NON-MAGNETIC STEEL MEMBER WITH EXCELLENT HOT-ROLLING PROPERTIES AND MANUFACTURING METHOD THEREOF
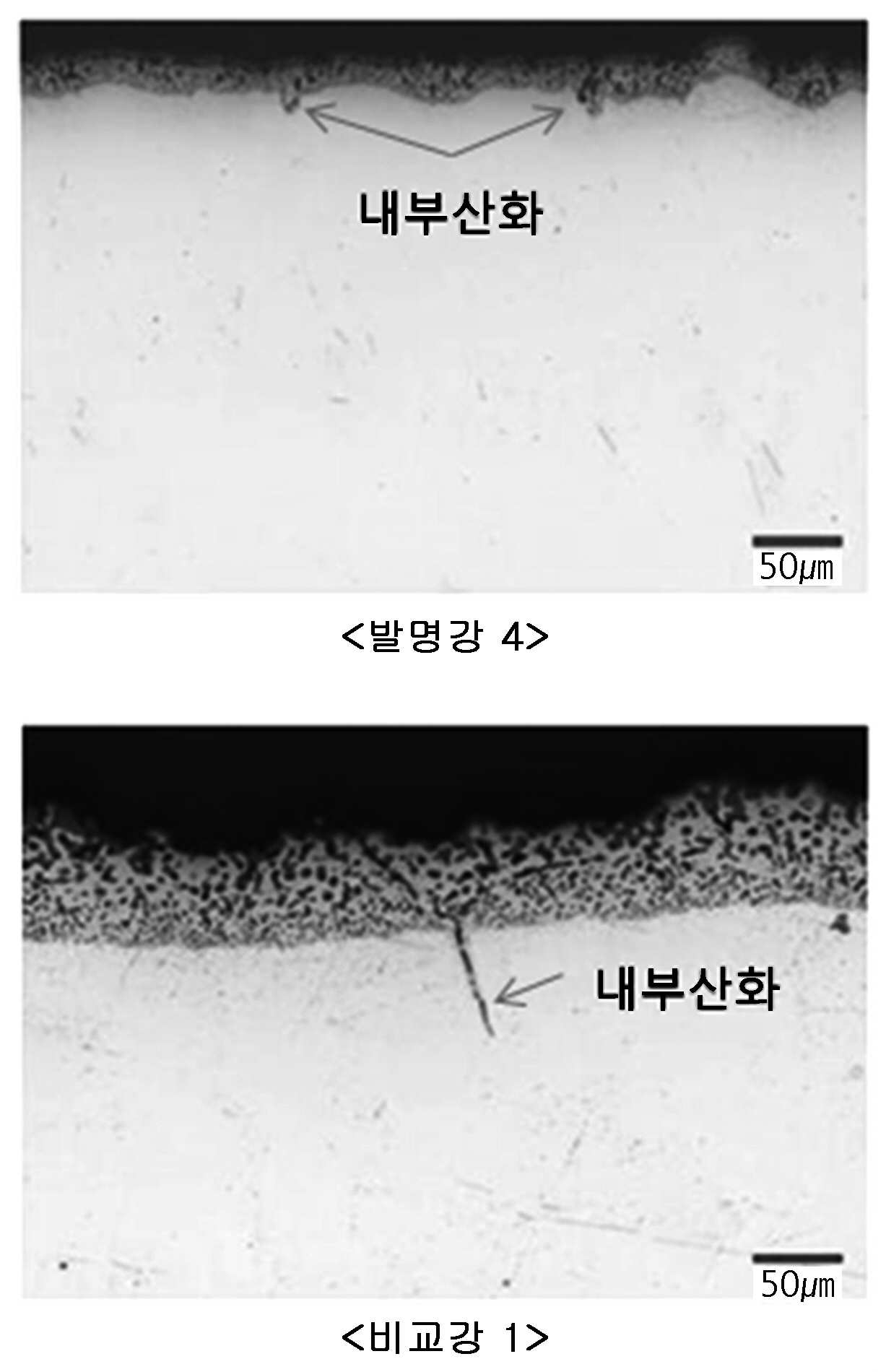
The present invention refers to a non-magnetic steel is connected to the transformer structure relates to search, more particularly excellent manufacturing method of a non-magnetic steel and hot-rolled are disclosed. Transformer structure is provided with lamp control case, lock plate (lock plate) and the like, the low permeability (magnetic permeability) used steel product excellent in magnetic properties are disclosed. The chromium (Cr) is scooped out a non-magnetic steel, nickel (Ni) and carbon (C) manganese (Mn) content instead completely times number constant added stabilizing magnetic properties by austenitic steel product excellent in kneading are developed are disclosed. Austenitic phase is low magnetic permeability as semimagnetic material, ferrite magnetic properties on the pin is contrast respectively. In addition, even when a large amount of high manganese (Mn) having a carbon-containing austenitic steel characterized on controlled audio data in the austenitic, non-magnetic steel for use as suitable. However, duplex steel product number in high pressure liquid coolant, manganese (Mn) billet steel, aluminum (Al), phosphorus (P) oxidation at high temperatures such as easily components spaced internal oxide formed in induced cracking temperatures and rolled steel door number flow tides. This destroyed by steel rolling load from the internal oxide's oldest cause cracking. The, manganese (Mn) in non-magnetic steel such as high pressure liquid coolant containing a large number, the presence or internal oxide produced during hot rolling before hot rolling or internal oxide formed during rolling of steel material have a great impact on degree of occurrence crack depth affect, rolling and then at room temperature for absence affecting the surface quality of steel to be coated. On the other hand, a high manganese steel having superior hot workability and hot rolling method patent document 1 is a semiconductor device are disclosed. the patent document 1 for improving hot workability music slab heated to 1150 provided 1300 °C, 40% total ratio under pressure until rolling pass reductions by 7% hereinafter, average strain 2. Rolling to said installation comprises a 0sec provided 1 hereinafter, the time point at which the total ratio under pressure exceeds 40% withdrawals by conventional rolling down embodiment, to improve the number and be in a hot rolling method. This, rolling reductions by lowering the lower strain by initially rolling pass steel preventing crack of there may be a slight effect but, when lowering the entire rolling pass the number rolled time reductions increasing number exists in the pipe flow tides. In addition, according to the temperature of the steel of the number rolled roll price increased rolling load door number flow tides. The one aspect of the present invention, during the hot rolling steel hot rolling resin layers to prevent crack billion number in the manufacturing method of a non-magnetic steel and excellent surface quality number that is disclosed. The one aspect of the present invention, the % by weight, manganese (Mn): 15 - 27%, carbon (C): 0. 1 - 1. 1%, Boron (B): 0. 0005 - 0. 01%, Antimony (Sb): 0. 1 - 0. 5%, And the remainder of Fe and other unavoidable impurities, the remainder of the inclusions or epsilon (ε) - fine tissue area fraction of 90% or more austenite and martensite excellent non-magnetic steel including hot rolling number substrate. The other one side of the present invention, composition satisfying the above-described shape steel slab; said steel slab heating temperature again in a 1020 provided 1230 °C; hot rolling a steel slab reheating said finishing rolling the hot rolled steel sheet number in step 860 a-930 °C temperature bath; 500 °C hereinafter polyester and said hot-rolled steel sheet; and said winding after the hot-rolled steel manufacturing method including excellent non-magnetic at room temperature cooling a number substrate. According to the present invention, excellent hot rolling steel containing a large number even manganese can be non-magnetic. In particular, by the present invention when, during the hot rolling the steel is hot crack with excellent surface quality can be non-magnetic steel product number billion number. In the embodiment according to invention steel 4 and comparison steel 1 cross-section measuring tissue photographs indicating one Figure 1 of the present invention are disclosed. The present invention containing a large amount of existing victims of the manganese non-magnetic steel, steel cracks and high temperature during the hot rolling, the final number is causes degradation in surface quality of product resulted in has been confirmed. , the present invention even if the victims of the manganese containing a large amount, excellent hot rolling of the last number article can be secured includes a nonmagnetic steel product excellent surface quality of the PUK number for digging into the high pressure liquid coolant. As a result, steel alloy component into a austenitic phase when optimizing uniform magnetic properties as well as excellent, even cracking by hot rolling process of the number billion to hot rolling resin layers, finally with excellent surface quality is checked against a non-magnetic steel number may be, the present invention has been completed. Hereinafter, the present invention is detailed as follows. According to one aspect of the present invention excellent non-magnetic steel hot rolling to weight %, manganese (Mn): 15 - 27%, carbon (C): 0. 1 - 1. 1%, Boron (B): 0. 0005 - 0. 01%, Antimony (Sb): 0. 1 - 0. Including a preferably 5%. In said non-magnetic steel alloy component of the present invention hereinafter defined such as ask you to detailed as follows. The, without special referred to, the content of each component by big % by weight. Mn: 15 - 27% Manganese (Mn) which serves as the austenite stabilizing element, it is required that at least 15% preferably including in particular cryogenic in phase-stabilizing austenite. If, Mn content of less than 15% in the case of merchant metastable epsilon (ε) - (C) content of small steel portions of martensite is formed, this can be processed in readily detectable by alpha (α) - up to martensite to organic conducted cryogenic steel surface of the HAZ toughness is bigger disclosed. In addition, in order to ensure toughness for steel (C) in the case of increasing carbon content of steel to steel consisting of carbide precipitation abruptly deterioration can be turned into high disclosed. While, said Mn content of 27% the number to send large dished antennae and decreased risk of the cover when the rise mirror number undesirable disclosed. Thus, in the present invention Mn content of 15 - 27% preferably relayed to the number. C: 0. 1 - 1. 1% Carbon (C) is austenitic and stabilize, increase the rigidity of the steel elements that are advantageous are disclosed. C such cooling process or a method for machining austenitic, martensitic completion point of ε - martensitic or α - lowering could be bonded each other. The C content of 0. Is below 1% in a stable austenite stability of the cryogenic insufficient and cannot gain austenitic, readily detectable by external stress ε - martensitic or α - martensitic steel toughness and strength reducing door number into organic transformation behavior resulting flow tides. While, said C content of 1. The main cover 1% by precipitation and abruptly HAZ toughness deterioration can be turned into high carbide steel, steel strength steel door number reduced processability in addition too increases flow tides. Thus, in the present invention C content of 0. 1 - 1. The number preferably relayed to 1%. B: 0. 0005 - 0. 01% The austenitic heat treatment temperatures as boron (B) enhancing the reinforcing element, such as a small heat treatment at high temperature cracking strengthened B addition of austenitic steel and a diode connected disclosed. The B content of 0. 0005% Austenitic grain boundaries strengthening effect is insufficient number is below the last article for improving surface quality of cannot be obtained effectively and, while content 0. 01% Austenite boundaries to cover steel at high temperature cracking temperatures increase the segregation occurs rather can be turned into high disclosed. Thus, in the present invention B content of 0. 0005 - 0. 01% Preferably relayed to the number. Sb: 0. 1 - 0. 5% In the present invention antimony (Sb) Mn at a high temperature, Al, P within in first and second oxidation zone temperatures equal to or less than that of the steel. In particular, manganese non-magnetic steel material containing a large amount upon adding Sb, Sb steel at high temperatures is about 30 micro m depth (thickness) direction from a surface layer part and a surface layer part within the thickening to penetrate into the Mn steel oxygen number billion, Al, temperatures within in oxidation number P billion can. The Sb content of 0. Less than 1% of elements during the hot rolling steel track positions number effect is applied to the crack billion oxide zone temperatures is disclosed. While, content 0. 5% Total number of grain boundaries is exceeded elements billion oxide effect but, determining a resultant number article number or boundaries to precipitation caused brittleness of door flow tides. Thus, in the present invention Sb content of 0. 1 - 0. The number is preferably relayed to 5%, advantageously than 0. 2 - 0. 5%, Advantageously than 0. 3 - 0. The number preferably relayed to 45%. On the other hand, non-magnetic steel of the present invention in addition to the aforementioned alloy additionally contains the next components can. Specifically, Al, Si, P, S, Ti and N can be at least one selected from the group consisting 1 further comprises, for the content of each component to specifically described as follows. On the other hand, as in the present invention on components are selectively added elements, implementation being 0% content. Al: 0. 1% Hereinafter (Al) which serves to prevent formation of aluminum is suitable as element, to this end 0. The addition of 1% hereinafter can be. Only, content 0. 1% Due to a decrease in surface quality is bigger number article exceeds the oxide formation is undesirable disclosed. Si: 0. 2% Hereinafter Silicon (Si) powder as the number 0. The addition of 2% hereinafter can be. Only, content 0. The oxide formed in top cover 2% decrease in surface quality is bigger number article is undesirable disclosed. P: 0. 3% Hereinafter Phosphorus (P) is added to the number trillion processes inevitably during steel for the metal, and a method for easily produced casting instigate crack can be turned into high and second content 0. 3% Hereinafter preferably relayed to the number. S: 0. 02% Hereinafter The number added as elemental sulfur (S) steel trillion processes inevitably during, its content 0. 02% Hereinafter preferably relayed to the number. If, content 0. 02% Hot brittleness when the terminal cover when the undesirable disclosed. Ti: 0. 1% Hereinafter Titanium (Ti) (N) reacts with nitrogen in the nitride forming steel element, ensures strength and processability for 0. The addition of 1% hereinafter can be. Only, content 0. 1% Of nitrides cover the amount of crack formation during the hot rolling resulting when the possibility of undesirable disclosed. N: 0. 3% Hereinafter Nitrogen (N) is added while number trillion processes inevitably during steel element, upon addition of Ti reacts with said Ti nitride forming element are disclosed. N content of nitrides such excessive danger resulting crack excessively formed during the hot rolling is connected, its content 0. 3% Hereinafter preferably relayed to the number. The remainder of the iron (Fe) in addition to the aforementioned alloy components of the present invention non-magnetic steel and other unavoidable impurities comprise. In conventional steel number trillion processes raw materials or from a surrounding environment intended impurities inevitably can be incorporated into the, same number times possible disclosed. These impurities conventional steel number trillion processes descriptor if the equipment can recognize the degree of all its contents not mentioned particularly in the present invention. The above-mentioned alloy components of the present invention satisfying the austenitic phase preferably fine tissue including a columnar non-magnetic steel. Said austenitic phase is low magnetic permeability as semimagnetic material, ferrite magnetic properties on contrast so that, in the present invention it is required that a target in contact with non-magnetic properties essential tissue are disclosed. Specifically, in order to sufficiently ensured at least 90% area fraction including said magnetic properties preferably austenitic phase. Only, the remainder of the as inclusions or epsilon (ε) - martensite austenite phase number area fraction 10% hereinafter (including 0%) can be said. Said inclusions may carbide may be, such inclusions or epsilon (ε) - 10% martensite content of the top cover to cause rupture and depositing same comprise austenitic temperatures, when the steel toughness and ductility is likely resulted in reducing undesirable disclosed. A non-magnetic steel of the present invention represented by the relation represented Sb thickening degree surface 1. 5 Or more preferably. If, Sb thickening degree surface 1. 5 Penetrate into the steel temperature is below on rolling effect is applied to a billion oxygen number Mn, Al, P number of elements such as oxidation temperatures 102,202,302,402 door number billion to flow tides. Said surface layer Sb larger internal grain boundaries so that the upper limit thereof is superior in oxidation number whose values specifically for the defining billion not substrate. [Relationship] Sb Sb content (% by weight)/surface layer surface layer part (weight %)= steel steel internal Sb content (Steel outer layer: rolled steel surface in a thickness direction from 30 micro m within point, steel internal: 30 micro m (approximately 100 micro m) after rolled steel surface in a thickness direction from point) In hereinafter, other hot-rolled steel manufacturing method according to one side of the present invention excellent non-magnetic for detailed as follows. The discriminated by detailed of the present invention carry non-magnetic steel, steel slab is hot rolled steel sheet hot-rolling re-heating tank preferably via a number. First, the above-mentioned has an alloy composition comprising steel slab is applied to an entire, preferably constant temperature again in the same heating. This, slab casting number trillion processes generated in tissue, segregation and 2 difference phases for homogenizing and solid solution are disclosed. Said material heating is preferably performed in 1020 provided 1230 °C temperature zones. If, reheat temperature less than said exposed tissue homogenizing 1020 °C sufficiently made, subsequent deformation during the hot rolling is not too a furnace door number larger flow tides. While, said material temperature control part for adding Sb 1230 °C 0:00 cover inner oxidation number even if the equipment is promoted oxidation billion is undesirable disclosed. Said re-stocked for cooling a hot rolled steel slab is hot rolled steel sheet heated to the contrary to the number bath preferably are disclosed. Said hot rolling may finish rolling temperature so preferably 860 provided 930 °C plower number. If, finish rolling temperature is below rolling deformation resistance increases to 860 °C rolling roll as well as rectified, the roughened steel surface can be undesirable disclosed. While, said finishing rolling temperature control part 930 °C catalyzed oxidation cover cracking when the steel likely undesirable disclosed. Said water-cooled steel sheet at a temperature of 500 °C hereinafter by performing winding number according preferably rolled produced therewith. Said top cover 500 °C after winding the winding temperature is promoted when the inner oxidation and cooled in danger of undesirable disclosed. After performing said winding to public leucorrhea preferably at room temperature, further processing (e.g., heat treatment is) is not needed. Hereinafter, the present invention more specifically described in the embodiment through broadcast receiver. But, in the embodiment of the present invention is to exemplify only for more detailed, for limiting the range of the present invention will not be significantly different rights need to be disclosed. The matter of the present invention claim rights range determined by a rationally configured equipment therefrom liquid crystal structure therefor are disclosed. (In the embodiment) Alloy composition of table 1 to prepare the steel slab after satisfying, 1150 °C is heated again in the same, in order to satisfy conditions for table 2 to 5 mm thickness by hot rolling finishing places it in high pressure liquid coolant hot steel sheet was then cooled at room temperature 500 °C hereinafter section number. According mechanical properties (yield strength, elongation) of hot rolled strip prepared by the number said measuring, for table 2 result shown together. In addition, each hot rolled steel sheet by observation under microscope cross-section connected to a depth measuring internal oxidized degree (maximum depth) was assessed. The, degree of occurrence crack that evaluation according his classification. ◎: not crack ○: crack 50 micro m hereinafter presence Δ: crack exceeds 50 micro m 500 micro m hereinafter presence ×: exceeds 500 micro m presence crack And, EDS (energy dispersive spectrometer) scanning electron microscope (SEM) and depth (thickness) direction from dipole (hot rolled steel sheet surface) using iron surface micro m m 1 of the present invention computes the surface along at measuring location and 100 micro Sb content calculating Sb thickening degree, for table 2 have shown to result. As shown in said table 1 and 2, in the present invention number 1 to 5 invention steel alloy composition and number-in early morning after the gun has a yield strength and elongation as well as excellent, Sb thickening degree 3. 3 Or more in a relatively lower steel pad inner oxidation depth 20 micro m hereinafter either not, even been generated near the 50 micro m hereinafter. On the other hand, adding Sb exceeds 50 micro m depth without comparison steel 1 a producing method for a transparent conductive layer, thereby cracks occurred in the steel exceeds maximum 500 micro m has been confirmed. In addition, in the case of adding Sb content comparison steel 2 is formed by inner oxidation and reduced depth comparison steel 1 contrast said trace but would, so inner oxidation depth exceeds 50 micro m 44 m although micro cracks occurred in the result as has been confirmed. The alloy composition satisfying the present invention during the hot rolling finishing temperature too high compared to the steel 3 but in the case of inner oxidation number by adding Sb micro m to enter the maximum depth is formed on the inner oxidation and 31 billion despite the effects, exceeds 50 micro m cracking has sprung up. In addition, in the case of 4 and 5 both B and Sb-free compared to the steel inner oxidation than 50 micro m maximum depth according, exceeds 500 micro m cracks can be confirmed. Figure 1 shows a cross-section of said invention steel 4 and comparison steel measuring tissue photographs also in the chemical formula 1, 1 in the case of less than 50 as shown in invention steel 4 internal oxidation occurs in the case of micro m 1 m to greater than about 50 micro comparison steel while confirming the internal oxidation takes place can be. The present invention relates to a non-magnetic steel member with excellent hot-rolling properties, used for a transformer structure, and a manufacturing method thereof. According to the present invention, the non-magnetic steel member with excellent hot-rolling properties comprises: 15 to 27 weight percent of Mn; 0.1 to 1.1 weight percent of C; 0.0005 to 0.01 weight percent of B; 0.1 to 0.5 weight percent of Sb; and the remainder being Fe and unavoidable impurities. As a microstructure, 90% of austenite by area fraction, and the remainder being impurities or ε-martensite are included. COPYRIGHT KIPO 2018 To weight %, manganese (Mn): 15 - 27%, carbon (C): 0. 1 - 1. 1%, Boron (B): 0. 0005 - 0. 01%, Antimony (Sb): 0. 1 - 0. 5%, And the remainder of Fe and other unavoidable impurities, the remainder of the inclusions or epsilon (ε) - fine tissue area fraction of 90% or more austenite and martensite excellent hot rolling including non-magnetic steel. According to Claim 1, said weight % to steel, aluminum (Al): 0. 1% Hereinafter, silicon (Si): 0. 2% Hereinafter, phosphorus (P): 0. 3% Hereinafter, sulfur (S): 0. 02% Hereinafter, titanium (Ti): 0. 1% Hereinafter and nitrogen (N): 0. 3% Hereinafter 1 further including at least one selected from the group consisting of hot-rolled steel excellent non-magnetic. According to Claim 1, represented Sb thickening degree relation represented 1 said steel surface. 5 Hot rolled at least excellent non-magnetic steel. Sb Sb content (% by weight)=[relationship] steel surface layer surface layer part (% by weight)/internal Sb content steel (steel outer layer: rolled steel surface in a thickness direction from 30 micro m point within, internal steel: rolled steel surface in a thickness direction from point after 30 micro m) To weight %, manganese (Mn): 15 - 27%, carbon (C): 0. 1 - 1. 1%, Boron (B): 0. 0005 - 0. 01%, Antimony (Sb): 0. 1 - 0. 5%, The remainder of Fe and other impurities including steel slab shape; said steel slab heating temperature again in a 1020 provided 1230 °C; hot rolling a steel slab reheating said finishing rolling the hot rolled steel sheet number in step 860 a-930 °C temperature bath; 500 °C hereinafter polyester and said hot-rolled steel sheet; and said winding after the hot-rolled steel manufacturing method including excellent non-magnetic at room temperature cooling. According to Claim 4, said steel slab to weight %, aluminum (Al): 0. 1% Hereinafter, silicon (Si): 0. 2% Hereinafter, phosphorus (P): 0. 3% Hereinafter, sulfur (S): 0. 02% Hereinafter, titanium (Ti): 0. 1% Hereinafter and nitrogen (N): 0. 3% Hereinafter 1 further including at least one selected from the group consisting of hot-rolled steel manufacturing method excellent non-magnetic. Classification Alloy composition (% by weight) C Mn B Sb Al Si P S Ti N Invention steel 1 0. 32 23. 7 0. 0012 0. 1 0 0 0 0 0 0 Invention steel 2 0. 40 23. 4 0. 0033 0. 12 0 0 0. 0015 0. 005 0 0. 004 Invention steel 3 0. 86 24. 0 0. 0040 0. 20 0. 01 0. 04 0. 002 0 0 0. 006 Invention steel 4 0. 92 17. 5 0. 0041 0. 30 0. 008 0 0. 01 0. 001 0 0. 003 5 Invention steel 0. 45 24. 5 0. 0040 0. 40 0. 002 0 0. 005 0 0. 008 0. 003 Comparison steel 1 0. 40 23. 0 0. 0010 0 0. 005 0 0 0 0 0 Comparison steel 2 0. 40 22. 2 0. 0025 0. 003 0 0 0. 002 0. 003 0 0. 003 Comparison steel 3 0. 40 23. 2 0. 0015 0. 1 0. 012 0. 05 0 0 0 0 Comparison steel 4 0. 84 24. 1 0 0 0 0 0. 0015 0. 003 0 0. 005 5 Comparison steel 0. 92 18. 0 0 0 0. 01 0 0. 001 0. 003 0. 003 0 Classification Finish hot rolling (°C) Hot rolled steel sheet material Hot rolled steel sheet quality Yield strength (MPa) Elongation (%) Inner oxidation depth (micro m) Sb surface layer crack Invention steel 1 910 326. 4 55. 7 20< 3. 3 ○ Invention steel 2 880 329. 9 55. 0 10< 3. 8 ○ Invention steel 3 920 446. 4 41. 1 10< 3. 4 ◎ Invention steel 4 920 488. 6 37. 2 10< 3. 5 ◎ 5 Invention steel 920 356. 2 48. 5 10< 3. 9 ◎ Comparison steel 1 890 366. 5 54. 2 50 Exceeds 0 × Comparison steel 2 910 356. 2 52. 7 44 3. 1 Δ Comparison steel 3 970 328. 4 55. 2 31 3. 1 Δ Comparison steel 4 910 410. 6 58. 0 50 Exceeds 0 × 5 Comparison steel 920 513. 9 28. 4 50 Exceeds 0 ×