Thermoplastic film manufacture involves cooling tube with coolant and additional atomized fluid which are controled according to various film parameters
An extruded and inflated tubular film(1) is continuously drawn off while chilling with a coolant(5) to which an atomized fluid(9,10) has been added. The level of coolant and/or added fluid is controled in relation to the film thickness and/or film temperature and/or film take-off(4) speed and/or extruder(3) output. Coolant temperature and/or atomized fluid temperature are controled according to film thickness and/or film temperature and/or film take-off(4) speed and/or extruder(3) output. Parameters for process control are measured(7) at points around the circumference of the tubular film(1) and coolant is supplied to different segments accordingly. Fluid can be added to the coolant before or after contact between coolant and film. Coolant is extracted(15) at the end of a selected contact zone between coolant and film. Atomized fluid can be either water or a fluid which evaporates at room temperature and pressure.
[0001] Die Erfindung bezieht sich auf ein Verfahren zum Herstellen von thermoplastischen Folien,bei dem die Folie als Schlauch extrudiert, mit einem gasförmigen Medium aufgeweitet und fortlaufendabgezogen wird, wobei der aufgeweitete Folienschlauch mit einem gasförmigen, mit nebelartigzerstäubter Flüssigkeit angereichertem Kühlmedium gekühlt wird.
Stand der Technik
[0002] Bei einem aus der DE-A-16 29 798 bekannten Verfahren dieser Art wird Wasser dem KühlmittelLuft beigemischt und auf den Folienschlauch geblasen, wobei die Wassermenge so eingestellt wird,dass das Wasser verdampft ist, bis der Folienschlauch die Abzugsvorrichtung erreicht. Ein indieser Art durchgeführtes Verfahren hat in der Praxis Probleme hinsichtlich der Handhabung aufgeworfen,da nähere Angaben zur Durchführung des Verfahrens nicht erkennbar sind.
Aufgabenstellung
[0003] Aufgabe der Erfindung ist es ein Verfahren dieser Art so weiter zu entwickeln, dass esin der Praxis zu den gewünschten Beeinflussungsmöglichkeiten hinsichtlich der Folienqualität führt.
[0004] Diese Aufgabe wird ausgehend von dem eingangs erwähnten Verfahren erfindungsgemäß dadurch gelöst, dassdie Menge an Kühlmedium und/oder die Menge an Flüssigkeit, die dem Kühlmedium zugeführt wird,in Abhängigkeit von der Foliendicke und/oder der Folientemperatur und/oder der Abzugsgeschwindigkeit und/oderder Durchsatzleistung des Extruders geregelt wird.
[0005] Erst mit Hilfe dieser Maßnahme zur Regelung des Verfahrensablaufes ist es möglich, Einflussauf die Folienqualität, insbesondere die Foliendicke und die Ausrichtung der Moleküle zu nehmen.Eine weitere vorteilhafte Einflussmöglichkeit auf den Verfahrensablauf besteht erfindungsgemäßdadurch, dass die Temperatur des Kühlmediums und/oder die Temperatur der Flüssigkeit in Abhängigkeit vonder Foliendicke und/oder der Folientemperatur und/oder der Folienabzugsgeschwindigkeit und/oderder Durchsatzleistung des Extruders geregelt wird.
[0006] Alle diese bisher erwähnten Maßnahmen dienen dazu, einen möglichst formstabilen Schlauchaus der Ringdüse bis zur Abzugsvorrichtung einstellen zu können, wodurch sich viele Materialeigenschaftenund insbesondere die Foliendicke und die Folienfestigkeit beeinflussen lassen.
[0007] Eine besonders vorteilhafte Weiterbildung des Verfahrens besteht darin, dass die zurRegelung dienenden Parameter an verschiedenen über den Umfang des Folienschlauches verteiltenStellen erfasst werden und die Zuführung des Kühlmediums segmentweise erfolgt. Auf diese Artund Weise ist eine äußerst feinfühlige Regelung der verschiedenen Einflussfaktoren möglich, sodass eine über den Umfang der Schlauchfolie gesehen gleichmäßige Qualität der Folie erzielbarist.
[0008] Die dem Kühlmedium zuzuführende Flüssigkeit, das heißt die Anreicherung des Kühlmediumsmit Flüssigkeit kann vor der Berührung von Kühlmedium und Folie durchgeführt werden oder eskann auch die Anreicherung des Kühlmediums mit Flüssigkeit nach der Berührung des Kühlmediums mitder Folie erfolgen. Die letztgenannte Möglichkeit hat den Vorteil, dass die Flüssigkeit nurmit sehr kurzer Zeitverzögerung nach der Feststellung über den Bedarf zugeführt werden kann,was insbesondere dann besonders vorteilhaft ist, wenn Zerstäuber zur Anwendung kommen, die ortsveränderlichangeordnet sind.
[0009] Um eine Beeinträchtigung benachbarter Anlagen für die Folienherstellung oder sonstigeranderer Anlagen zu vermeiden und auch um unnötige negative Einflüsse auf den herzustellendenFolienschlauch auszuschließen, ist in Weiterbildung der Erfindung vorgesehen, dass das Kühlmittel amEnde einer wählbaren Berührungszone zwischen Kühlmittel und des Folienschlauchs abgesaugt wird.
[0010] In vielen Fällen wird als Flüssigkeit Wasser verwendet, jedoch können besondere Umstände hinsichtlichder erforderlichen Kühlgeschwindigkeit auch dazu führen, dass in Weiterbildung der Erfindungeine bei Raumtemperatur und Umgebungsdruck verdampfbare Flüssigkeit verwendet wird.
Ausführungsbeispiel
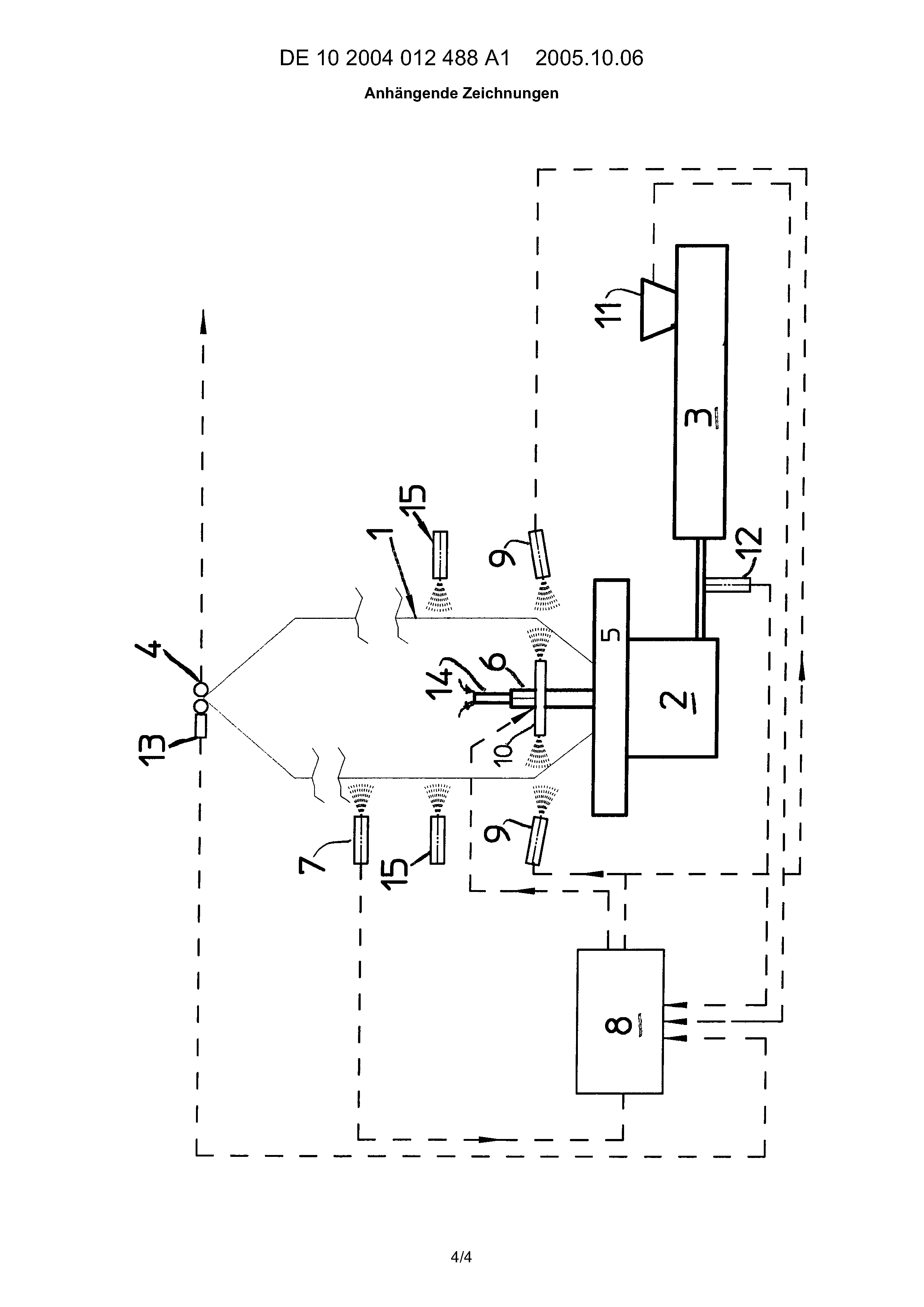
[0011] Die Erfindung wird nachfolgend anhand eines in der Zeichnung dargestellten Ausführungsbeispieles nähererläutert, deren einzige Figur eine schematische Darstellung einer Vorrichtung zur Durchführungdes Verfahrens zeigt.
[0012] Zur Herstellung einer Kunststofffolie in Schlauchform, die in der Zeichnung mit 1 bezeichnetist, dient ein Blaskopf 2 mit einer aus der Darstellung nicht ersichtlichen Ringdüse, aus derder Kunststoff mit Hilfe eines Extruders 3 ausgepresst wird. Der Folienschlauch 1 wird mit Hilfeeiner Abzugsvorrichtung 4 aus dem Blaskopf 2 abgezogen. Zwischen Blaskopf 2 und Abzug 4 kannder Folienschlauch aufgeblasen werden, um den Durchmesser des Folienschlauches und damit dieLiegebreite der Folie zu verändern. Mit 5 ist ein Kühlring bezeichnet, über den ein Kühlmittel,zum Beispiel Luft zugeführt wird, um eine rasche Abkühlung der Kunststoffschmelze zu erreichen.Eben-so kann über eine Innenkühlvorrichtung 6, mit der die Luft im Inneren der Blase ohne Veränderungdes Gesamtvolumens ausgetauscht werden kann, die Kühlwirkung verstärkt werden. Mit 7 ist einMessgerät zur Erfassung der Foliendicke und/oder Folientemperatur am Umfang des Folienschlauches1 dargestellt. Mit 9 sind Zerstäuber bezeichnet, die am Umfang des Folienschlauches außerhalb desselbenangeordnet sind und einzeln, segmentweise von einer Regeleinheit 8 angesteuert werden können. Mit10 sind Zerstäuber bezeichnet, die am Umfang des Folienschlauches innerhalb desselben angeordnetsind und von der Regeleinheit 8 einzeln, segmentweise angesteuert werden können. Mit 11 isteine Vorrichtung zur Ermittlung des Massedurchsatzes der Kunststoffschmelze des Extruders 3dargestellt, deren Information als Eingangsgröße in der Regeleinheit 8 verarbeitet werden kann.Mit 12 ist eine Messvorrichtung zur Ermittlung der Temperatur der Kunststoffschmelze bezeichnet,deren Information von der Regeleinheit 8 verarbeitet werden kann. Des weiteren ist dargestellt,dass die Geschwindigkeit der Abzugsvorrichtung 4 mittels einer Messvorrichtung 13 gemessen wird,deren Information von der Regeleinheit 8 verarbeitet werden kann.
[0013] Die Abkühlgeschwindigkeit nimmt Einfluss auf den Ausrichtvorgang der Kunststoffmoleküleund die erreichbare maximale Durchsatzleistung. Die Ausrichtung der Kunststoffmoleküle beeinflusst diverseFolieneigenschaften wie zum Beispiel die Folienfestigkeit. Die Regelung des Abkühlvorgangs zurErreichung der gewünschten Folieneigenschaft und/oder Durchsatzleistung ist Aufgabe der Regeleinheit8. Außerdem muss die Homogenität der Foliendicke am Umfang gewährleistet sein. Auch diese Aufgabekann die Regeleinheit 8 übernehmen.
[0014] Nach einer wählbaren Berührungszone zwischen Kühlmedium und Folie ist eine Absaugvorrichtung14 im Innern und/oder eine Absaugvorrichtung 15 außerhalb des Folienschlauches 1 vorgesehen,die das Kühlmedium absaugen. Hierdurch soll eine Beeinträchtigung der Umgebung dieser Anlageverhindert werden.
1. Verfahren zum Herstellen von thermoplastischen Folien, bei dem die Folie als Schlauchextrudiert, mit einem gasförmigen Medium aufgeweitet und fortlaufend abgezogen wird, wobei deraufgeweitete Folienschlauch mit einem gasförmigen mit nebelartig zerstäubter Flüssigkeit angereichertemKühlmedium gekühlt wird, dadurch gekennzeichnet, dass die Menge an Kühlmedium und/oder die Mengean Flüssigkeit die dem Kühlmedium zugeführt wird in Abhängigkeit von der Foliendicke und/oderder Folientemperatur und/oder der Folienabzugsgeschwindigkeit und/oder der Durchsatzleistungdes Extruders geregelt wird.
2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Temperatur des Kühlmediumsund/oder die Temperatur der Flüssigkeit in Abhängigkeit von der Foliendicke und/oder der Folientemperaturund/oder der Folienabzugsgeschwindigkeit und/oder der Durchsatzleistung des Extruders geregeltwird.
3. Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die zur Regelung dienendenParameter an verschiedenen, über den Umfang des Folienschlauches verteilten Stellen erfasstwerden und die Zuführung des Kühlmediums segmentweise erfolgt.
4. Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Anreicherungdes Kühlmediums mit Flüssigkeit vor der Berührung von Kühlmittel und Folie durchgeführt wird.
5. Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Anreicherungdes Kühlmediums mit Flüssigkeit nach der Berührung des Kühlmediums mit der Folie erfolgt.
6. Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das Kühlmittel amEnde einer wählbaren Berührungszone zwischen Kühlmittel und des Folienschlauches abgesaugt wird.
7. Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass als Flüssigkeit Wasserverwendet wird.
8. Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass eine bei Raumtemperaturund Umgebungsdruck verdampfende Flüssigkeit verwendet wird.
Es folgt ein Blatt Zeichnungen