Device e.g. for cutting and splicing tape sections of sticky basket tape, has transport table having several conveyor belts which and lifter positioned from bottom between conveyor belts
Die
Erfindung betrifft eine Vorrichtung zum Schneiden und Spleißen von
Bandabschnitten eines klebrigen Kordbandes, mit einer Schneideinrichtung und
einer Fördereinrichtung
zum Transportieren des Kordbandes und der geschnittenen Bandabschnitte, mit
einer Spleißeinrichtung
zum Zusammenfügen
der Bandabschnitte zu einer Materialbahn, sowie mit einer vertikal
bewegbaren Hubeinrichtung zum Transport der Bandabschnitte in die
Spleißposition. Eine
Vorrichtung der eingangs genannten Art ist aus der Der
Erfindung liegt die Aufgabe zu Grunde, eine Vorrichtung der eingangs
genannten Art derart auszuführen,
dass eine deutliche Produktivitätssteigerung
durch eine Optimierung des Ablaufs der Fördervorgänge möglich ist. Gelöst wird
die gestellte Aufgabe erfindungsgemäß dadurch, dass ein Transporttisch
mit einer Anzahl von Transportbändern
vorgesehen ist, welcher die geschnittenen Bandabschnitte in den
Arbeitsbereich der Hubeinrichtung befördert, dass die Hubeinrichtung
unterhalb des Transporttisches positioniert ist, von unten zwischen
die Transportbänder einfährt und
den Bandabschnitt anhebt, und dass oberhalb des Transporttisches
ein Vakuumfördertisch
positioniert ist, welcher den von der Hubeinrichtung angehobenen
Bandabschnitt durch Ansaugen übernimmt. Die Übergabe
des Bandabschnittes des Vakuumfördertisches
erfordert nur einen sehr geringen Hubweg. Der Transporttisch steht
daher sehr schnell wieder zum Transport des nächsten geschnittenen Bandabschnittes
zur Verfügung.
Die erfindungsgemäße Vorrichtung
erlaubt somit eine deutliche Produktivitätssteigerung gegenüber der
aus dem oben genannte deutschen Gebrauchsmuster bekannten Vorrichtung. Gemäß einer
bevorzugten Ausführungsform der
Erfindung ist vor dem Transporttisch, welcher die geschnittenen
Bandabschnitte in den Arbeitsbereich der Hubeinrichtung befördert, ein
weiterer, eine Anzahl von Transportbändern aufweisender Transporttisch
angeordnet, wobei die Schneideinrichtung derart positionierbar ist,
dass das Kordband zwischen den Transporttischen schneidbar ist.
Auf diese Weise wird die Schneideinrichtung in den Transportweg
des Kordbandes und der geschnittenen Bandabschnitte optimal eingebunden. Von
besonderem Vorteil ist es dabei, wenn die Transportbänder der
Transporttische zum Eistellen des Schnittwinkels gestaffelt anordenbar
sind. Die
Hubeinrichtung der erfindungsgemäßen Vorrichtung
weist einen Hubtisch auf, welcher mit Segmenten versehen ist, die
zwischen die und seitlich der Transportbänder des Transporttisches,
welcher den geschnittenen Bandabschnitt befördert, von unten einfahrbar
sind. Auch diese Maßnahmen
tragen dazu bei, dass die Förderwege
in der Vorrichtung zur Erhöhung
der Produktivität
kurz gehalten werden können. In
diesem Zusammenhang ist es auch von Vorteil, dass die Spleißeinrichtung,
in der Transportrichtung der Bandabschnitte betrachtet, dem Vakuumfördertisch,
insbesondere unmittelbar, nachgeordnet ist. Eine
weitere besonders vorteilhafte Ausführung der Erfindung besteht
darin, dass die Hubeinrichtung den Spleißunterteil der Spleißeinrichtung trägt. Es kann
daher mit dem Anheben des Bandabschnittes und der Übergabe
an den Vakuumfördertisch
gleichzeitig der Spleißvorgang
zum Verbinden des Bandabschnittes mit der bereits gebildeten Materialbahn
durchgeführt
werden. Zur
jeweiligen Anpassung an den Schnitt- und Spleißwinkel ist vorgesehen, dass
die gegenseitige Stellung der Segmente des Hubtisches an die Staffelung
der Transportbänder
des Transporttisches, welcher die geschnittenen Bandabschnitte in den
Arbeitsbereich der Hubeinrichtung befördert, anpassbar ist. Gemäß einer
weiteren vorteilhaften Ausführungsvariante
der Erfindung ist der Hubtisch in Längsrichtung des Transporttisches
verschieb- bzw. verstellbar angeordnet, sodass, je nach Materialbreite,
nur das direkt vor der Spleißeinrichtung
befindliche Material vom Hubtisch angehoben wird. Auch
der Vakuumfördertisch
besteht bevorzugt aus einer Anzahl von Förderbändern, welche parallel zu den
Schnittkanten der Bandabschnitte ausrichtbar sind. Darüber hinaus
sind die Förderbänder des
Vakuumfördertisches
zur Einstellung einer gegenseitigen Staffelung gemeinsam in ihrer
Längsrichtung
verstellbar. Auch diese Maßnahmen
tragen dazu bei, die Förder-
und Transportwege in der Vorrichtung auf möglichst zweckmäßige Weise
anordnen zu können
und kurz zu halten. Von Vorteil ist es dabei auch, wenn der gegenseitige
Abstand der Förderbänder des
Vakuumfördertisches
einstellbar ist. Bei
einer noch weiteren vorteilhaften Ausgestaltung der erfindungsgemäßen Vorrichtung
ist eine Sensoreinrichtung vorgesehen, welche die in die Spleißeinrichtung
einlaufende Kante des jeweiligen Bandabschnittes mit einem Sensor
erfasst, sodass sich die Spleißeinrichtung
mit der anderen Spleißkante
entsprechend der Lage und dem Winkel ausrichten kann. Weitere
Merkmale, Vorteile und Einzelheiten der Erfindung werden nun anhand
der Zeichnung, die in Prinzipskizzen mehrere Ausführungsbeispiele
darstellt, näher
beschrieben. Dabei zeigen Die
Vorrichtung ist zwischen der in Die
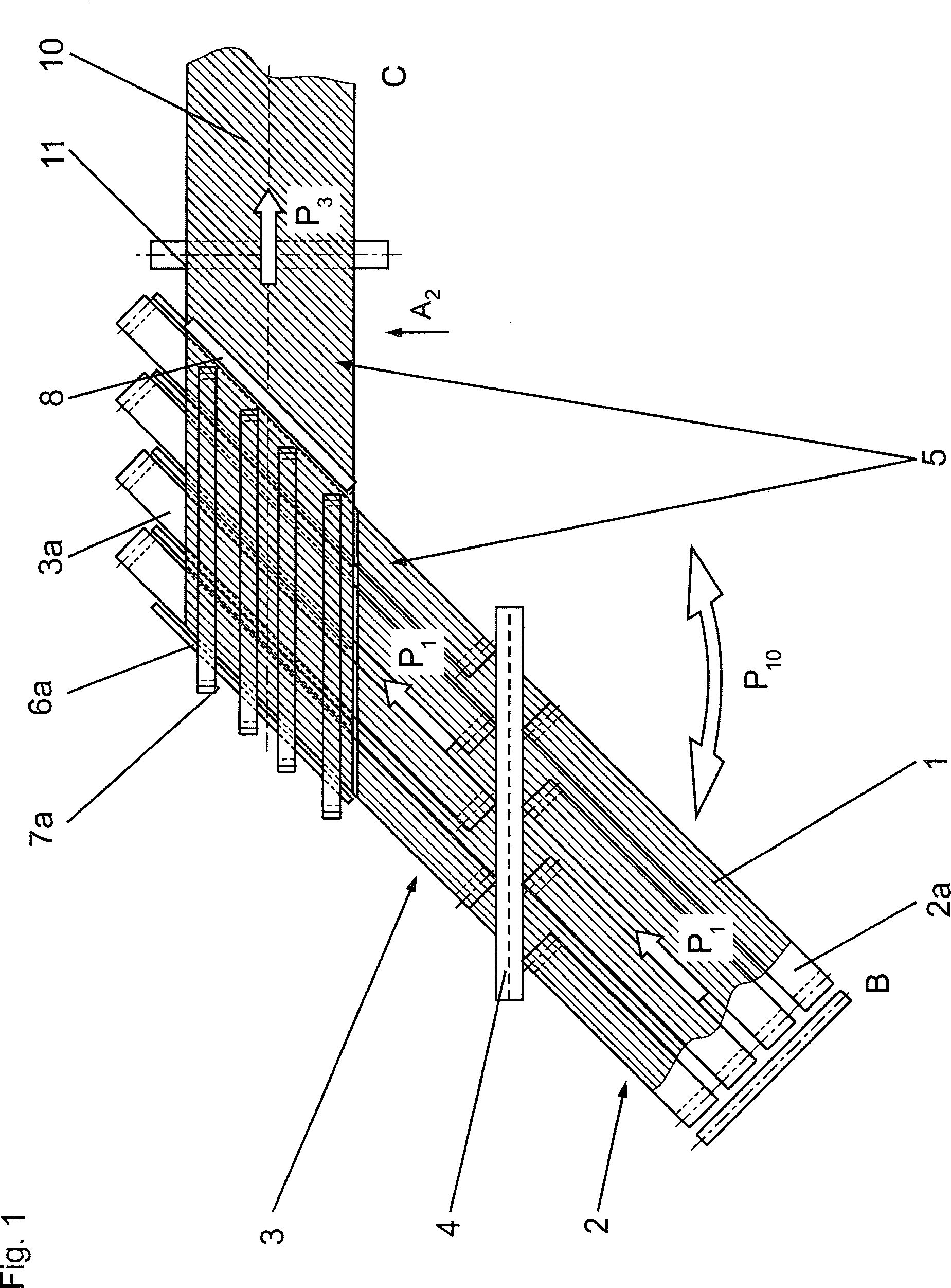
Vorrichtung weist einen ersten Transporttisch 2 und einen
an diesen unmittelbar anschließenden,
in der gleichen Ebene befindlichen Transporttisch 3 auf.
Die beiden Transporttische 2, 3 bestehen jeweils
aus einer Anzahl von Transportbändern 2a, 3a.
Bei der dargestellten Ausführungsform
sind jeweils vier Transportbänder 2a, 3a vorgesehen,
welche parallel zueinander verlaufen und zwischen sich einen vergleichsweise
schmalen Spalt einschließen. Die
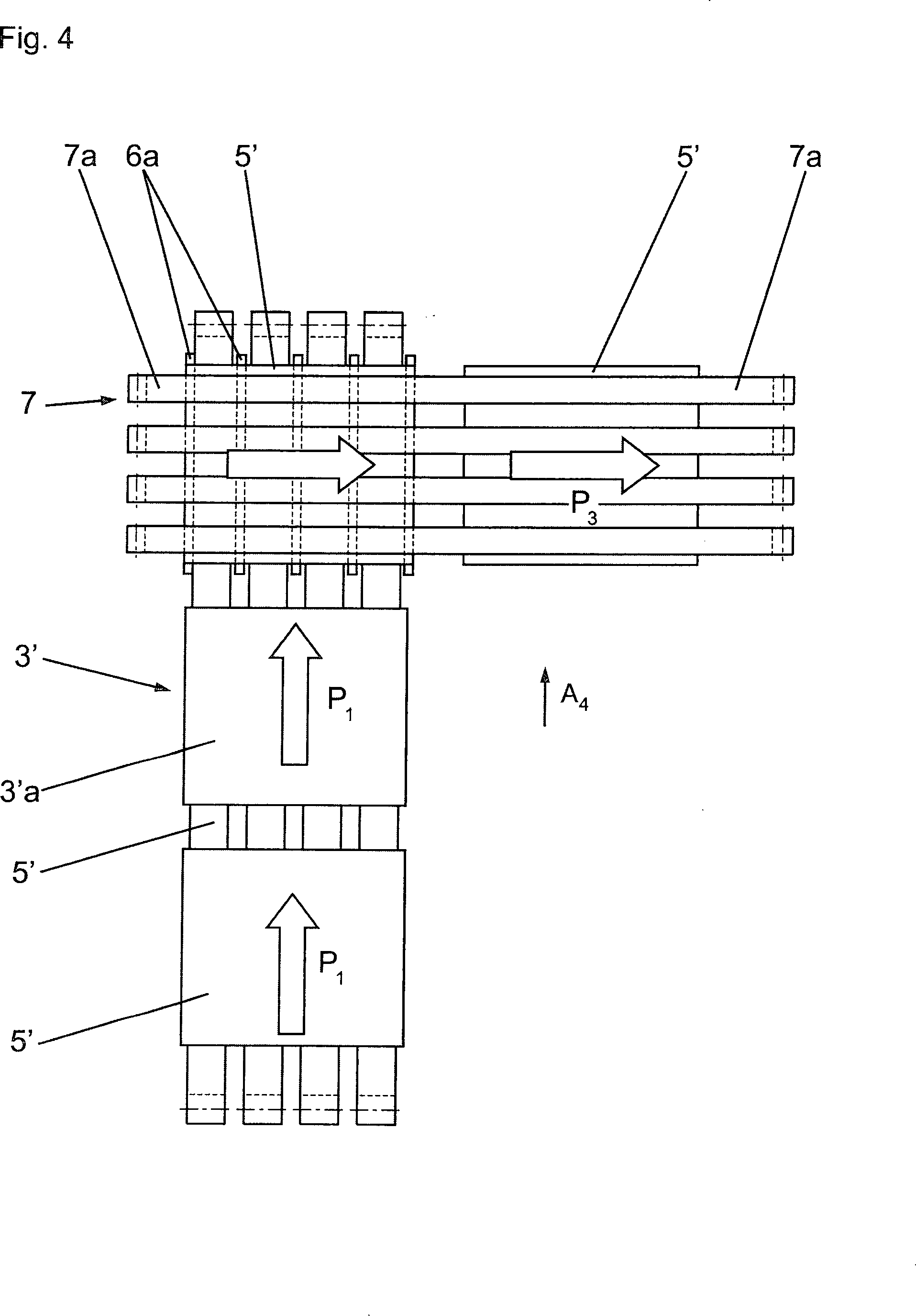
Transportbänder 2a und
die Transportbänder 3a sind
jeweils zueinander gestaffelt angeordnet, wobei ihre Staffelung übereinstimmt.
Die Verbindungsgerade zwischen den in Transportrichtung (Pfeile
P1) vorspringenden Ecken der Transportbänder 2a und
die Verbindungsgerade zwischen den in Transportrichtung rückspringenden
Ecken der Transportbänder 3a schließen einen
dem Schnittwinkel entsprechenden Winkel mit der Transportrichtung
ein. Zwischen diesen Enden der Transportbänder 2a verbleibt
ein Spalt, sodass eine Schneideinrichtung 4 das zugeführte Kordband 1 in
Bandabschnitte 5 schneiden kann. Die Schneideinrichtung 4 kann
in bekannter und daher nicht gezeigter Weise als Schere mit einem
Obermesser und einem Untermesser ausgeführt sein. Der Transporttisch 3 ist
in Förderrichtung (Pfeil
P1) derart lang ausgeführt, dass er zumindest zwei
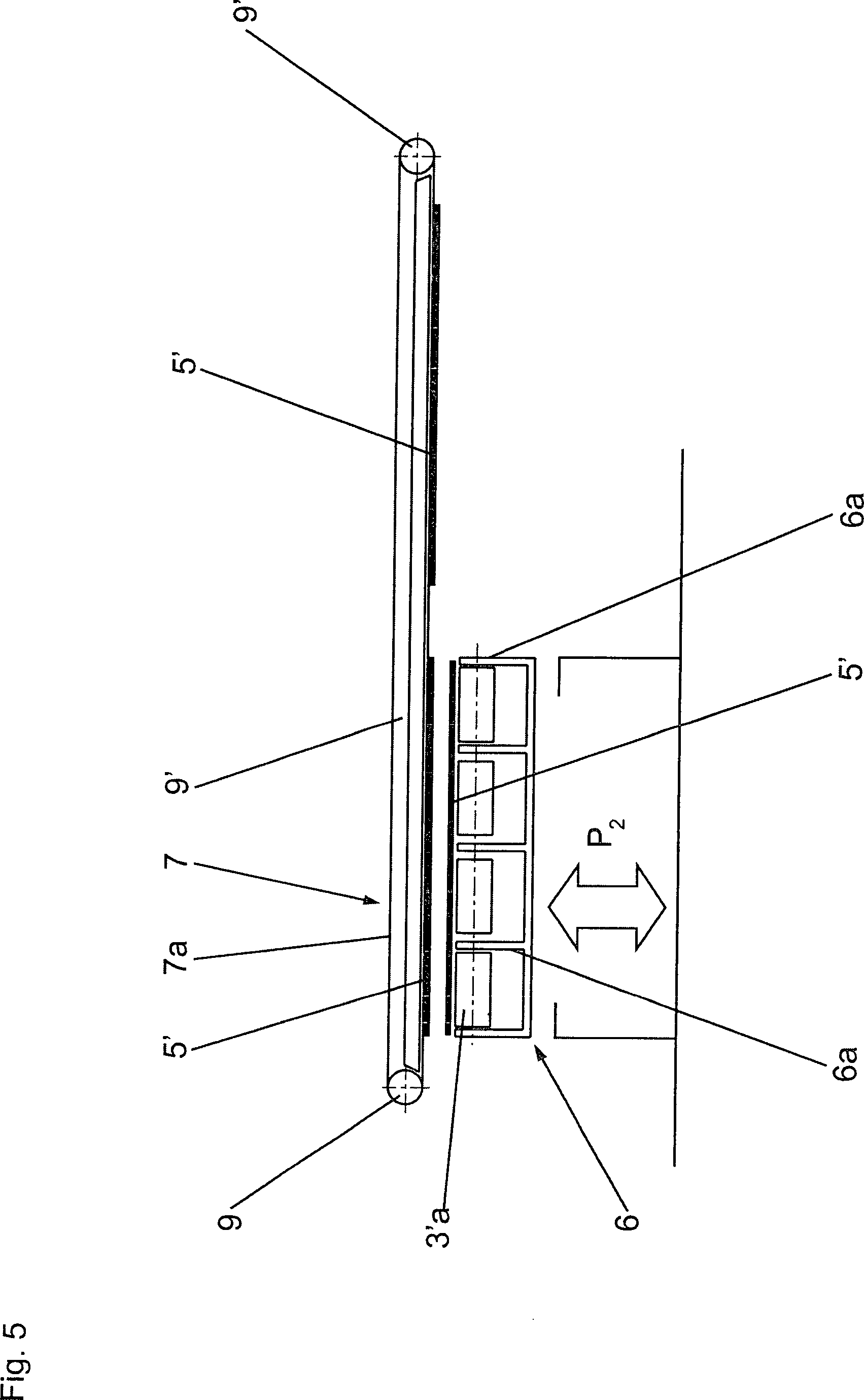
geschnittene Bandabschnitte 5 aufnehmen kann. Wie insbesondere Knapp
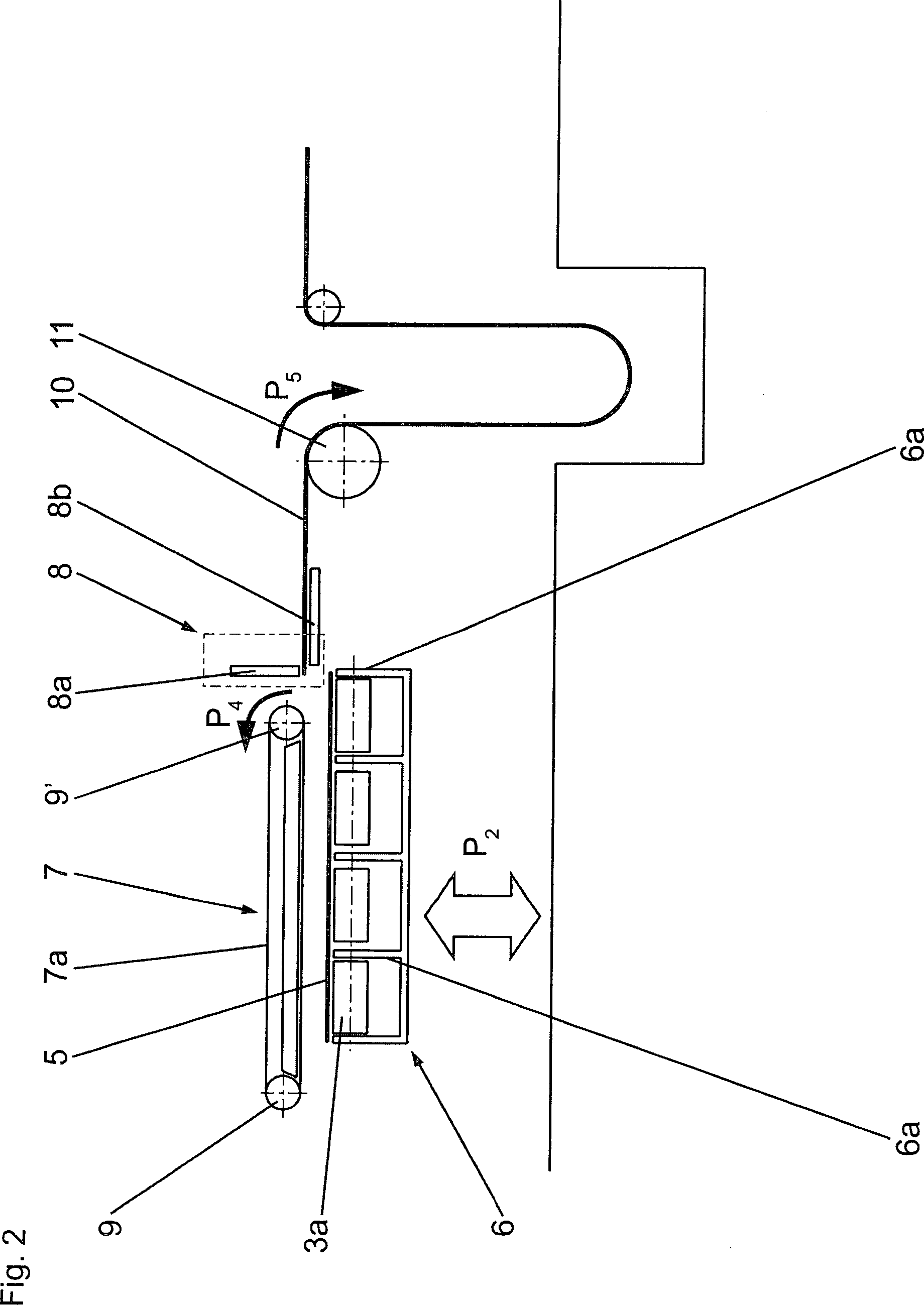
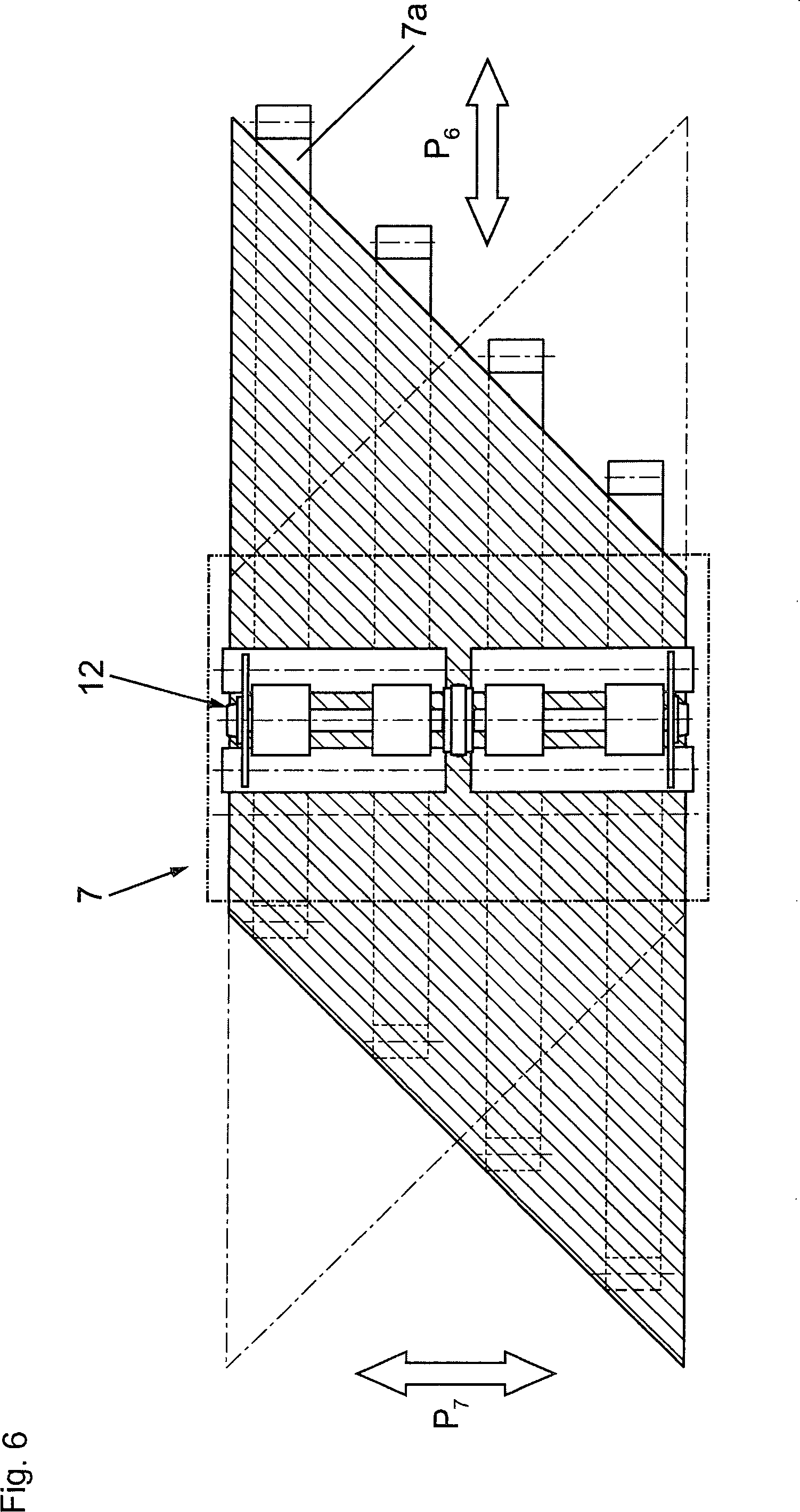
oberhalb des Transporttisches 3 ist ein Vakuumfördertisch 7 positioniert,
welcher aus einer Anzahl, beispielsweise vier, parallel zueinander und
parallel zu den Schnittkanten der Bandabschnitte 5 angeordneten
Förderbändern 7a besteht,
welche derart zueinander gestaffelt angeordnet sind, dass ihre in
Transportrichtung vorderen Enden parallel zu den ungeschnittenen
Seitenkanten der Bandabschnitte 5 angeordnet sind. Die
vorderen Enden der Förderbänder 7a des
Vakuumfördertisches 7
sind
gegenüber
der ihnen zugeordneten Seitenkante des angeschnittenen und zur Bearbeitung
vorgesehenen Bandabschnittes 5 etwas zurückversetzt,
sodass diese ungeschnittene Kante des betreffenden Bandabschnittes 5 mittels
einer Spleißeinrichtung 8, wie
noch beschrieben wird, mit der rückwärtigen Kante
der bereits gebildeten Materialbahn 10 verspleißt werden
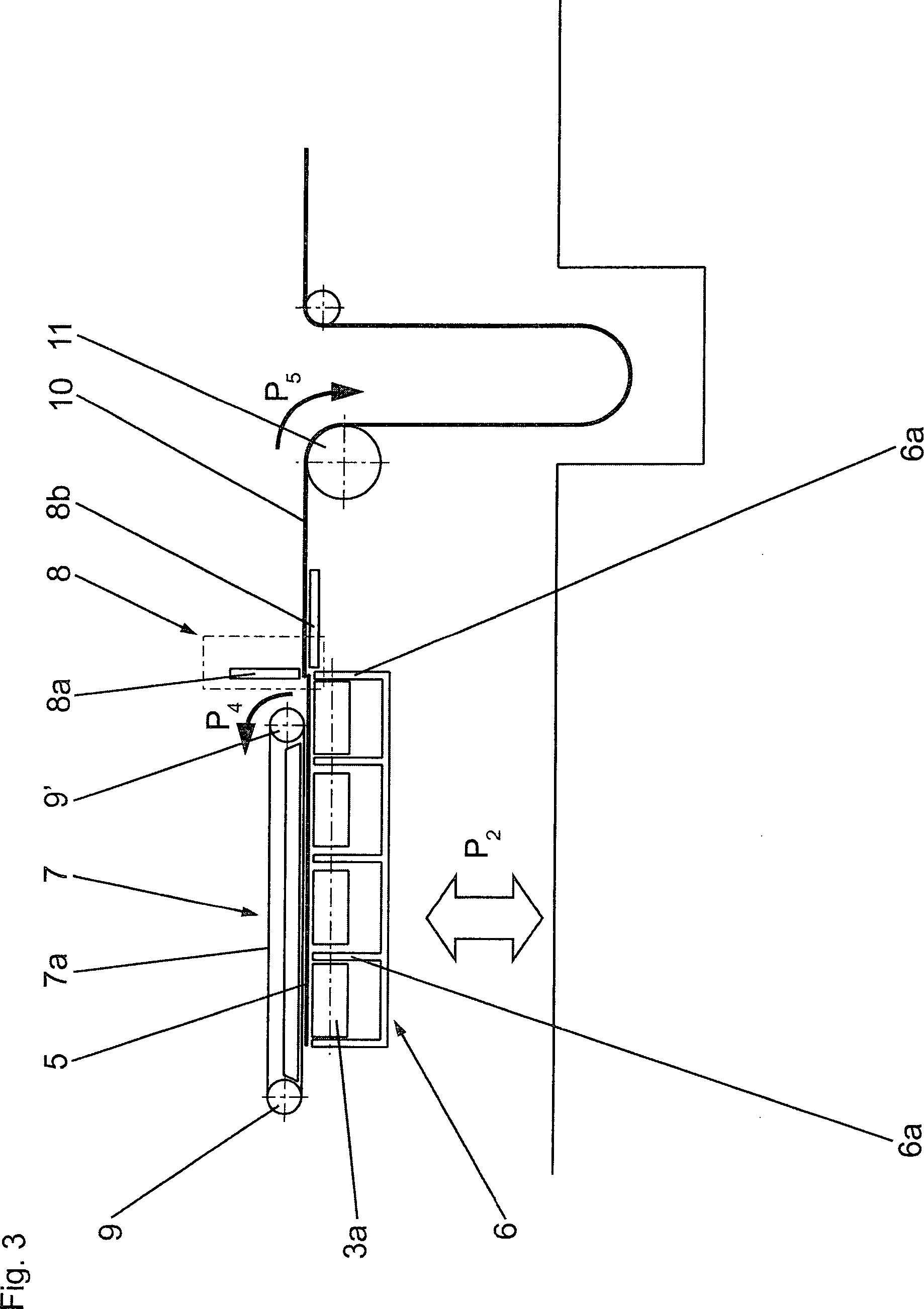
kann. Die Spleißeinrichtung 8 weist
einen horizontal positionierten Spleißtisch 8b und eine
obere Spleißleiste 8a auf.
Das Gegenstück
zur oberen Spleißleiste 8a ist
das eine außenseitig
angeordnete Hubsegment 6a, welches derart die untere Spleißleiste
bildet. Der Vakuumfördertisch 7 ist
gegenüber dem
Transporttisch 3 derart positioniert, dass sich die diesem
zugewandten Seiten der Förderbänder 7a in einem
Abstand von wenigen Zentimetern, insbesondere 3 cm bis 5 cm, zur
Oberseite des Transporttisches 3 befinden. Die Förderbänder 7a des
Vakuumfördertisches 7 sind,
wie es An
die Spleißeinrichtung 8 schließt in Richtung
zur Aufwickelseite C der gebildeten Materialbahn 10 eine
angetriebene Auszugsrolle 11 an, deren Rotationsrichtung
in Die
Bestandteile der Vorrichtung auf der Auswickelseite ( Der
Hubtisch 6 ist derart in Längsrichtung des Transporttisches 2 verschiebbar
angeordnet, dass, je nach Materialbreite, nur das direkt vor der Spleißeinrichtung 8 liegende
Material angehoben wird. Die
erfindungsgemäße Vorrichtung
arbeitet wie folgt. Das Kordband 1 wird von der Auswickelseite
B kommend auf dem Transporttisch 2 zur Schneideinrichtung 4 transportiert
und hier unter dem eingestellten Winkel – bei der dargestellten Ausführungsform
beträgt
der Winkel 45° – geschnitten. Vor
der Spleißeinrichtung 8 kann
eine nicht gezeigte Sensoreinrichtung vorgesehen sein, welche den
tatsächlichen
Verlauf der zu verspleißenden Kante
erfasst und vermisst, sodass sich die Spleißeinrichtung 8 mit
der oberen Spleißkante
an den Verlauf dieser Kante anpasst. Die
einzelnen Fördervorgänge des
Kordbandes 1, der Bandabschnitte 5 und der Materialbahn 10 können daher
derart aufeinander abgestimmt werden, dass eine signifikante Erhöhung der
Schnittfrequenz gegenüber
dem aus dem Stand der Technik bekannten Vorrichtungen und damit
eine deutliche Produktivitätssteigerung
erreichbar sind. Dies ist insbesondere auch darauf zurückzuführen, dass
der Hubtisch 6 lediglich einen sehr geringen Hub von einigen
Zentimetern durchführt,
um einen Bandabschnitt 5 an den Vakuumfördertisch 7 zu übergeben.
In diesem Zusammenhang ist es auch von Vorteil, wenn die Übergabe
mit dem Spleißvorgang
verbunden ist. Es
ist von Vorteil, am Vakuumfördertisch 7 die
zur Verfügung
stehende Ansaugfläche
möglichst variabel
einstellen zu können,
um dünnes
und großflächiges Material
in unterschiedlichen Breiten und Schnittwinkeln gut handhaben zu
können.
Besonders an den Rändern
ist es erforderlich, das Material präzise ansaugen zu können. The device has a transport table (3, 3') having several conveyor belts (3a, 3'a) and a lifter (6) which is positioned from the bottom between the conveyor belts and enters and the band section. Above the transport table, a vacuum table (7) is positioned which is elevated by the band sections. Vorrichtung zum Schneiden und Spleißen von Bandabschnitten
(5, 5')
eines klebrigen Kordbandes, mit einer Schneideinrichtung und einer
Fördereinrichtung
zum Transportieren des Kordbandes und der geschnittenen Bandabschnitte
(5, 5'),
mit einer Spleißeinrichtung
(8) zum Zusammenfügen
der Bandabschnitte (5, 5') zu einer Materialbahn (10),
sowie mit einer vertikal bewegbaren Hubeinrichtung (6) zum
Transport der Bandabschnitte (5, 5') in die Spleißposition, Vorrichtung nach Anspruch 1, dadurch gekennzeichnet,
dass vor dem Transporttisch (3, 3') ein weiterer, eine Anzahl von
Transportbändern
(2a) aufweisender Transporttisch (2) angeordnet
ist, wobei die Schneideinrichtung (4) derart anordenbar
ist, dass das Kordband zwischen den Transporttischen (2; 3, 3') schneidbar
ist. Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet,
dass die Transportbänder
(2a; 3a, 3'a)
der Transporttische (2; 3, 3') zur Wahl des Schnittwinkels
gestaffelt anordenbar sind. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet,
dass die Hubeinrichtung einen Hubtisch (6) aufweist, welcher
mit Segmenten (6a) versehen ist, die zwischen die und seitlich
der Transportbänder
(3a, 3'a)
des Transporttisches (3, 3') von unten einfahrbar sind. Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet,
dass die Spleißeinrichtung (8),
in der Transportrichtung der Bandabschnitte (5, 5') betrachtet,
dem Vakuumfördertisch
(7) nachgeordnet ist. Vorrichtung nach einem der Ansprüche 1, 4 oder 5, dadurch gekennzeichnet,
dass die Hubeinrichtung den Spleißunterteil der Spleißeinrichtung
(8) trägt. Vorrichtung nach Anspruch 1 oder 5, dadurch gekennzeichnet,
dass die gegenseitige Stellung der Segmente (6a) des Hubtisches
(6) an die Staffelung der Transportbänder (3a, 3'a) des Transporttisches (3, 3') anpassbar
ist. Vorrichtung nach einem der Ansprüche 1, 5 oder 7, dadurch gekennzeichnet,
dass der Hubtisch (6) in Längsrichtung der Transportbänder (3a)
verstellbar ist. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet,
dass der Vakuumfördertisch
(7) eine Anzahl von Förderbändern (7a)
aufweist. Vorrichtung nach Anspruch 9, dadurch gekennzeichnet,
dass die Förderbänder (7a)
parallel zu den Schnittkanten der Bandabschnitte (5, 5') ausrichtbar
sind. Vorrichtung nach Anspruch 9, dadurch gekennzeichnet,
dass die Förderbänder (7a)
des Vakuumfördertisches
(7) zur Einstellung einer gegenseitigen Staffelung gemeinsam
in ihrer Längsrichtung verstellbar
sind. Vorrichtung nach Anspruch 9 oder 10, dadurch gekennzeichnet,
dass der gegenseitige Abstand der Förderbänder (7a) des Vakuumfördertisches
(7) einstellbar ist. Vorrichtung nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet,
dass eine der Spleißeinrichtung
(8) nachgeordnete, angetriebene Auszugsrolle (11)
vorgesehen ist. Vorrichtung nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet,
dass eine Sensoreinrichtung vorgesehen ist, welche die in die Spleißeinrichtung
(8) einlaufende Kante mit einem Sensor erfasst, sodass
sich die Spleißeinrichtung
(8) mit der anderen Spleißkante entsprechend Lage und
Winkel ausrichtet.
dadurch
gekennzeichnet,
dass ein Transporttisch (3, 3') mit einer
Anzahl von Transportbändern
(3a, 3'a)
vorgesehen ist, welcher die geschnittenen Bandabschnitte (5, 5') in den Arbeitsbereich
der Hubeinrichtung (6) befördert,
dass die Hubeinrichtung
(6) unterhalb des Transporttisches (3, 3') positioniert
ist, von unten zwischen die Transportbänder (3a, 3'a) einfährt und
den Bandabschnitt (5, 5') anhebt,
und dass oberhalb
des Transporttisches (3, 3') ein Vakuumfördertisch (7) positioniert
ist, welcher den von der Hubeinrichtung (6) angehobenen Bandabschnitt
(5, 5')
durch Ansaugen übernimmt.