Cut Resistant Webbing System
The present application is related to, claims the earliest available effective filing date(s) from (e.g., claims earliest available priority dates for other than provisional patent applications; claims benefits under 35 USC §119(e) for provisional patent applications), and incorporates by reference in its entirety all subject matter of the following listed applications) (the “Related Applications”) to the extent such subject matter is not inconsistent herewith; the present application also claims the earliest available effective filing date(s) from, and also incorporates by reference in its entirety all subject matter of any and all parent, grandparent, great-grandparent, etc. applications of the Related Application(s) to the extent such subject matter is not inconsistent herewith.
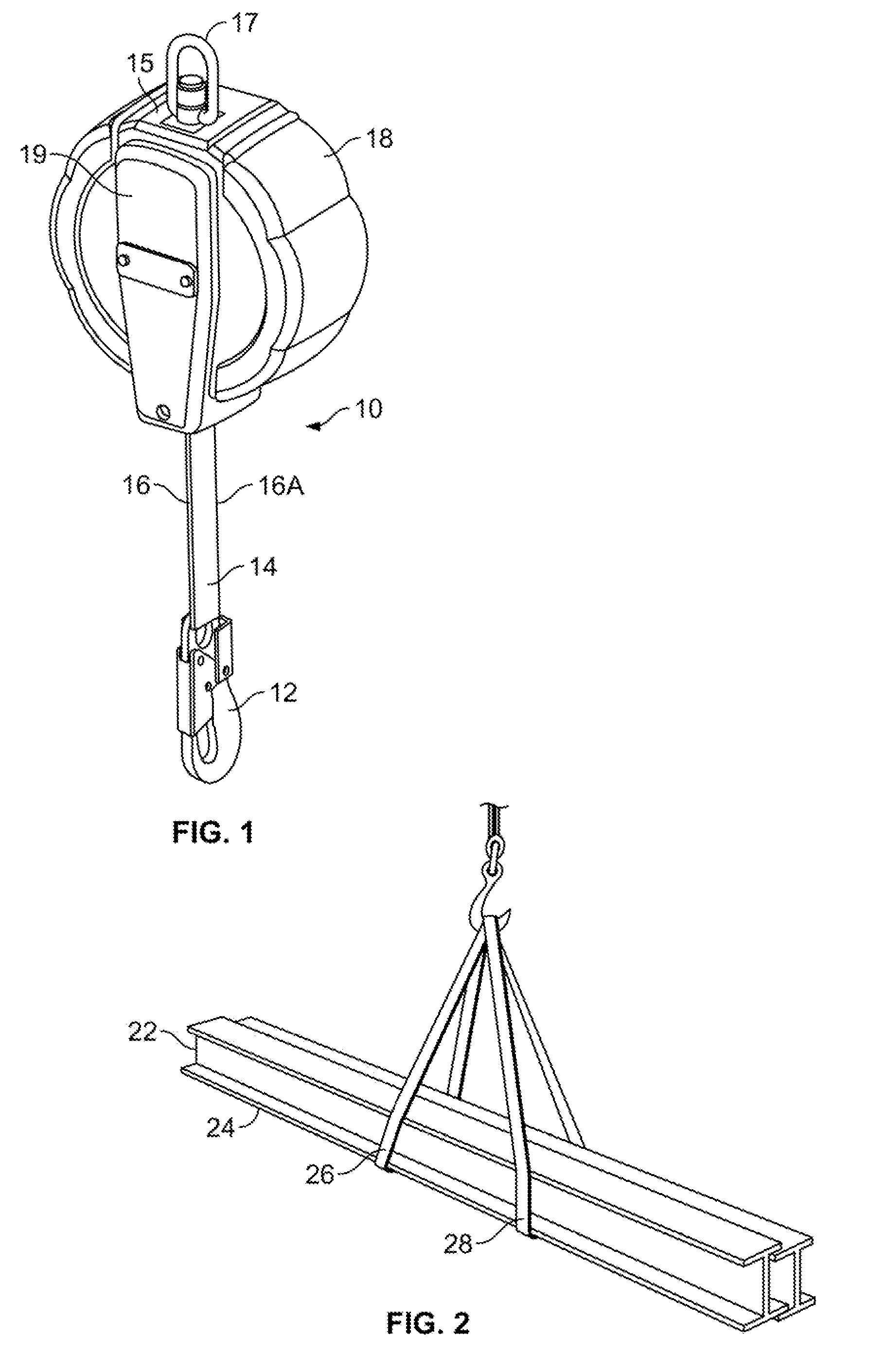
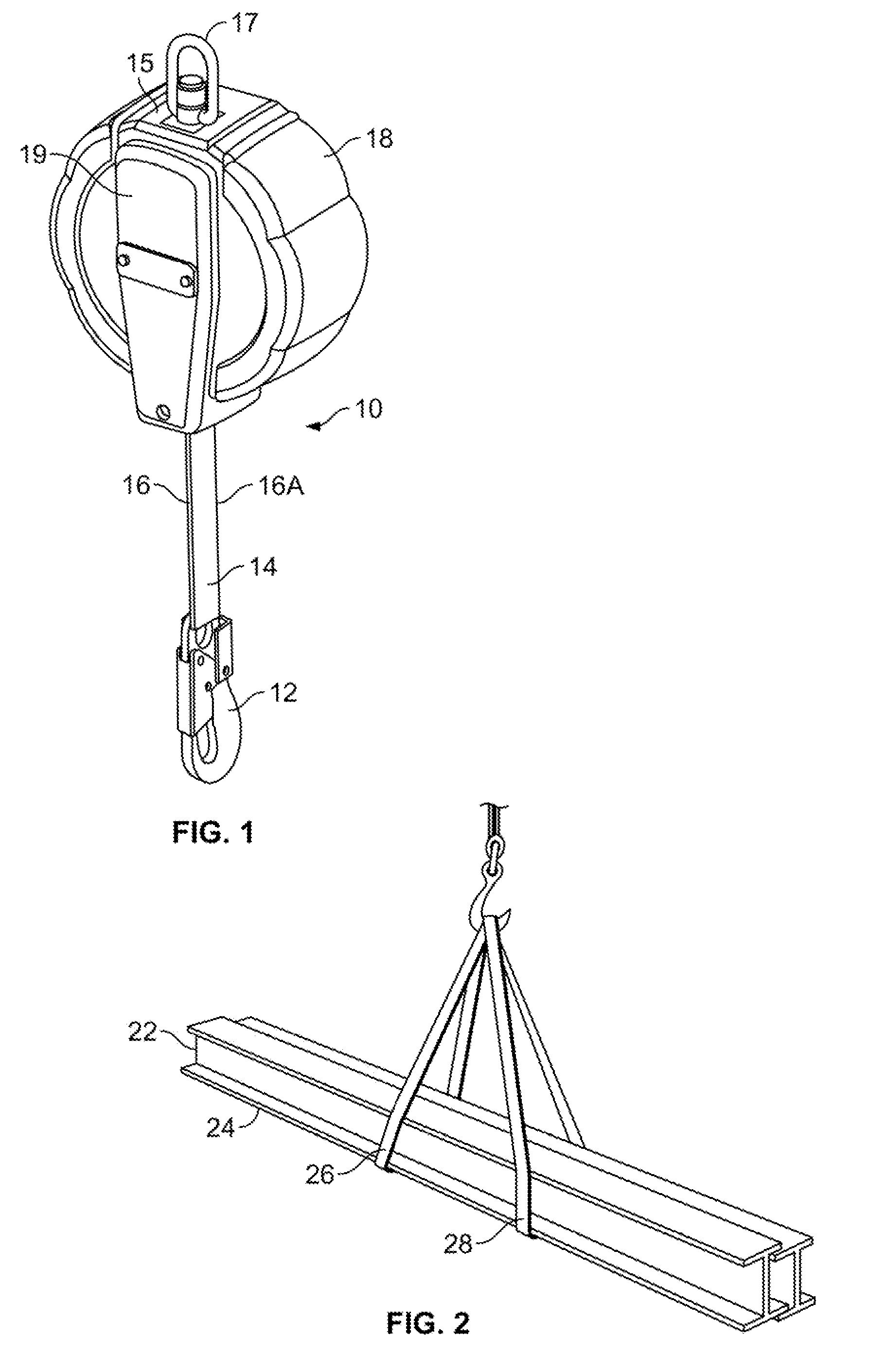
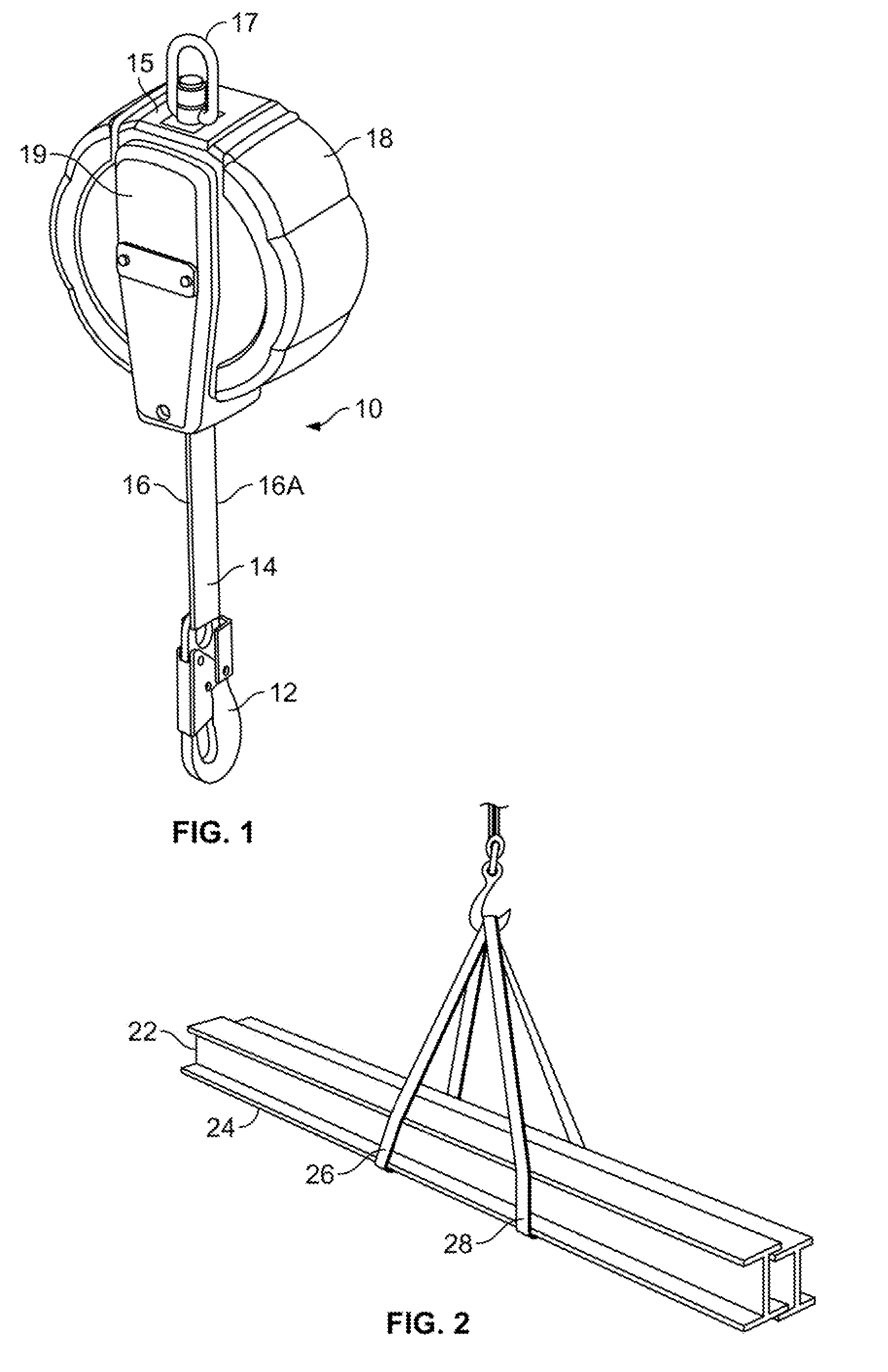
1. Field of Use These teachings relate generally to a cut resistant webbing system for self-retracting lanyards and other industrial applications. 2. Description of Prior Art (Background) The history of protecting workers at heights in the infant stages of fall protection was as basic as tying one end of a rope around the workers safety belt and the other to an anchor point. Over the years the technology became more sophisticated and formalized. By the seventies most workers at heights were required by their employees to wear safety belts. However, many workers were negligent about securing them at a tie off point. The eighties required 100% tie off where the worker was required to use two lanyards attached to his safety belt. Used properly the worker would be secured with one lanyard 100% of the time. During the early nineties safety belts gave way to safety harnesses with a “D” ring on the back side of the harness to avoid serious back injuries and finally full body harnesses. After years in development, the American National Committee on Standards for Fall Protection in 1992 issued the ANSI Z359.1 fall protection standard, later revised in 1999. This standard addressed the technological advances made by manufacturers of fall protection equipment. The standard addressed fall protection equipment. The Z359.1 is a voluntary compliance standard for the four elements of Personal Fall Arrest Systems. Included were the anchorage's, body wear, connectors and deceleration devices. The state of the art today for fall arrest systems is the use of Self Retracting Lifelines for fall restraint. The system is comprised of narrow webbing wound on to a reel that has a locking mechanism, similar to automotive locking retractor systems. The locking mechanism limits the fall distance to 24 inches, rather than the older technology which uses a personal energy absorber to limit the free fall distance to six feet. Currently the American National Committee on Standards for Fall Protection is developing an expanded family of related standards. When completed the new standards will be composed of 18 separate standards to address every aspect of Fall Protection. Europe (EN 360:2002), Canada (CAN/CSA Z259.2.1-98 (R2011) and Australia (AS/NZS 1891.1;2007) each have Fall Protection standards similar to the Z359 family of standards. Each of the Z359 standards addresses a specific issue in Fall Protection. One of which is the Self Retracting Lifeline. This standard requires webbing used in the Self Retracting Lifelines meet a dynamic performance test for retractable type fall arrester in horizontal use. There is a clause in the proposed Z359.14 document for a Self-Retracting Lanyard with Leading Edge Capability (SRL-LE). “A self retracting device suitable for applications where during use the device in not necessarily mounted or anchored overhead and may be at foot level and where the possible free fall is up to 5 ft. (1.5 m) that includes integral means to withstand impact loading of the line constituent with a sharp or abrasive edge during fall arrest and for controlling fall arrest forces on the user. Webbing's that have been used for Self-Retracting Lifelines traditionally have been made using nylon or polyester fibers with dimensions that were between ½″ wide up to 1-½″ wide and thickness' of between 0.050″ and 0.100″. The strength requirement of 4500 pounds is critical. The purpose of using a webbing with those dimensions was to keep the retractor compact and allow 6 feet of webbing to be coiled up on the retractor reel. However, the traditional webbing made of nylon and or polyester have not been shown to meet the Sharp edge testing requirements. Various methods of weaving and combinations of high performance fibers, e.g., high tenacity yarns such as, for example, Kevlar™, Spectra™, Dyneema™, Vectran™, and Twaron™, have been made to attempt meet the requirements of the Leading Edge Testing; but, have failed the standards requirements for sharp edge testing. In other industrial applications medium or heavy weight industrial webbing is widely used, for instance, for truckload restraint systems, container tie downs, and other relatively high strength applications. Such webbings are typically woven in a double or multiple weave construction having an upper layer of fabric and a lower layer of fabric. The two or more layers are, of course, joined by many binders and further preferably include an inner layer of stuffer yarns. Typically, medium or heavy weight industrial webbing is woven from synthetic multifilament yarn. While polypropylene is used when high strength is not necessary, high strength applications typically use nylon (polyamid) or polyester. Both nylon and polyester yarns have very high tenacity. Nylon yarn, however, because of its superior elongation actually requires more work to break. Polyester, because it has less elongation is beneficial since its elongation under load is less. Various attempts have been made to strengthen industrial webbing. The Hammersla U.S. Pat. No. 4,856,837 utilizes vinyl coated yarns at the selvage edges of cargo slings. Ogata U.S. Pat. No. 4,600,626 shows a seat belt webbing which utilizes a first weft thread having a low bending stiffness and a second weft thread having a high bending stiffness. The Pickering et al. U.S. Pat. No. 4,981,161 shows seat belt webbing having a soft, round edge. A combination of a multifilament yarn and a monofilament yarn is used as the filling or weft yarn. The Johnson U.S. Pat. No. 4,052,095 shows a web sling laminated with chloroprene rubber. The sides of the web are also covered with an elastomer. The Taki sling belt, U.S. Pat. No. 4,209,044, utilizes a sheath of polyamide filament yarns, and the face side of the belt is thicker than the back side. The Danzey U.S. Pat. No. 7,721,518 utilizes a multi-filamentary core which melts when the constructed webbing is subjected to heat; and, upon cooling, the filaments of the core wrapper are captured in a solidified matrix forming a comparatively harder material than if the core had not been melted. However, it will be appreciated that melting the core in this fashion may negatively change the filaments modulus of elasticity such that the modulus of elasticity is substantially different that the modulus of elasticity of the other synthetic fibers used in the webbing. It is, therefore an outstanding object of the invention to provide webbing with exceptional cut resistant properties to the body of the webbing that can meet the Sharp Edge Testing requirements according to the aforementioned standards. Another object of this invention is the provision for webbing for use in a Self-Retracting Lifeline which has excellent strength, toughness and most importantly a high degree of cut resistance. It is a further object of the invention to provide a synthetic and metallic fiber system to increase the resistance of an article to damage by contact with sharp edge articles. Another object of the invention is the provision of strengthening the longitudinal yarns used in the webbing. With these and other objects in view, as will be apparent to those skilled in the art, the invention resides in the combination of parts set forth in the specification and covered in the claims appended hereto. The foregoing and other problems are overcome, and other advantages are realized, in accordance with the presently preferred embodiments of these teachings. In carrying out the objectives of the present invention for a cut-resistant lanyard in a fall restraint retractor, the improved webbing system described herein is sufficient to meet and exceed the sharp edge cut resistance test. Wires, which may be any suitable type of wire, such as, for example, stainless steel wires, are woven into the elongated webbing intermittently to produce superior cut resistance in certain sections of the webbing. Other sections of the webbing, e.g., end sections, that may be affixed to the retractor reel itself, or attached to an anchor, may not need the superior cut resistance. For these applications the stainless steel wire may not weave as stuffer yarns; but, float aside from the synthetic yarns for a predetermined length. In accordance with one embodiment of the present invention, a cut resistant webbing component is provided. The cut resistant webbing component includes at least one wire strand core; and, at least one webbing yarn strand wrapped in a Z direction about the wire strand core. One or more second webbing yarn strands are wrapped in an S direction about the wire strand core. At least one of the Z-direction webbing yarn strands comprises at least one filament core, having a set core melting point, and is surrounded by a filament sheathing having a melting point different from the filament core melting point. The filament sheathing melting point may be lower, or higher, than the filament core melting point. The invention is also directed towards cut resistant webbing having at least one upper ply and at least one lower ply coupled together with a binder yarn. The cut resistant webbing also includes a plurality of stuffer yarns disposed between the upper and lower plies. The stuffer yarns are comprised of at least one cut-resistant stuffer yarn and at least one stuffer wire. The stuffer wire may be any suitable wire such as stainless steel wire. In accordance with another embodiment of the invention, cut resistant webbing formed from warp and weft yarns woven together is provided. The webbing includes face and back surfaces and at least one of the warp yarns is made to exhibit resistance to abrasion and cutting. The cut resistant warp yarn includes a plurality of individual filaments, wherein each individual filament comprises a core and an outer sheath. The melting point of the outer sheath is either higher or lower than the melting point of its core. In one embodiment the polyester core melts at around 489 degrees Fahrenheit. When the webbing is subjected to a heat treatment suitable to melt the sheathing, but not the core, the cut resistant warp yarn has at least as great a modulus of elasticity as the other wept and warp yarns not having multiple components. The cut resistant warp yarn is located intermediate the longitudinal edges of the webbing. In addition, the cut resistant webbing includes at least one stuffer wire, for example, a stainless steel wire, also located intermediate the longitudinal edges of the webbing. It will be understood that the stuffer wire provides for a superior cut and abrasion resistant webbing. For yarns having a core with a lower melting point than the sheathing, and subjected to a heat treatment that melts the core, the modulus of elasticity of the yarn may be significantly altered. Thus, the stuffer wire, in addition to providing for a superior cut and abrasion resistant webbing, also offsets the negative effects of a significantly altered modulus of elasticity. The subject matter which is regarded as the invention is particularly pointed out and distinctly claimed in the claims at the conclusion of the specification. The foregoing and other objects, features, and advantages of the invention are apparent from the following detailed description taken in conjunction with the accompanying drawings in which: Referring now to Below the housing 10 in Referring also to Referring also to Also shown in The weft yarns 32, 34 and warp yarns 38A, 38B and 39A and 39B may also be any suitable yarn such Dyneema™ yarn. It will also be appreciated that the binder weave may be any suitable weave such as a double plain weave with two up two down binders. Other suitable weave types include two ply twill weaves, self-interlocking weaves, three ply weaves, or any combination thereof. It will also be appreciated that any suitable yarn may include wear indicator to gauge the amount of webbing wear. Still referring to Also, shown in Referring also to Referring also to Still referring to Referring also to Referring also to Referring also to Referring also to Specifically, each protective yarn 71 consists of multi-component or multiple filaments 72 which have a polyester core 76 which melts at a temperature of around 489 degrees F. and a sheath 74 that is formed of a polymer selected from the group consisting of nylon-6, polypropylene, or polyethylene, or any other fiber having a lower melting point than the core. It will be appreciated that any suitable core may be used, including, for example, polycyclohexanedimethanol terephthalate, poly trimethylene terephthalate, polybutylene terephthalate, PET glycol, copolyesters, aliphatic polyesters such as polylactic acid and polyhydroxyalkanoates; and engineering polymers, such as, for example polyphenylene sulfide, acetal, ionomers, polyvinyl alcohol, polyetherimide, and thermoplastic polyurethanes. In addition, the bi-component cross section of protective warp yarn 71 may be any suitable cross section such as, for example, a pie wedge. Finally, it will be appreciated that the bi-component yarn 71 maybe any suitable shape such as, for example, round, hollow pie wedge shape, trilobal, or segmented oval to name a few. Once the sling or webbing has been constructed in the manner described above, it is subjected to a temperature treatment that is sufficient to melt the sheath 74, but not the core 76. As a result of this melting or fusing operation, the molecular characteristics of yarn 71, and particularly sheath 74, are somewhat altered, resulting in an unexpectedly high resistance to abrasion. In addition, the melting operation results in some degree of fusion between adjacent protective yarns 71, resulting in a web-like structure that further enhances resistance to abrasion and cutting. The temperature treatment can be applied locally to edges ( In a version of the present invention using wires and multi-component fiber, the multi-component fiber has a sheath of nylon-6 that is treated for 4 minutes at about 435 degrees F. Another version of the invention uses a sheath of polypropylene that is treated for 4 minutes at around 375 degrees F. A still further version of the invention uses a sheath of polyethylene which is treated for 4 minutes at a temperature of around 300 degrees F. In all cases, the multi-component fiber has substantially the same modulus of elasticity as the synthetic fiber of the yarns of the main body, even after the fusing operation. In one embodiment, the end edges 16 and 16A shown in Referring also to Referring also to Still referring to Referring also to Still referring to Referring also to Still referring to Still referring to Still referring to It should be understood that the foregoing description is only illustrative of the invention. Thus, various alternatives and modifications can be devised by those skilled in the art without departing from the invention. Accordingly, the present invention is intended to embrace all such alternatives, modifications and variances that fall within the scope of the appended claims. For example, the bi- or multi-component yarns having a sheathing with a higher or lower melting point than the core of the bi- or multi-component yarn may be subjected to a heating process before, or after, the cut-resistant webbing component (e.g., 110 shown in In general, the present invention has to do with a webbing system used in a fall restraint retractor and other industrial applications where the webbing has an elongated main body comprising synthetic fiber warp yarns, lateral weft yarns, and wire and multi-component stuffer yarns. Cut resistant warp yarns are arranged across the face and back of the main body, the yarns being formed of multi-filament high tenacity yarns. Specifically, the high tenacity yarns are selected from a group consisting of an extended chain, ultra-high molecular weight polyethylene. Cut resistant stuffer yarns are arranged across the inner body, the yarn being formed of multi-filament high tenacity yarns and anti-corrosive wire, such as, for example, stainless steel twisted wires. 1. A cut resistant webbing component comprising:
at least one wire strand core; and at least one first webbing yarn strand wrapped in a Z direction about the at least one wire strand core. 2. A cut resistant webbing component as in at least one second webbing yarn strand wrapped in an S direction about the at least one wire strand core. 3. The cut resistant webbing component as in 4. The cut resistant webbing component as in a first strand filament core, wherein the first strand filament core comprises a set first filament core melting point; and a first strand filament sheathing, wherein the first strand filament sheathing comprises a melting point different than the first filament core melting point. 5. The cut resistant webbing component as in 6. The cut resistant webbing component as in a second strand filament core, wherein the second strand filament core comprises a set second filament core melting point; and a second strand filament sheathing, wherein the second strand filament sheathing comprises a melting point different than the second filament core melting point. 7. The cut resistant webbing component as in 8. A cut resistant webbing comprising:
at least one upper ply; at least one lower ply; at least one binder coupling the at least one upper ply and the at least one lower ply; a plurality of stuffer yarns disposed between the at least one upper ply and the at least one lower ply, wherein the plurality of stuffer yarns comprise:
at least one cut-resistant stuffer yarn; and at least one stuffer wire. 9. The cut resistant webbing as in 10. The cut resistant webbing as in at least one cut resistant webbing component, wherein the at least one cut resistant webbing component comprises:
at least one wire strand core; at least one first webbing yarn strand wrapped in a Z direction about the at least one wire strand core, wherein the at least one first Z-direction webbing yarn strand comprises:
a plurality of first Z-direction webbing yarn strand filaments, wherein at least one of the first Z-direction webbing yarn strand filaments comprises:
a first strand filament core, wherein the first strand filament core comprises a set first filament core melting point; and a first strand filament sheathing, wherein the first strand filament sheathing comprises a melting point lower than the first filament core melting point. 11. The cut resistant webbing component as in 12. The cut resistant webbing component as in a second strand filament core, wherein the second strand filament core comprises a set second filament core melting point; and a second strand filament sheathing, wherein the second strand filament sheathing comprises a melting point lower than the second filament core melting point. 13. The cut resistant webbing as in at least one first webbing yarn strand core; and at least one first wire strand weaved with the at least one first webbing yarn strand core. 14. The cut resistant webbing as in a plurality of a plurality of first webbing yarn strand filaments, wherein at least one of the first webbing yarn strand filaments comprises:
a first strand filament core, wherein the first strand filament core comprises a set first filament core melting point; and a first strand filament sheathing, wherein the first strand filament sheathing comprises a melting point lower than the first filament core melting point. 15. The cut resistant webbing as in 16. The sheathing as in a second strand filament core, wherein the second strand filament core comprises a set second filament core melting point; and a second strand filament sheathing, wherein the second strand filament sheathing comprises a melting point lower than the second filament core melting point. 17. A webbing formed from warp and weft yarns woven together, the webbing comprising:
face and back surfaces, at least one of the warp yarns made to exhibit resistance to abrasion and cutting, the at least one warp yarn comprising:
a plurality of individual filaments, wherein each individual filament comprises:
a core and an outer sheath, the melting point of the outer sheath being lower than that of its core, the at least one warp yarn being located intermediate the longitudinal edges of the webbing; and at least one stuffer wire, the at least one stuffer wire being located intermediate the longitudinal edges of the webbing. 18. The webbing as in 19. The webbing as in 20. The webbing as in CROSS-REFERENCE TO RELATED APPLICATIONS
BACKGROUND
BRIEF SUMMARY
BRIEF DESCRIPTION OF THE DRAWINGS
DETAILED DESCRIPTION