Vorrichtung und Verfahren zur Verkettung einer diskontinuierlich arbeitenden Maschine mit einer kontinuierlich arbeitenden Maschine in einer Maschinenlinie zur Produktion von Formteilen, die aus thermoformbarer Kunststofffolie hergestellt werden
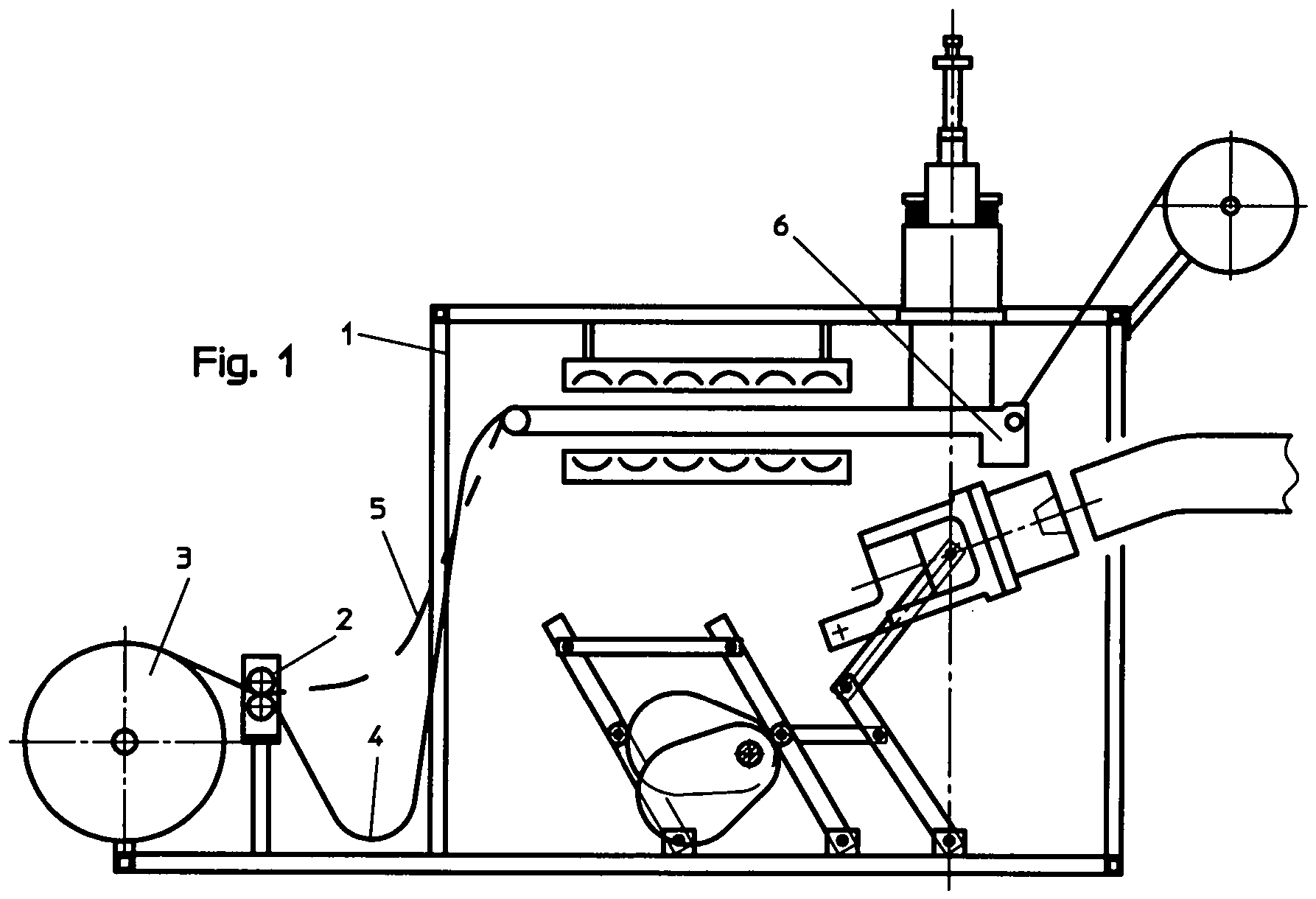
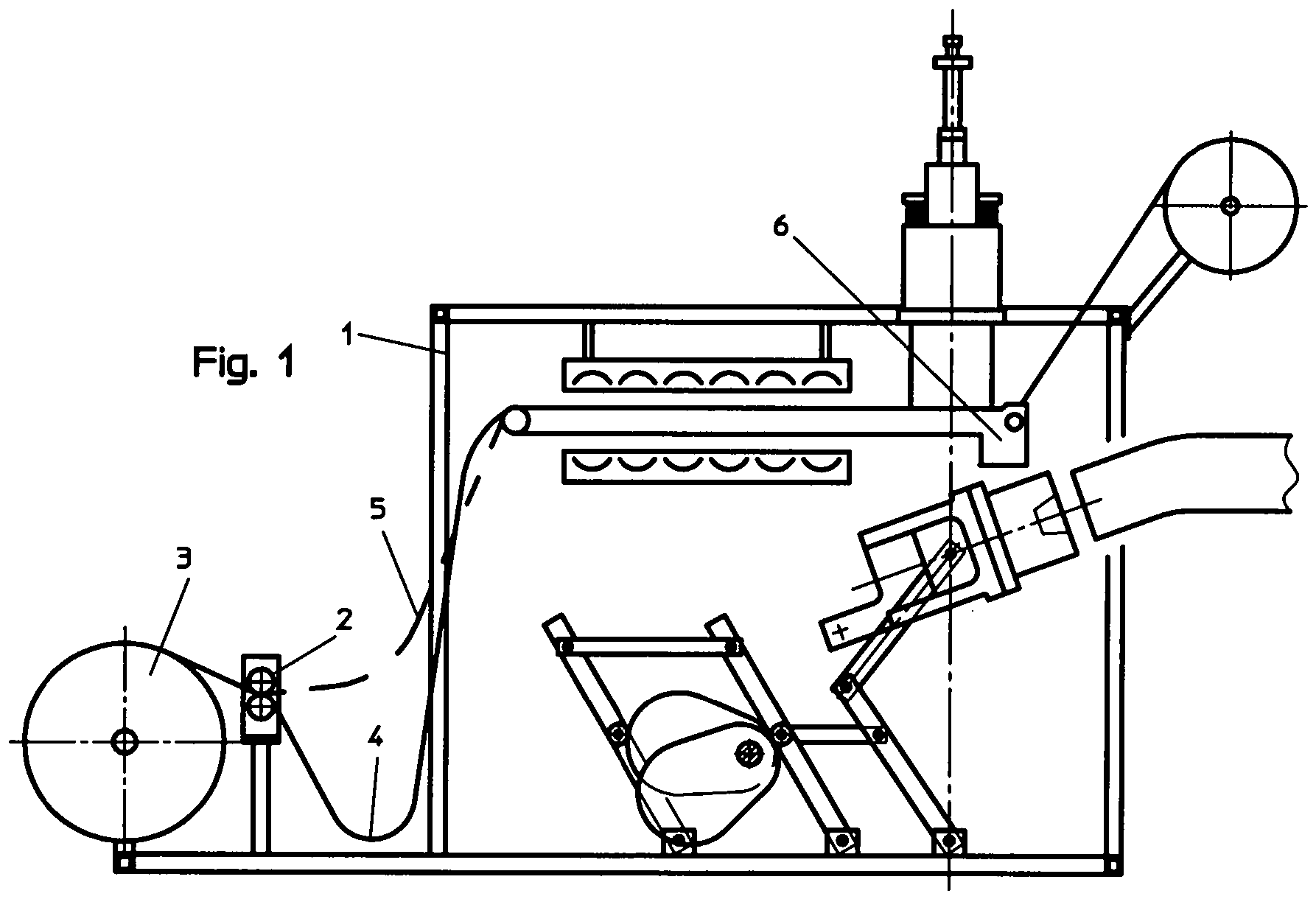
Die Erfindung betrifft eine Vorrichtung und ein Verfahren zur Verkettung einer diskontinuierlich arbeitenden Maschine mit einer kontinuierlich arbeitenden Maschine in einer Maschinenlinie zur Produktion von Formteilen, die aus thermoformbarer Kunststofffolie hergestellt werden. Aus dem Stand der Technik ist es bekannt, bei der Verkettung einer diskontinuierlich arbeitenden Maschine mit einer kontinuierlich arbeitenden Maschine in einer Maschinenlinie zur Produktion von Formteilen, die aus thermoformbarer Kunststofffolie hergestellt werden, eine höhenbewegliche Schwinge, um die die Kunststofffolie geführt wird, so zu benutzen, dass im Zusammenwirken der höhenbeweglichen Schwinge mit fixierten Umlenkpunkten eine Folienschlaufe als Speicher für die Kunststofffolie gebildet wird, damit ein Ausgleich geschaffen wird für den unterschiedlichen Fluss der Kunststofffolie bei kontinuierlich arbeitenden und diskontinuierlich arbeitenden Maschinen. Durch die Ermittlung der Position der Schwinge wird die Geschwindigkeit des Antriebs der kontinuierlich arbeitenden Maschine so beeinflusst, dass die Position der Schwinge sich in einem vorgesehenen Bereich befindet. Die Höhe der sich bildenden Folienschlaufe ist durch die geometrischen Gegebenheiten oft eingeschränkt und deshalb kann es, besonders bei diskontinuierlich arbeitenden Maschinen mit großem und schnellem Vorschub, zu Situationen kommen, in denen die Folie in der Schlaufe nicht ausreichend lang ist und das Nachfördern der Folienbahn nicht ausreichend schnell erfolgt, so dass die diskontinuierlich arbeitende Maschine ihren Vorschub nicht vollständig ausführen kann und eine Maschinenstörung eintritt. Aus der Der Erfindung liegt die Aufgabe zugrunde eine Vorrichtung und ein Verfahren zur Verkettung einer diskontinuierlich arbeitenden Maschine mit einer kontinuierlich arbeitenden Maschine in einer Maschinenlinie zur Produktion von Formteilen, die aus thermoformbarer Kunststofffolie hergestellt werden, vorzuschlagen, bei denen die oben erwähnten Probleme des begrenzten Vorrats an Folienbahn beseitigt sind. Gelöst ist diese Aufgabe erfindungsgemäß durch die im Vorrichtungsanspruch 1 sowie im nebengeordneten Verfahrensanspruch 4 angegebenen Maßnahmen. Weitere bevorzugte Ausgestaltungen der Erfindung ergeben sich aus übrigen, in den jeweiligen Unteransprüchen genannten Merkmalen. Einzelheiten der Erfindung sind nachfolgend anhand der schematischen Zeichnungen näher beschrieben. Es ist erfinderisch vorgesehen, dass die Vorrichtung zur Verkettung einer diskontinuierlich arbeitenden Maschine mit einer kontinuierlich arbeitenden Maschine in einer Maschinenlinie zur Produktion von Formteilen, die aus thermoformbarer Kunststofffolie hergestellt werden, so ausgebildet ist, dass die Vorrichtung einen Vorratsbehälter zum temporären Ablegen und Entnehmen eines durchgehenden Bandes aus thermoformbarer Kunststofffolie, eine Einrichtung zur Gewichtsbestimmung 8 des Vorratsbehälters 7 und eine Einrichtung zur Beeinflussung der Geschwindigkeit eines Antriebs 9 einer vor- oder nachlaufenden Maschine der Maschinenlinie in Abhängigkeit vom ermittelten Gewicht des Vorratsbehälters 7 aufweist. Weiterhin ist es vorgesehen, dass die Einrichtung zur Gewichtsbestimmung als elektronische Waage mit einem Analogausgang ausgebildet ist. Es ist vorteilhaft, wenn die Einrichtung zur Beeinflussung der Geschwindigkeit eines Antriebs einer vor- oder nachlaufenden Maschine der Maschinenlinie als Regel- oder Steuerungseinrichtung mit einer Eingabeschnittstelle 10 für den Bediener ausgebildet ist. Ebenso vorteilhaft ist es, wenn der Vorratsbehälter 7 zum temporären Ablegen und Entnehmen eines durchgehenden Bandes aus thermoformbarer Kunststofffolie so angeordnet ist, dass eine Variation des Gewichtes des Vorratsbehälters 7 so auf die Einrichtung zur Gewichtsbestimmung 8 einwirkt, dass die Variation von der Einrichtung zur Gewichtsbestimmung 8 erfasst wird. Es ist vorgesehen, dass das Verfahren zur Verkettung einer diskontinuierlich arbeitenden Maschine mit einer kontinuierlich arbeitenden Maschine in einer Maschinenlinie zur Produktion von Formteilen, die aus thermoformbarer Kunststofffolie hergestellt werden, so ausgebildet ist, dass eine Einrichtung zur Beeinflussung der Geschwindigkeit eines Antriebs einer vor- oder nachlaufenden Maschine der Maschinenlinie in Abhängigkeit vom Messwert einer Einrichtung zur Gewichtsbestimmung eines Vorratsbehälters zum temporären Ablegen und Entnehmen eines durchgehenden Bandes aus thermoformbarer Kunststofffolie die Geschwindigkeit der kontinuierlich arbeitenden Maschine so beeinflusst, dass sich der Messwert der Einrichtung zur Gewichtsbestimmung des Vorratsbehälters zum temporären Ablegen und Entnehmen von thermoformbarer Kunststofffolie in einem vorgesehenen Bereich bewegt. Vorteilhaft ist es, wenn die Beeinflussung der Geschwindigkeit der kontinuierlich arbeitenden Maschine ein Steuerprozess oder ein Regelprozess ist, der auf den Antrieb der kontinuierlich arbeitenden Maschine einwirkt. Es ist erfinderisch vorgesehen, dass der Bediener den Sollwert und den Wert für die zulässige Varianz des Sollwerts für das Gewicht des Bandes aus thermoformbarer Kunststofffolie über die Eingabeschnittstelle der Regel- oder Steuerungseinrichtung eingibt. Weiterhin ist es vorgesehen, dass die Regel- oder Steuerungseinrichtung beim Überschreiten des Wertes für die zulässige Varianz des Sollwerts für das Gewicht des Bandes aus thermoformbarer Kunststofffolie ein Signal an eine übergeordnete Steuerung ausgibt, die die Maschinenlinie zur Produktion von Formteilen, die aus thermoformbarer Kunststofffolie hergestellt werden, abschaltet. Vorrichtung zur Verkettung einer diskontinuierlich arbeitenden Maschine mit einer kontinuierlich arbeitenden Maschine in einer Maschinenlinie zur Produktion von Formteilen, die aus thermoformbarer Kunststofffolie hergestellt werden, dadurch gekennzeichnet, dass die Vorrichtung einen Vorratsbehälter zum temporären Ablegen und Entnehmen eines durchgehenden Bandes aus thermoformbarer Kunststofffolie, eine elektronische Waage mit einem Analogausgang zur Gewichtsbestimmung (8) des Vorratsbehälters (7) und eine Regeleinrichtung zur Beeinflussung der Geschwindigkeit eines Antriebs (9) einer vor- oder nachlaufenden Maschine der Maschinenlinie in Abhängigkeit vom ermittelten Gewicht des Vorratsbehälters (7) aufweist. Vorrichtung zur Verkettung einer diskontinuierlich arbeitenden Maschine mit einer kontinuierlich arbeitenden Maschine in einer Maschinenlinie zur Produktion von Formteilen, die aus thermoformbarer Kunststofffolie hergestellt werden, dadurch gekennzeichnet, dass die Vorrichtung einen Vorratsbehälter zum temporären Ablegen und Entnehmen eines durchgehenden Bandes aus thermoformbarer Kunststofffolie, eine elektronische Waage mit einem Analogausgang zur Gewichtsbestimmung (8) des Vorratsbehälters (7) und eine Regeleinrichtung zur Beeinflussung der Geschwindigkeit eines Antriebs (9) einer vor- oder nachlaufenden Maschine der Maschinenlinie in Abhängigkeit vom ermittelten Gewicht des Vorratsbehälters (7) aufweist. Vorrichtung gemäß Vorrichtung gemäß Verfahren zur Verkettung einer diskontinuierlich arbeitenden Maschine mit einer kontinuierlich arbeitenden Maschine in einer Maschinenlinie zur Produktion von Formteilen, die aus thermoformbarer Kunststofffolie hergestellt werden, dadurch gekennzeichnet, dass ein Regelprozess zur Beeinflussung der Geschwindigkeit eines Antriebs einer vor- oder nachlaufenden Maschine der Maschinenlinie in Abhängigkeit vom Messwert einer elektronische Waage mit einem Analogausgang zur Gewichtsbestimmung eines Vorratsbehälters zum temporären Ablegen und Entnehmen eines durchgehenden Bandes aus thermoformbarer Kunststofffolie die Geschwindigkeit der kontinuierlich arbeitenden Maschine so beeinflusst, dass sich der Messwert der Einrichtung zur Gewichtsbestimmung des Vorratsbehälters zum temporären Ablegen und Entnehmen von thermoformbarer Kunststofffolie in einem vorgesehenen Bereich bewegt. Verfahren gemäß Verfahren gemäß Stand der Technik
Aufgabenstellung
Ausführungsbeispiel
Bezugszeichenliste