Maschinensystem zum Durchführen einer Werkstücktransportsteuerung
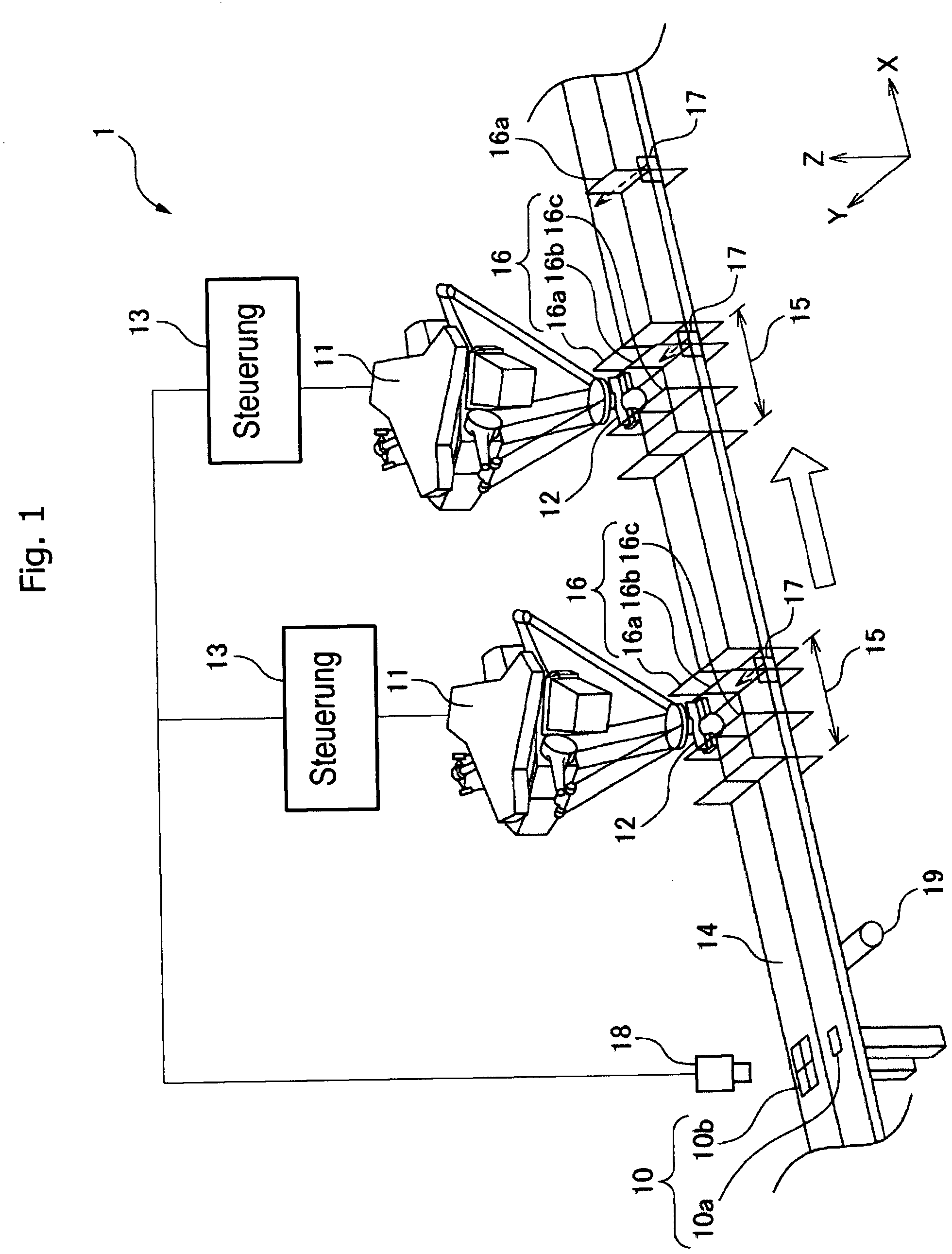
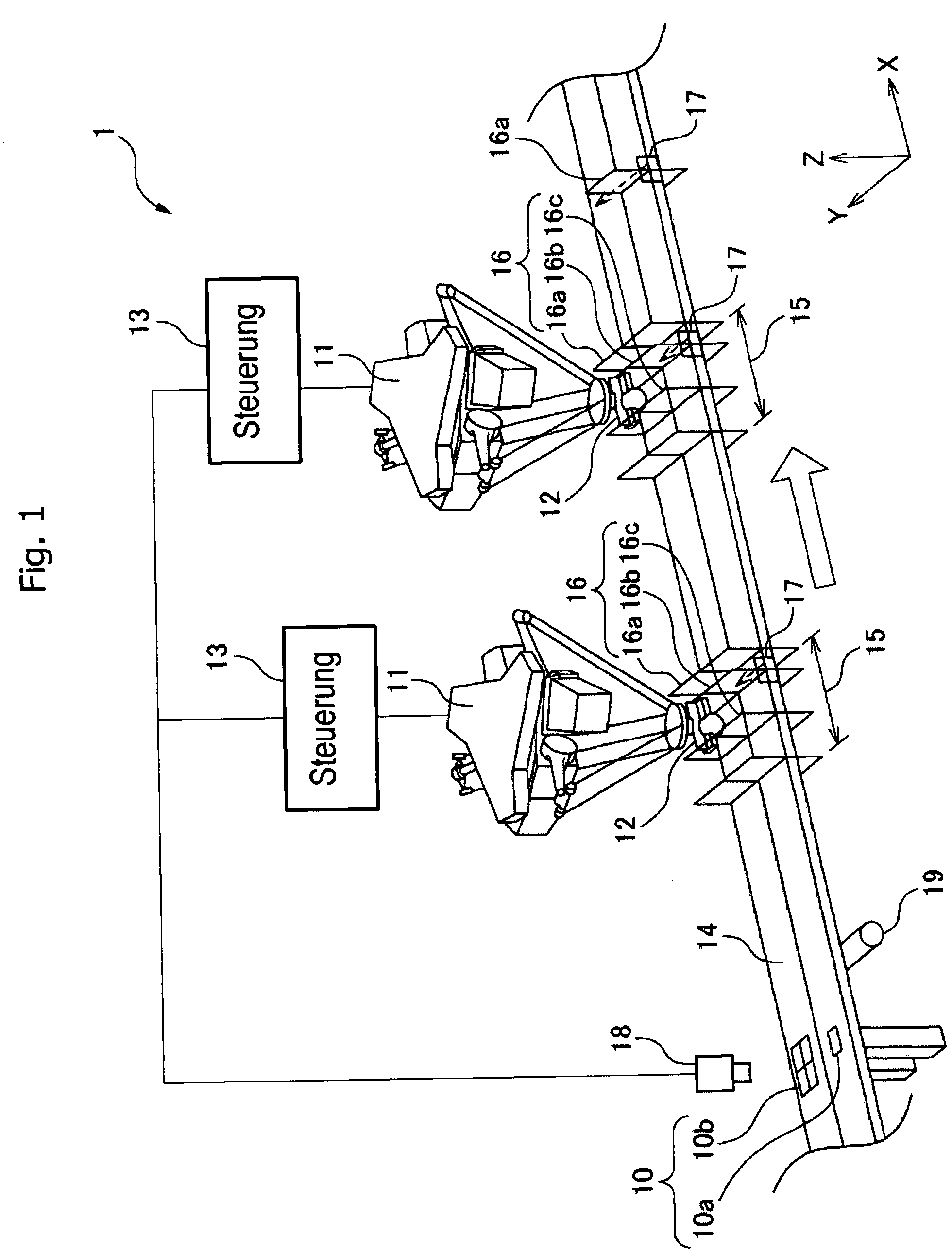
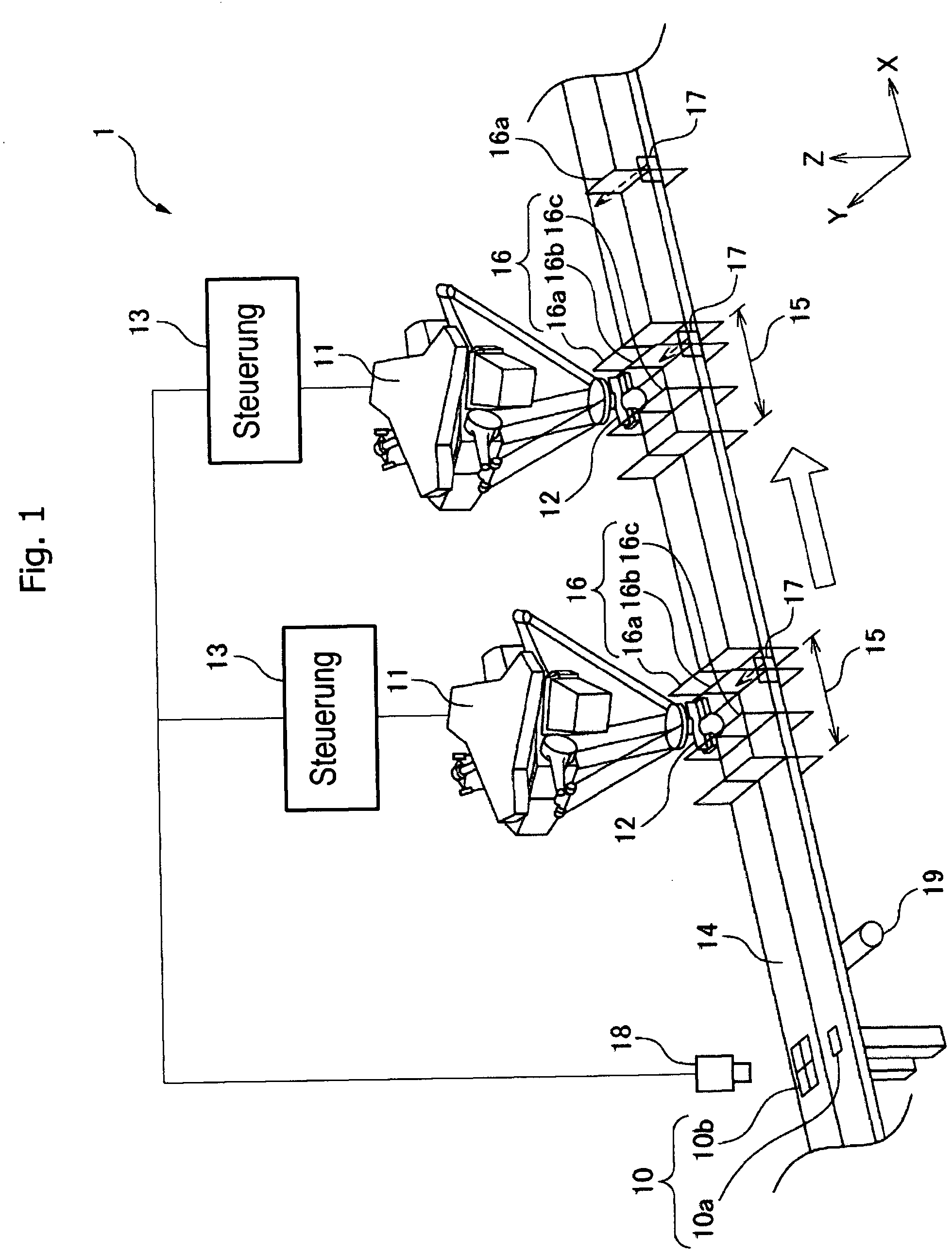
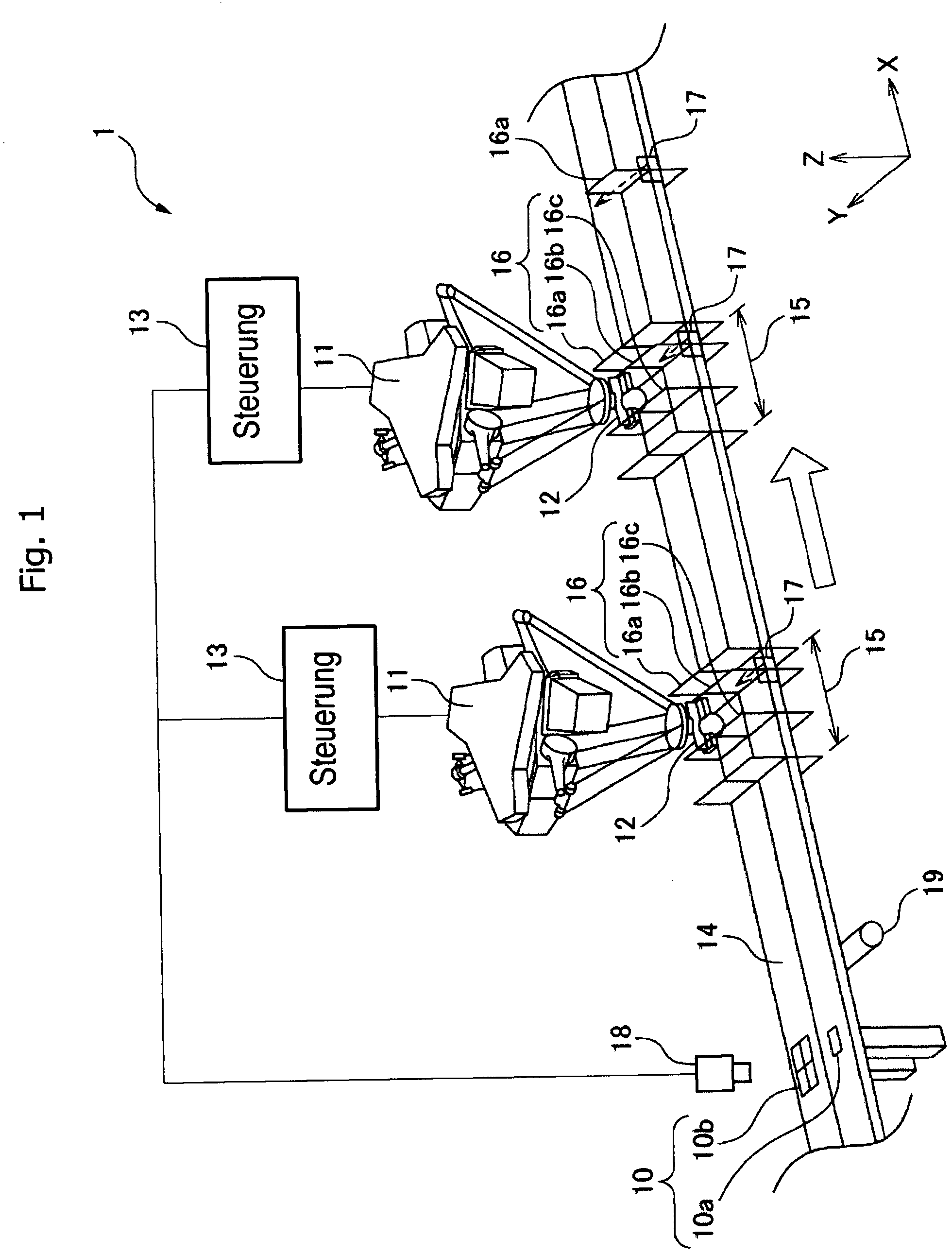
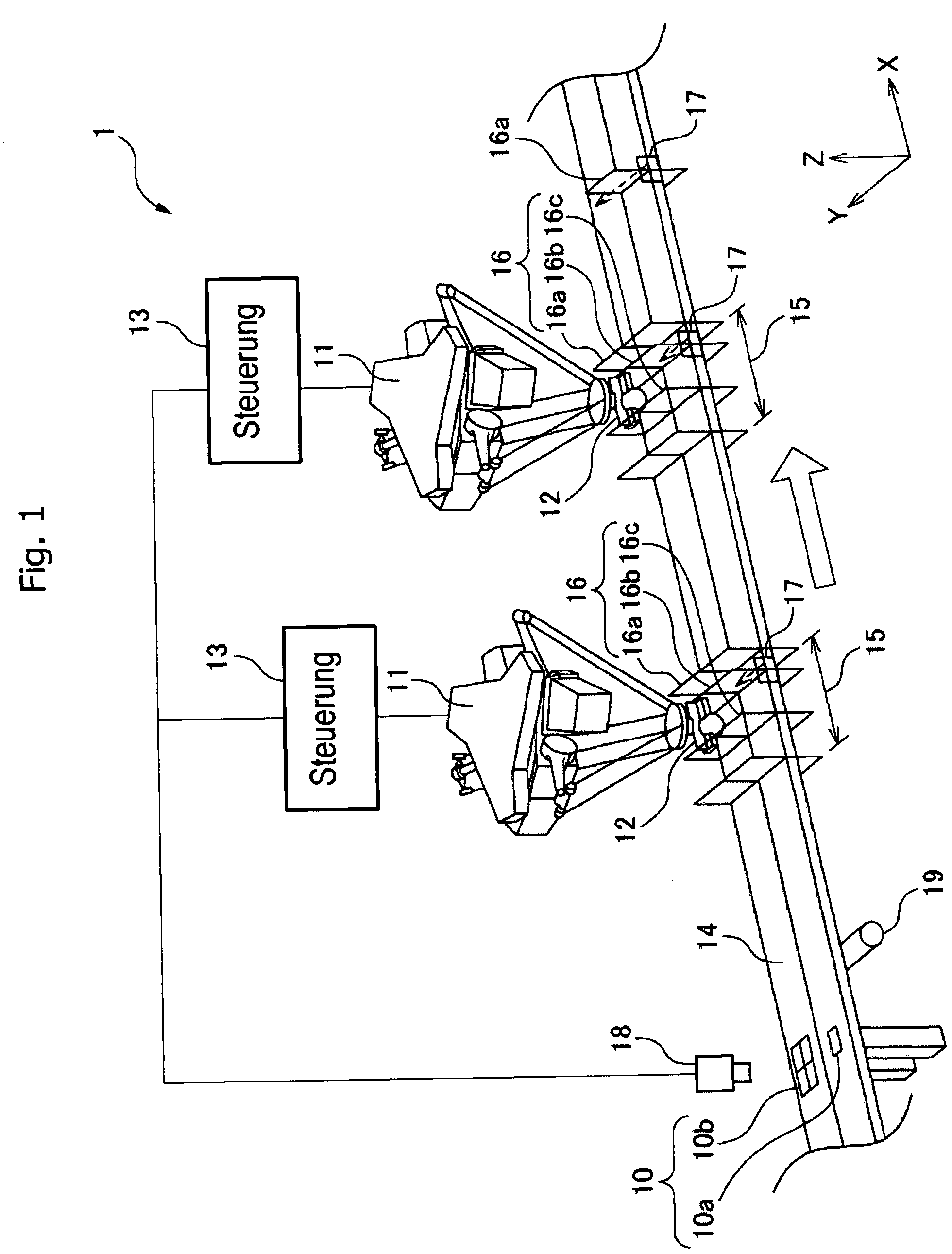
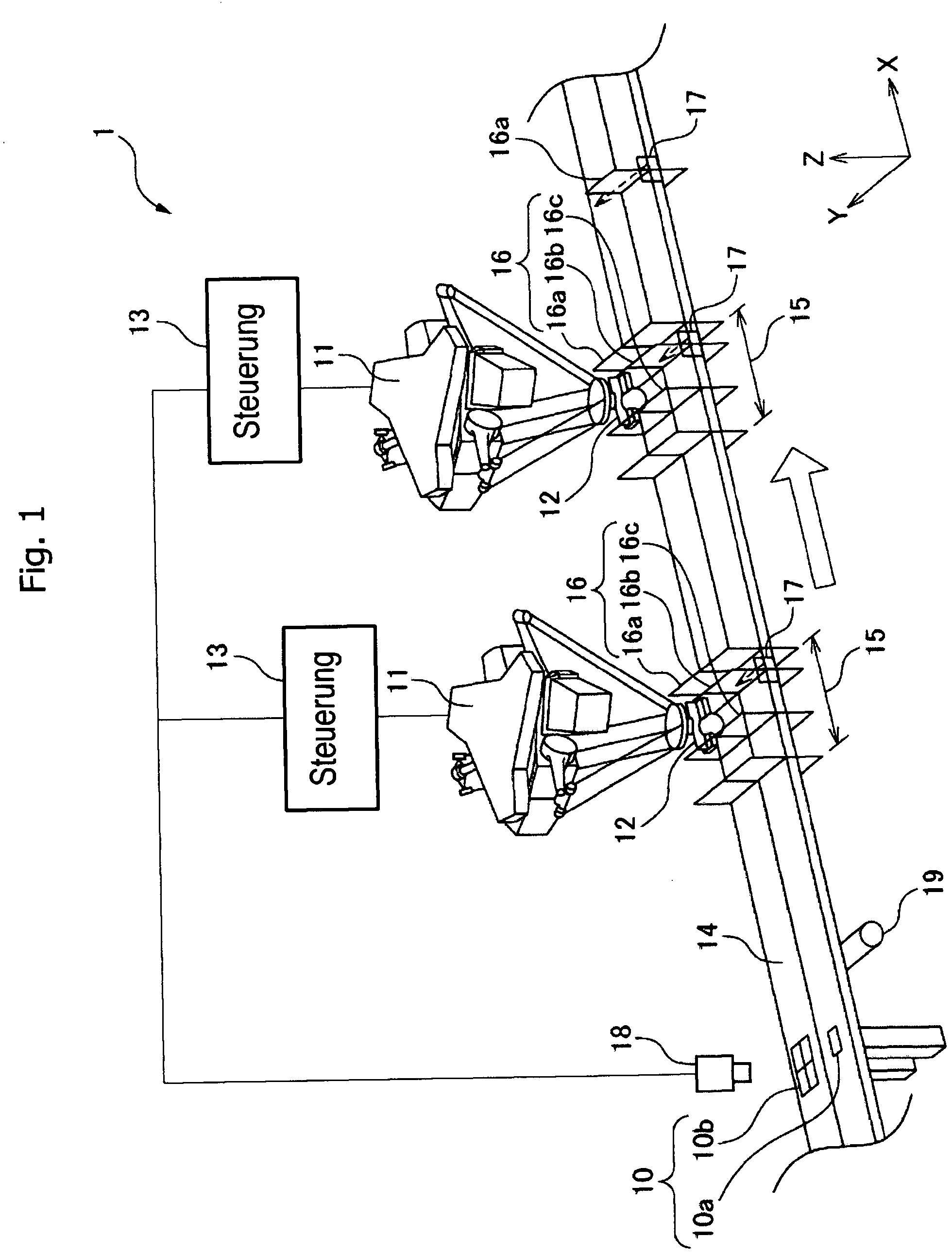
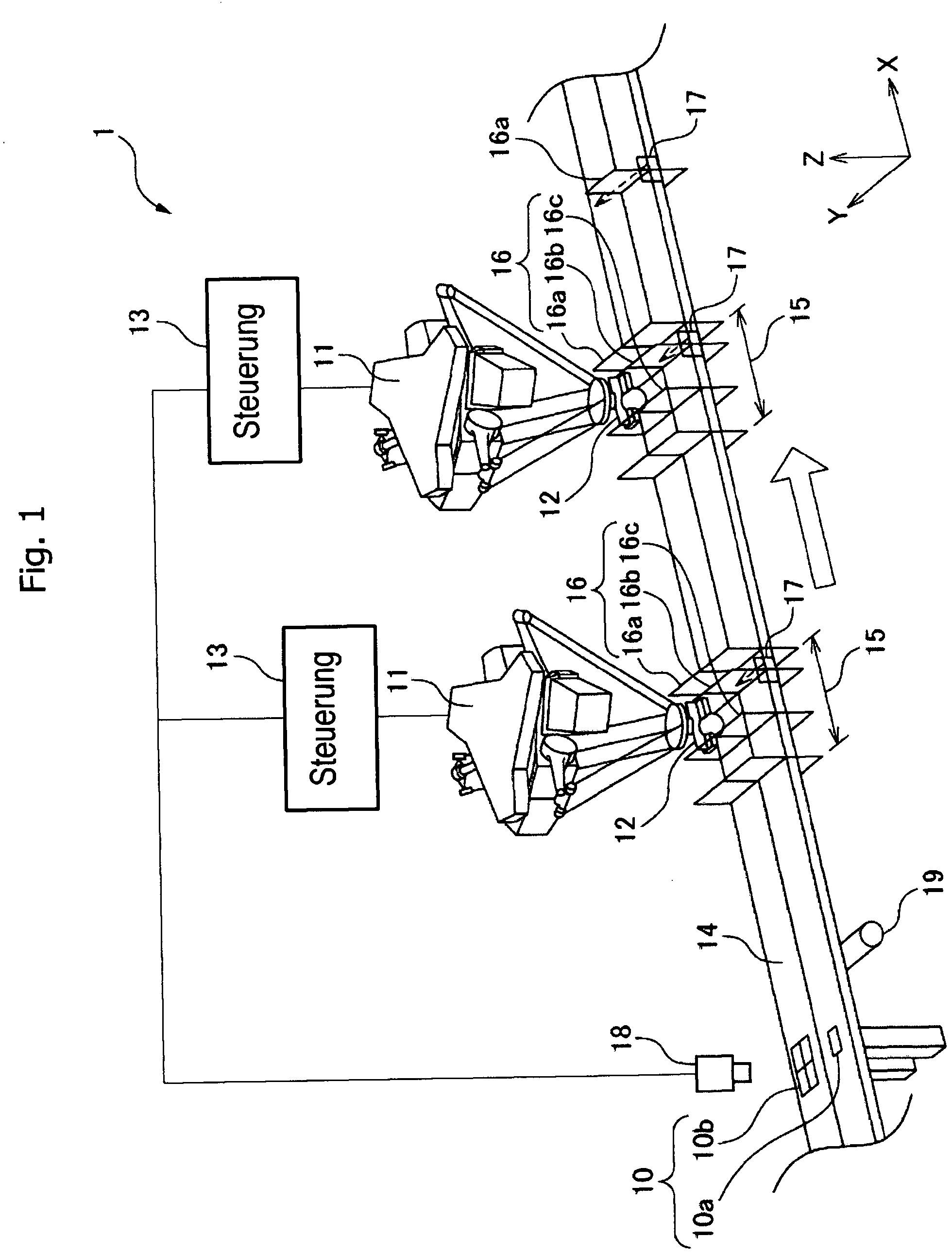
Die vorliegende Erfindung betrifft ein Maschinensystem, das Bearbeitungen an sich bewegenden Werkstücken durchführt, und betrifft insbesondere ein Maschinensystem, das eine Werkstücktransportsteuerung durchführt. Wenn eine Bearbeitung an einem sich bewegenden Werkstück mit einer Maschine wie einem Industrieroboter durchgeführt wird, da die Bearbeitung am Werkstück innerhalb des Arbeitsbereichs der Maschine erfolgt, wird in einigen Fällen die Transportgeschwindigkeit des Werkstücks in Übereinstimmung mit der Bearbeitungsleistung der Maschine gesteuert. In Bezug auf ein solches Maschinensystem ist zum Beispiel die nachfolgend beschriebene Literatur gut bekannt. Die japanische ungeprüfte Patentveröffentlichung (Kokai) Nr. 11-090871 offenbart, dass dann, wenn die Bearbeitung eines Roboters nicht mithalten kann und ein Werkstück versäumt wird, wird die Geschwindigkeit eines Förderers so gesteuert, dass die Anzahl der versäumten Werkstücke reduziert wird, und dann, wenn die Anzahl der pro Zeiteinheit transportierten Werkstücke geringer als ein Standardwert ist, was dazu führt, dass der Roboter wartet, wird die Geschwindigkeit des Förderers so gesteuert, dass die Wartezeit reduziert wird. Die japanische ungeprüfte Patentveröffentlichung (Kokai) Nr. 2005-111607 offenbart, dass es notwendig ist, die Transportgeschwindigkeit eines Transportförderers in Übereinstimmung mit der Bearbeitungsgeschwindigkeit eines Roboters anzupassen, die Spielzeit des Roboters zu reduzieren und die optimale Transportgeschwindigkeit ohne oder mit wenigen Auslassungen von Werkstücken zu erreichen. Die japanische ungeprüfte Patentveröffentlichung (Kokai) Nr. 2007-015055 offenbart, dass ein Transportband mit konstanter Geschwindigkeit bewegt werden kann, so dass ein Abbildungszeitintervall konstant ist, oder dass die Geschwindigkeit des Bandes basierend auf der Dichte der Werkstücke auf dem Band oder der Bearbeitungsgeschwindigkeit des Roboters geändert werden kann, und dass das Abbildungszeitintervall in Übereinstimmung mit der Geschwindigkeit des Bandes geändert werden kann. Die japanische ungeprüfte Patentveröffentlichung (Kokai) Nr. 2012-184102 offenbart, dass Sensoren auf der in Transportrichtung der Werkstücke vorgelagerten Seite eines Roboters und auf der in Transportrichtung von Tabletts vorgelagerten Seite des Roboters vorgesehen sind, und dass durch die Erfassung der Positionen, Formen und Anzahl der Werkstücke sowie der Anzahl und Leerstand der Tabletts, wenn die Transportmenge eines Werkstücks auf einem Aufnahmeförderer plötzlich zunimmt, dann wird die Transportgeschwindigkeit eines Bestückungsförderers in Übereinstimmung mit den Informationen von den Sensoren erhöht und der optimale Betrieb des Roboters für eine solche Transportgeschwindigkeit bestimmt. Die japanische ungeprüfte Patentveröffentlichung (Kokai) Nr. 2019-150911 offenbart, dass eine Transportmaschine auf der Grundlage optimaler Steuerungsparameter der Transportmaschine für eine bestimmte Zielbearbeitung gesteuert wird, dass ein Roboter-Bearbeitungsplan auf der Grundlage der bestimmten Bearbeitungszielposition und der optimalen Steuerungsparameter der Transportmaschine für das Bearbeitungsziel erstellt wird und dass der Roboter in Übereinstimmung mit dem erstellten Steuerungsplan gesteuert wird. Passiert ein Werkstück eine nachgeschaltete Transportstopplinie im Arbeitsbereich der Maschine in einem unvollständigen Bearbeitungszustand, wird der Transport des Werkstücks angehalten, und sobald die Bearbeitung des Werkstücks nach der Transportstopplinie abgeschlossen ist, wird der Werkstücktransport wieder aufgenommen. In diesem Fall, wenn Werkstücke in der Nähe der stromaufwärts gelegenen Seite der Transportstopplinie dicht gedrängt sind, kann wiederholend der Transport angehalten und wieder gestartet werden. Eine Technologie, die unnötige Transportsteuerung in einem Maschinensystem, das Bearbeitungen an bewegten Werkstücken durchführt, unterdrücken kann, ist wünschenswert. Ein Aspekt der vorliegenden Offenlegung stellt ein Maschinensystem bereit, das eine Maschine umfasst, die eine Bearbeitung an einem Werkstück durchführt, das einen Arbeitsbereich durchläuft, und einen Transportsteuerabschnitt, der den Transport des Werkstücks basierend auf einer Transportverzögerungslinie, die in einer Bewegungsrichtung des Werkstücks stromaufwärts einer Bearbeitungsgrenzlinie der Maschine vorgesehen ist, und einer Transportbeschleunigungslinie steuert, die stromaufwärts der Transportverzögerungslinie vorgesehen ist, wobei der Transportsteuerabschnitt eine Transportgeschwindigkeit des Werkstücks reduziert, wenn das Werkstück die Transportverzögerungslinie in einem unvollständigen Bearbeitungszustand durchläuft, und die Transportgeschwindigkeit des Werkstücks erhöht, nachdem die Bearbeitung des Werkstücks, die zwischen der Bearbeitungsgrenzlinie und der Transportbeschleunigungslinie angeordnet, abgeschlossen ist. Die Ausführungsformen der vorliegenden Offenbarung werden nachstehend unter Bezugnahme auf die beigefügten Zeichnungen ausführlich beschrieben. In den Zeichnungen werden identische oder ähnliche Elemente mit gleichen oder ähnlichen Bezugszeichen versehen. Darüber hinaus schränken die nachstehend beschriebenen Ausführungsformen weder den technischen Umfang der Erfindung noch die Definitionen der in den Ansprüchen beschriebenen Begriffe ein. Bezugnehmend auf Nochmals zu Alternativ dazu kann das Maschinensystem 1 einen zweiten Sensor 18 umfassen, der die Ankunft des Werkstücks 10 erfasst. Der zweite Sensor 18 kann eine zweidimensionale Kamera oder eine dreidimensionale Kamera sein, die dazu eingerichtet ist, die Position, die Lage und den Bewegungsbetrag des Werkstücks 10 usw. zu erfassen, oder er kann ein photoelektrischer Sensor oder ein Kontaktsensor sein, der nur die Position des Werkstücks 10 erfassen kann. Wenn der letztgenannte Sensor verwendet wird, kann das Maschinensystem 1 zusätzlich zum zweiten Sensor 18 einen dritten Sensor 19 umfassen, der dazu eingerichtet ist, den Bewegungsbetrag des Werkstücks 10 zu erfassen. Bei dem dritten Sensor 19 kann es sich um einen Drehgeber oder ähnlichem handeln, der an einer Drehwelle der Transporteinheit 14 angeordnet ist. Das Maschinensystem 1 verwaltet mindestens die aktuelle Position des Werkstücks 10 auf der Grundlage der Informationen des zweiten Sensors 18 und der Informationen des dritten Sensors 19, kann je nach Bedarf und ohne Verwendung des ersten Sensors 17, basierend auf mindestens der aktuellen Position des Werkstücks 10, eine Bestimmung durchführen, ob das Werkstück 10 die Transportverzögerungslinie 16b in einem unvollständigen Bearbeitungszustand durchlaufen hat oder nicht, oder kann eine Bestimmung durchführen, ob die Bearbeitung des Werkstücks 10 zwischen der Bearbeitungsgrenzlinie 16a und der Transportbeschleunigungslinie 16c abgeschlossen ist oder nicht. Wenn die Referenzposition des Werkstücks 10 bekannt ist, kann das Maschinensystem 1 alternativ die aktuelle Position des Werkstücks 10 auf der Grundlage des durch den dritten Sensor 19 erfassten Bewegungsbetrags des Werkstücks 10 verwalten, ohne den ersten Sensor 17 oder den zweiten Sensor 18 zu verwenden, und kann zumindest auf der Grundlage der aktuellen Position des Werkstücks 10 eine Bestimmung durchführen, ob das Werkstück 10 die Transportverzögerungslinie 16b in einem unvollständigen Bearbeitungszustand durchlaufen hat oder nicht, oder es kann eine Bestimmung durchführen, ob die Bearbeitung des Werkstücks 10, das sich zwischen der Bearbeitungsgrenzlinie 16a und der Transportbeschleunigungslinie 16c befindet, abgeschlossen ist oder nicht. Die Steuerung 13 umfasst ferner einen Werkstückverwaltungsabschnitt 28, der Informationen (aktuelle Position, Lage, Bewegungsbetrag, Bearbeitungszustand usw.) des Werkstücks verwaltet, und einen Konverter 29, der die Informationen (aktuelle Position, Lage, Bewegungsbetrag usw.) des Werkstücks von einem Sensor-Koordinatensystem in ein Maschinen-Koordinatensystem umwandelt. Der Werkstückverwaltungsabschnitt 28 kann zumindest die aktuelle Position des Werkstücks verwalten, indem er nur den zweiten Sensor 18, den zweiten Sensor 18 und den dritten Sensor 19 oder nur den dritten Sensor 19 verwendet, wenn die Referenzposition des Werkstücks im Voraus bekannt ist. Ferner, wenn das Maschinensystem 1 eine Mehrzahl von Maschinen 11 umfasst, kann der Werkstückverwaltungsabschnitt 28 die Bearbeitungszuteilung des Werkstücks auf die Mehrzahl von Maschinen 11 verwalten. Der Werkstückverwaltungsabschnitt 28 kann ein verpasstes Werkstück auf eine stromabwärts angeordnete Maschine 11 zuteilen, wenn das Werkstück zum Beispiel die Bearbeitungsgrenzlinie der Maschine 11 in einem unvollständigen Bearbeitungszustand überschritten hat. Der Werkstückverwaltungsabschnitt 28 kann die Informationen des Werkstücks unter Verwendung einer Werkstückdatenbank verwalten, wie zum Beispiel in der folgenden Tabelle dargestellt. Die Werkstückdatenbank ist synchronisiert oder wird von mehreren Steuerungen 13 gemeinsam genutzt.
Wenn ein Werkstück in den Arbeitsbereich eintrifft, überträgt der Werkstückverwaltungsabschnitt 28 kontinuierlich die Informationen (aktuelle Position, Lage, Bewegungsbetrag usw.) des Werkstücks an den Konverter 29, und der Konverter wandelt die Informationen (aktuelle Position, Lage, Bewegungsbetrag usw.) des Werkstücks kontinuierlich von dem Sensor-Koordinatensystem in das Maschinen-Koordinatensystem um. Der Bearbeitungssteuerabschnitt 23 überträgt kontinuierlich an den Maschinenantriebsabschnitt 25 und den Werkzeugantriebsabschnitt 27 Bearbeitungsbefehle einschließlich einer Zielbearbeitung (Zielposition, Zielgeschwindigkeit, Ziellage usw.) der Maschine in Übereinstimmung mit den Informationen (aktuelle Position, Lage, Bewegungsbetrag usw.) des Werkstücks. Dadurch kann die Maschine 11 die Bearbeitung ausführen, während sie das Werkstück verfolgt. Wenn die Bearbeitung des spezifischen Werkstücks abgeschlossen ist, überträgt der Werkstückverwaltungsabschnitt 28 kontinuierlich die Informationen (aktuelle Position, Lage, Bewegungsbetrag usw.) eines nachfolgenden Werkstücks an den Konverter 29, und der oben beschriebene Prozess wird wiederholt. Wenn der Werkstückverwaltungsabschnitt 28 die Informationen (aktuelle Position, Lage, Bewegungsbetrag usw.) des Werkstücks im Maschinenkoordinatensystem verwaltet, kann der Konverter 29 zwischen jedem Sensor und dem Werkstückverwaltungsabschnitt 28 vorgesehen sein. Die Steuerung 13 umfasst ferner einen Transportsteuerabschnitt 35, die den Transport des Werkstücks auf der Grundlage der oben genannten Transportsteuerlinien steuert. Unter ausschließlicher Verwendung des ersten Sensors 17 oder unter Verwendung der Informationen des Werkstückverwaltungsabschnitts 28 kann der Transportsteuerabschnitt 35 eine Bestimmung durchführen, ob das Werkstück die Transportverzögerungslinie in einem unvollständigen Bearbeitungszustand überschritten hat oder nicht, oder eine Bestimmung durchführen, ob das zwischen der Bearbeitungsgrenzlinie und der Transportbeschleunigungslinie befindliche Werkstück vollständig bearbeitet wurde oder nicht. Wenn der erste Sensor 17 verwendet wird, kann der Transportsteuerabschnitt 35 diese Bestimmungen durchführen, indem er das Werkstück erkennt, indem er zum Beispiel einen Mustervergleich oder eine Kleckserkennung auf die Informationen des ersten Sensors 17 anwendet. Wenn die Information des Werkstückverwaltungsabschnitts 28 verwendet wird, kann der Transportsteuerabschnitt 35 feststellen, ob Gegenstand-Nr. 1 die Transportverzögerungslinie in einem unvollständigen Bearbeitungszustand überschritten hat oder nicht, indem er zum Beispiel die oben beschriebene Werkstückdatenbank referenziert und die aktuelle Position (X490) von Gegenstand-Nr. 1 mit der Position (X470) der Transportverzögerungslinie von Maschinen-Nr. 2 vergleicht. Darüber hinaus referenziert der Transportsteuerabschnitt 35 beispielsweise auf die oben beschriebene Werkstückdatenbank und kann ausgehend von dem Bearbeitungszustand (unvollständig) feststellen, ob die Bearbeitungen an Gegenstand-Nr. 1 (X490) und Gegenstand-Nr. 2 (X460), die zwischen der Position (X500) der Bearbeitungsgrenzlinie und der Position (X450) der Transportbeschleunigungslinie angeordnet sind, abgeschlossen sind. Darüber hinaus kann der Transportsteuerabschnitt 35 feststellen, ob das Tablett-Nr. 1 die Transportverzögerungslinie in einem unvollständigen Bearbeitungszustand überschritten hat oder nicht, indem sie zum Beispiel die oben beschriebene Werkstückdatenbank referenziert und die aktuelle Position (X410) des Tablett-Nr. 1 mit der Position (X470) der Transportverzögerungslinie der Maschinen-Nr. 2 vergleicht und das Vorhandensein oder Fehlen von Gegenständen an den Platzierungsorten 1 bis 4 feststellt. Darüber hinaus referenziert der Transportsteuerabschnitt 35 zum Beispiel auf die oben beschriebene Werkstückdatenbank und kann ausgehend von dem Bearbeitungszustand (unvollständig) feststellen, ob die Bearbeitung auf dem Tablett-Nr. 1 (X495), das zwischen der Position (X500) der Bearbeitungsgrenzlinie und der Position (X450) der Transportbeschleunigungslinie liegt, abgeschlossen ist oder nicht. Der Transportsteuerabschnitt 35 führt die gleiche Transportsteuerung sogar auch in Ausführungsformen durch, in denen eine andere Bearbeitung, wie zum Beispiel Versiegeln oder Schweißen, durchgeführt wird. Der Transportsteuerabschnitt 35 referenziert zum Beispiel auf die oben beschriebene Werkstückdatenbank und kann aus dem Bearbeitungszustand feststellen, ob die Bearbeitung an der Versiegelungs- oder Schweißstelle des Werkstücks abgeschlossen ist, indem sie die aktuelle Position des Werkstücks mit der Position der Transportverzögerungslinie vergleicht. Darüber hinaus referenziert der Transportsteuerabschnitt 35 zum Beispiel auf die oben beschriebene Werkstückdatenbank und kann aus dem Bearbeitungszustand feststellen, ob die Bearbeitung des Werkstücks, das zwischen der Bearbeitungsgrenzlinie und der Transportbeschleunigungslinie angeordnet ist, abgeschlossen ist oder nicht. Alternativ kann der Transportsteuerabschnitt 35 von der Werkstückverwaltungsabschnitt 28 eine Benachrichtigung erhalten, dass das Werkstück die Transportverzögerungslinie in einem unvollständigen Bearbeitungszustand überschritten hat, oder sie kann von dem Werkstückverwaltungsabschnitt 28 eine Benachrichtigung erhalten, dass die Bearbeitung des Werkstücks, das sich zwischen der Bearbeitungsgrenzlinie und der Transportbeschleunigungslinie befindet, abgeschlossen ist. Der Transportsteuerabschnitt 35 reduziert die Geschwindigkeit des Transportantriebsmotors 36, wenn das Werkstück die Transportverzögerungslinie in einem unvollständigen Bearbeitungszustand überschritten hat, und erhöht die Geschwindigkeit des Transportantriebsmotors 36, wenn die Bearbeitung des Werkstücks zwischen der Bearbeitungsgrenzlinie und der Transportbeschleunigungslinie abgeschlossen ist. Die Steuerung 13 kann einen Vorhersageabschnitt 34 umfassen, der auf der Grundlage der Informationen des Werkstückverwaltungsabschnitts 28 und der Zykluszeit der Maschine 11 vorhersagt, ob das Werkstück die Bearbeitungsgrenzlinie in einem unvollständigen Bearbeitungszustand überschreiten wird oder nicht, und die Transportgeschwindigkeit des Werkstücks auf der Grundlage der Vorhersageergebnisse bestimmt. Der Vorhersageabschnitt 34 sagt vorher, ob der Gegenstand-Nr. 2 die Bearbeitungsgrenzlinie in einem unvollständigen Bearbeitungszustand überschreiten wird oder nicht, indem er zum Beispiel auf die oben beschriebene Werkstückdatenbank referenziert, die Ankunftszeit (t2 = d2 / v) berechnet, zu der Gegenstand-Nr. 2 an der Bearbeitungsgrenzlinie ankommt, basierend auf dem Bewegungsbetrag (v = 20 cm/s) des Werkstücks und dem Abstand (d2 = X500 - X460) von dem Gegenstand-Nr. 2 zur Bearbeitungsgrenzlinie, und die Ankunftszeit (t2) mit der Zykluszeit (c) vergleicht (t2 - c > 0). Darüber hinaus führt der Vorhersageabschnitt 34 die gleiche Vorhersage für den nächsten ankommenden Gegenstand-Nr. 3 durch (t3 - 2c > 0). Wenn vorhergesagt wird, dass der Gegenstand-Nr. 3 die Bearbeitungsgrenzlinie in einem unvollständigen Bearbeitungszustand (t3 - 2c ≤ 0) überschreiten wird, kann der Transportsteuerabschnitt 35 die Transportgeschwindigkeit (v' < d3 / 2c) derart bestimmen, dass der Gegenstand-Nr. 3 die Bearbeitungsgrenzlinie nicht in einem unvollständigen Bearbeitungszustand überschreitet, und auf die bestimmte Transportgeschwindigkeit abbremsen oder beschleunigen. Alternativ kann die Transportgeschwindigkeit des Werkstücks unabhängig von der Vorhersage des Überschreitens über die oben beschriebene Bearbeitungsgrenzlinie wie unten beschrieben gesteuert werden. In Schritt S12 wird zumindest die aktuelle Position des Werkstücks verwaltet. Wenn mehrere Maschinen vorgesehen sind, kann die Bearbeitung der Werkstücke auf die mehreren Maschinen verteilt werden. In Schritt S13 wird zumindest die aktuelle Position des Werkstücks vom Sensor-Koordinatensystem in das Maschinen-Koordinatensystem koordinatentransformiert. Wenn jedoch die Informationen (aktuelle Position, Lage, Bewegungsbetrag usw.) des Werkstücks im Maschinenkoordinatensystem verwaltet werden, kann die Bearbeitung von Schritt S13 zwischen Schritt S11 und Schritt S12 durchgeführt werden. In Schritt S14 verfolgt die Maschine das Werkstück auf der Grundlage der Informationen (aktuelle Position, Lage, Bewegungsbetrag usw.) des Werkstücks. Im Schritt S15 wird die Bearbeitung des Werkstücks mit dem Werkzeug durchgeführt. In Schritt S16 wird die An- oder Abwesenheit des Werkstücks innerhalb des Arbeitsbereichs festgestellt. Wenn festgestellt wird, dass es keine Werkstücke gibt, die innerhalb des Arbeitsbereichs bearbeitet werden sollen (JA in Schritt S16), endet der Prozess, und wenn festgestellt wird, dass es ein Werkstück gibt, das innerhalb des Arbeitsbereichs bearbeitet werden soll (NEIN in Schritt S16), kehrt der Prozess zu Schritt S13 zurück, und die Bearbeitung wird für das nachfolgende Werkstück wiederholt. In der Transportsteuerung wird zuerst in Schritt S20 festgestellt, ob das Werkstück die Transportverzögerungslinie in einem unvollständigen Bearbeitungszustand überschritten hat oder nicht, basierend auf zumindest der aktuellen Position des Werkstücks. In Schritt S20 kann die Bestimmung jedoch mittels des ersten Sensors durchgeführt werden. Wenn festgestellt wird, dass das Werkstück die Transportverzögerungslinie nicht in einem unvollständigen Bearbeitungszustand (NEIN in Schritt S20) überschritten hat, wird der Vorgang von Schritt S20 wiederholt. Wenn festgestellt wird, dass das Werkstück die Transportverzögerungslinie in einem unvollständigen Bearbeitungszustand (JA in Schritt S20) überschritten hat, wird in Schritt S21 die Transportgeschwindigkeit reduziert. In der Maschinensteuerung wird die Bearbeitung des Werkstücks, das sich zwischen der Bearbeitungsgrenzlinie und der Transportbeschleunigungslinie befindet, während der Abbremsung durchgeführt. In Schritt S22 wird festgestellt, ob die Bearbeitung des Werkstücks, das sich zwischen der Bearbeitungsgrenzlinie und der Transportbeschleunigungslinie befindet, abgeschlossen ist oder nicht, basierend auf zumindest der aktuellen Position des Werkstücks. Der Schritt S22 kann jedoch auch seitens der Maschinensteuerung durchgeführt werden und kann auch ein Schritt sein, bei dem eine Meldung empfangen wird, dass die Bearbeitung des Werkstücks, das sich zwischen der Bearbeitungsgrenzlinie und der Transportbeschleunigungslinie befindet, abgeschlossen ist. Wenn die Bearbeitung des Werkstücks, das sich zwischen der Bearbeitungsgrenzlinie und der Transportbeschleunigungslinie befindet, nicht abgeschlossen ist (NEIN in Schritt S22), wird der Vorgang von Schritt S22 wiederholt. Wenn die Bearbeitung des Werkstücks, das sich zwischen der Bearbeitungsgrenzlinie und der Transportbeschleunigungslinie befindet, abgeschlossen ist (JA in Schritt S22), wird im Schritt S23 die Transportgeschwindigkeit erhöht. Nach den obigen Ausführungsformen kann selbst bei dicht gedrängten Werkstücken in der Nähe der stromaufwärts gelegenen Seite der Transportverzögerungslinie eine unnötige Transportsteuerung der Werkstücke unterdrückt werden, da der Transport der Werkstücke nach Beendigung der Bearbeitung der dicht gedrängten Werkstücke beschleunigt wird. Die oben beschriebenen „Abschnitte“ können aus integrierten Halbleiterschaltungen gebildet sein oder können aus Programmen gebildet sein, die von einem Prozessor ausgeführt werden. Ferner kann das Programm zum Ausführen der oben beschriebenen Flussdiagramme auf einem computerlesbaren, nichtflüchtigen Speichermedium, zum Beispiel einer CD-ROM, gespeichert und bereitgestellt werden. Obwohl in der vorliegenden Beschreibung verschiedene Ausführungsformen beschrieben worden sind, ist die vorliegende Erfindung nicht auf die oben beschriebenen Ausführungsformen beschränkt, und es können verschiedene Änderungen innerhalb des in den Ansprüchen unten beschriebenen Geltungsbereichs vorgenommen werden. Maschinensystem mit einem Transportsteuerabschnitt, der den Transport eines Werkstücks basierend auf einer Transportverzögerungslinie, die stromaufwärts einer Bearbeitungsgrenzlinie einer Maschine in einer Bewegungsrichtung des Werkstücks vorgesehen ist, und einer Transportbeschleunigungslinie, die stromaufwärts der Transportverzögerungslinie vorgesehen ist, steuert, wobei der Transportsteuerabschnitt eine Transportgeschwindigkeit des Werkstücks reduziert, wenn das Werkstück die Transportverzögerungslinie in einem unvollständigen Bearbeitungszustand überschreitet, und die Transportgeschwindigkeit des Werkstücks erhöht, nachdem die Bearbeitung des Werkstücks, das sich zwischen der Bearbeitungsgrenzlinie und der Transportbeschleunigungslinie befindet, abgeschlossen ist. Maschinensystem (1), umfassend:
Maschinensystem (1) nach Maschinensystem (1) nach Maschinensystem (1) nach Maschinensystem (1) nach Maschinensystem (1) nach einem der Maschinensystem (1) nach einem der Maschinensystem (1) nach einem der Maschinensystem (1) nach einem der Maschinensystem (1) nach einem der Maschinensystem (1) nach einem der Maschinensystem (1) nach einem der Maschinensystem (1) nach einem der Maschinensystem (1) nach einem der Maschinensystem (1) nach einem der Hintergrund der Erfindung
Gebiet der Erfindung:
Beschreibung des Stands der Technik:
Zusammenfassung der Erfindung
Figurenliste
Detaillierte Beschreibung
1 X490, Y12 Maschinen-Nr. 2 Unvollständig 2 X460, Y15 Maschinen-Nr. 2 Unvollständig 3 X440, Y13 Maschinen-Nr. 2 Unvollständig 4 X380, Y14 Maschinen-Nr. 2 Unvollständig 1 X495, Y14 N/A N/A N/A N/A Unvollständig 2 X381, Y15 N/A N/A N/A N/A Unvollständig 20 cm/s 1 X200 - X300 X250 X270 X300 2 X400 - X500 X450 X470 X500
eine Maschine (11), die eine Bearbeitung an einem Werkstück (10) durchführt, das einen Arbeitsbereich (15) durchläuft, und
einen Transportsteuerabschnitt (35), der den Transport des Werkstücks (10) basierend auf einer Transportverzögerungslinie (16b), die stromaufwärts von einer Bearbeitungsgrenzlinie (16a) der Maschine (11) in einer Bewegungsrichtung des Werkstücks (10) vorgesehen ist, und einer Transportbeschleunigungslinie (16c) steuert, die stromaufwärts von der Transportverzögerungslinie (16b) vorgesehen ist, wobei
der Transportsteuerabschnitt (35) eine Transportgeschwindigkeit des Werkstücks (10) reduziert, wenn das Werkstück (10) die Transportverzögerungslinie (16b) in einem unvollständigen Bearbeitungszustand durchläuft, und die Transportgeschwindigkeit des Werkstücks (10) erhöht, nachdem die Bearbeitung des Werkstücks (10), das sich zwischen der Bearbeitungsgrenzlinie (16a) und der Transportbeschleunigungslinie (16c) befindet, abgeschlossen ist.