geringfügig, insbesondere um weniger als 20%, vorzugsweise weniger als 10% oder weniger als 5%, gegenüber dem der Schneidbewegung, ändert. Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Schneidbewegung und die erste Vibrationsbewegung vom gleichen Antrieb oder von unterschiedlichen Antrieben hervorgerufen werden. Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Schneidbewegung und die erste Vibrationsbewegung von unterschiedlichen Antrieben hervorgerufen werden, die beide das Werkzeug oder beide das Werkstück antreiben, oder wobei einer das Werkzeug und einer das Werkstück antreibt. Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die erste Vibrationsbewegung eine Bewegungskomponente hat, die parallel zur lokalen Werkstückoberfläche liegt, und/oder eine Bewegungskomponente hat, die senkrecht zur lokalen Werkstückoberfläche liegt. Verfahren nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Schneidbewegung eine zweite Vibrationsbewegung und/oder eine fortschreitende lineare und/oder rotatorische Bewegung des Werkstücks gegenüber dem Werkzeug umfasst. Verfahren nach einem der vorherigen Ansprüche, gekennzeichnet durch eines oder mehrere der folgenden Merkmale: Werkzeugmaschine zur Werkstückbearbeitung, insbesondere zur Durchführung des Verfahrens nach einem der vorherigen Ansprüche, mit Werkzeug zur Verwendung in einer Werkzeugmaschine, insbesondere einer nach Anspruch 14, und/oder in einem Werkstückbearbeitungsverfahren, insbesondere einem nach einem der Ansprüche 1 bis 13, dessen Schneide an die Amplitude der ersten Vibrationsbewegung angepasst ist, insbesondere derart, dass ein Schneidenbereich eine Strukturierung aufweist, deren Abmessung in der Größenordnung der Amplitude der ersten Vibrationsbewegung liegt.Erste Ausführungsform
Zweite Ausführungsform
die Frequenz fv der ersten Vibrationsbewegung und die Umlauffrequenz des Werkstücks fs der Formel fv = (n + k1)·fs genügen, wobei n eine ganze Zahl und k1 ein Phasenversatz zwischen 0 und 1 sind, und/oder
die Vibrationsamplitude av und die Vorschubgeschwindigkeit vs des Drehmeisels der Formel av = k2·vs/fs genügen, wobei k2 ein gewählter reeller Faktor ist, und/oder
die Schneidkantenlänge ls der Formel ls = k3·av genügt, wobei k3 ein gewählter reeller Faktor ist.
• die erste Vibrationsbewegung weist eine translatorische und/oder eine rotatorische Vibration auf,
• die erste Vibrationsbewegung erstreckt sich in einer Raumdimension oder in zwei Raumdimensionen oder in allen dreien,
• die Schneidbewegung weist eine zweite Vibrationsbewegung auf, die eine translatorische und/oder eine rotatorische Vibration aufweisen kann, oder sie weist eine fortschreitende Rotation auf,
• die Schneidbewegung weist eine längs einer Werkstückoberfläche fortschreitende Vorschubbewegung auf,
• die Steuerung der ersten Vibrationsbewegung weist eine An/Aus-Tastung oder eine analoge Modulation eines oder mehrerer Kennwerte der ersten Vibrationsbewegung auf,
• die Steuerung der ersten Vibrationsbewegung erfolgt nach Maßgabe der momentanen Position des Werkzeugs am Werkstück und/oder nach Maßgabe der momentanen relativen Position des Werkzeugs gegenüber einer früheren oder zukünftigen Position des Werkzeugs,
• das Werkzeug ist ein Werkzeug mit definierter Scheide oder ein Werkzeug mit nicht definierter Schneide.
• einem Maschinenrahmen,
• einer am Maschinenrahmen angebrachten Werkzeugaufnahme,
• einem am Maschinenrahmen angebrachten Werkstückaufnahme,
• Stellgliedern zur Einstellung der Relativposition zwischen Werkzeug und Werkstück,
• Antrieben zum Erzeugen einer Schneidbewegung zwischen Werkzeug und Werkstück, und
• einer Steuerung zur Steuerung und/oder Regelung von Komponenten der Maschine,
dadurch gekennzeichnet, dass
die Steuerung zur Durchführung des Verfahrens nach einem der vorherigen Ansprüche ausgelegt ist.