FLUXLESS FLIP CHIP INTERCONNECTION
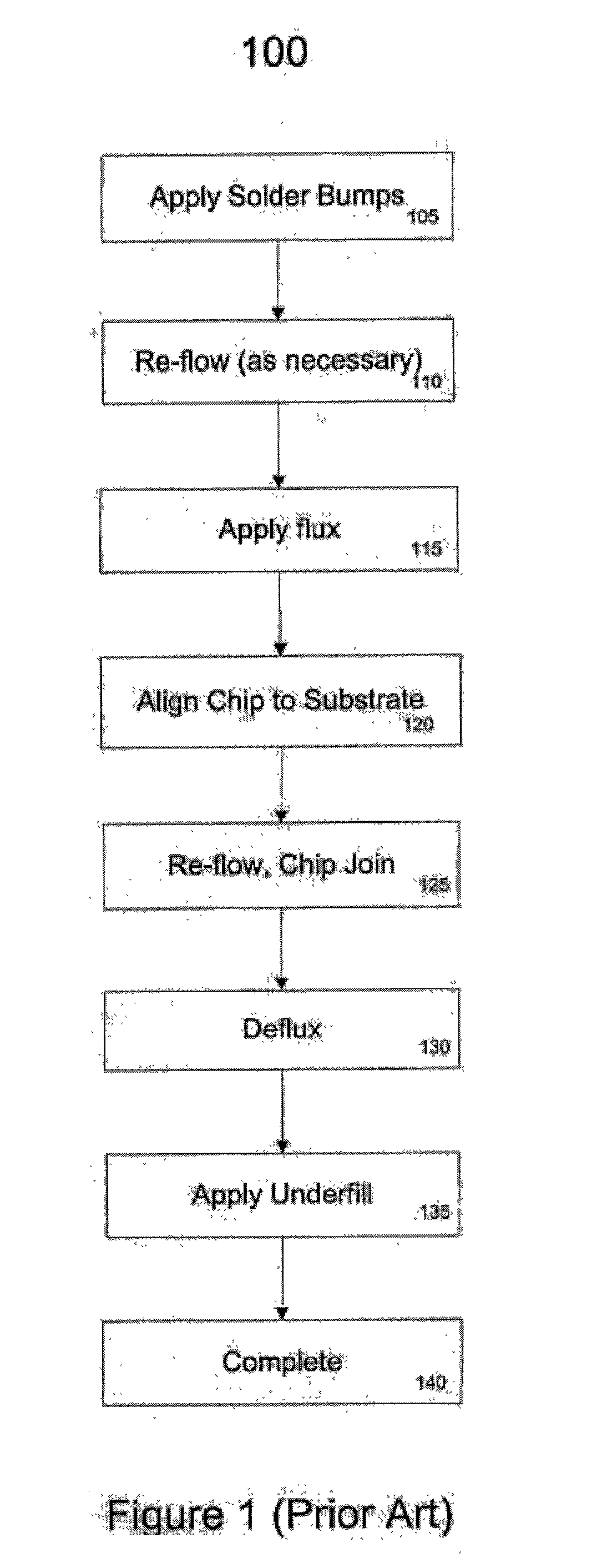
[0001] Contained herein is material that is subject to copyright protection. The copyright owner has no objection to the facsimile reproduction of the patent disclosure by any person as it appears in the Patent and Trademark Office patent files or records, but otherwise reserves all rights to the copyright whatsoever. [0002] 1. Field of the Invention [0003] The invention relates generally to the field of semi-conductor chip packaging. More particularly, the invention relates to the joining of the semi-conductor chip and a substrate using a flip chip process. [0004] 2. Description of the Related Art [0005] Traditionally, semi-conductor chips have been electrically coupled to electrical traces on a substrate via wire interconnects that are soldered on one end to the top area of a chip and soldered to trace pads on the substrate that surround the chip on the other end. These types of interconnects are not particularly space-efficient, requiring area for both the footprint of the chip and a trace pad perimeter. To more efficiently utilize the substrate surface and facilitate smaller chip packages, the flip chip interconnection process was developed. Essentially, the active surface of the semi-conductor chip is flipped over to face the substrate and the chip is soldered directly to trace pads located adjacent to the active surface. The result is a more compact and space-efficient package. [0006] One of the most successful and effective methods of electrically connecting a flipped chip to a substrate utilizes controlled-collapse chip connection technology (C4). [0007] In box 115, a flux is applied to at least one of the surfaces to be joined. Typically, the flux comprises a vehicle and an activator. The flux vehicle acts to isolate the surface of the solder from the atmosphere during a second re-flow, minimizing the risks of oxidation while the solder is hot and/or molten. The flux vehicle is generally tacky and provides an adhesive force to hold the chip and substrate together prior to the second re-flow. The activator is typically an organic or inorganic acid that removes any oxides or surface films present on the solder facilitating solder wetting of the metallic surfaces to be joined. In box 120, the flux bearing surfaces of the chip and substrate are placed in contact with each other in general alignment. [0008] Next, as illustrated in box 125, the second re-flow is performed by heating the chip and substrate package to a temperature above the solder's melting point. The molten solder bumps wet the corresponding metal bumps and the surface tension of the molten solder causes the metal bumps to self-align with each of the corresponding substrate pads. The newly formed interconnects are then cooled to solidify the solder. [0009] Any flux or flux residue is removed from the chip and substrate package in a defluxing operation as indicated in box 130. This operation will typically include solvent washing the package to remove flux residue. A post-interconnection bake cycle may also be specified to volatilize any remaining solvent or low boiling point flux constituents. [0010] An epoxy under-fill is applied between the active surface of the chip and the top surface of the substrate to surround and support the solder interconnects. Under-filling significantly increases the reliability and fatigue resistance of the package's interconnections. The under-fill helps to more evenly distribute stress caused by thermally induced strains due to the differences in coefficients of thermal expansion (CTE) between the chip and substrate across the entire surface of the chip and substrate. If the gap between the interconnected chip and substrate were not under-filled, the stress would be carried by the relatively thin solder interconnects, often resulting in premature package failure. However, in order for the under-fill to perform properly, it must be well-adhered to the chip and substrate surfaces. Even a thin film of flux residue can cause premature delamination of a bonded surface, eventually resulting in failure in one or more of the interconnects. Accordingly, one of the great challenges using C4 technology has been to completely remove all flux residues from the package. This has become especially troublesome as the thickness of the gap between the chip and the substrate has decreased. [0011] The total throughput time (TPT), or the time it takes to create a soldered chip, is affected significantly by the time required to remove residues from the protective flux, which can be particularly time-consuming. For instance, chemical defluxing may take minutes while a post-bake to remove any remaining flux or solvent residue may take several hours. Fluxes have been developed that completely volatilize at elevated temperature. However, because the flux is required in the C4 process to hold the chip and substrate together before re-flow, only those fluxes that have volatilization temperature at or above the solder melting point are suitable for use with the C4 process. The small thickness of the gap distance between the chip and the substrate coupled with the flux's high volatilization temperatures, however, make it difficult, if not impossible, to boil off all of the flux residues during the re-flow process or in a subsequent post-bake operation at a temperature slightly below solder melting temperature. The long post-bake times and defluxing operations required to volatize the flux eliminate any opportunity for significant TPT reductions. [0012] The present invention is illustrated by way of example, and not by way of limitation, in the figures of the accompanying drawings and in which like reference numerals refer to similar elements and in which: [0013] [0014] [0015] [0016] [0017] [0018] [0019] [0020] A flip chip method for interconnecting a chip to a substrate without using flux is described. Through the use of a thermo-compression bonder (or a similarly equipped apparatus) that uses contact pressure to hold the chip and the associated substrate in general alignment prior to re-flow of the solder bumps, the need to use a flux that can adhesively hold the chip and substrate together until solder bump re-flow is eliminated. Accordingly, through the use of a metal cap of an oxidation-resistant noble metal to protect the metal bump (or protrusion) during the elevated temperature joining process, the use of a flux can be eliminated entirely. Advantageously, by eliminating the time-consuming deflux and bake cycles, the TPT is significantly reduced. The use of a thermo-compression bonder to perform the joining operation further deceases the TPT as opposed to prior art C4 joins that used an oven to provide the necessary heat for solder re-flow. Additionally, the integrity of the under-fill bonds with the surfaces of the chip and substrate is potentially increased, resulting in chip packages with higher fatigue resistance and longer expected life-spans. [0021] [0022] Typically, as indicated in block 215, metal bumps are applied to the bond pads on the chip, although in alternative embodiments the metal bumps may be applied to the substrate instead. The metal bumps may be applied to the bonding pad by any number of methods as would be known to one skilled in the art including, but not limited to, vapor deposition, plating, and wire bumping. Ideally, a bump metal is chosen that has good electrical properties. Traditionally, an oxidation-resistant, lead-based bump metal such as a 97% Pb3% Sn alloy has been utilized in conventional C4 flip chip joining processes. Lead-based bump metals, and solders for that matter, provide necessary oxidation resistance, especially when a flux is used, during the furnace temperature ramp up and hold times utilized in a conventional C4 process. The lead-based bump metals, however, have relatively poor electrical properties, providing significant room for improvement. In embodiments of the present invention, the ramp up and hold times are relatively short (100 degrees@ second ramp and 1-5 second hold); thereby, the potential for significant oxidation is minimized and a more reactive base metal with superior electrical properties may be utilized in the metal bumps. In the preferred embodiment, copper base metal bumps are specified. [0023] To help ensure the surface of the metal bumps remain oxidation free prior to solder re-flow and joining, the joining surfaces of the metal bumps are fitted with a metal cap as indicated in block 220. The metal cap is typically comprised of a metal or metal alloy having good oxidation resistance at elevated temperatures of 100 to 300 degrees Celsius. Suitable metals include the noble metals, such as platinum, iridium, gold and palladium. Preferably, a metal is specified that has reasonable electrical properties as well. The metal caps may be applied to the metal bumps using a number of methods that would be known to one of skill in the art, including plating and vapor deposition. [0024] Referring to block 225 of [0025] Next, in block 230, the interconnection cycle is commenced. First, as shown in [0026] Unlike the C4 wherein the re-flow is performed in an oven, the total period of time that the metal bumps and the solder are exposed to elevated temperatures is very short. Accordingly, there is little time for a significant amount of oxidation to occur to the preferred tin and silver solder bumps. Additionally, the oxides that could inhibit wetting of the bump metal by the solder do not form on the oxidation resistant metal cap at the elevated interconnect temperatures. [0027] In the preferred embodiment, as mentioned supra, a 96.5% Sn 3.5% Ag solder is utilized to form the solder bumps. This solder has a melting point of approximately 221 degrees Celsius and requires a re-flow temperature at least a few degrees greater than the melting point. As discussed supra, prior art methods such as C4 typically utilized lead based solders (such as 37% lead 63% tin) that have melting points of less than 190 degrees Celsius. The lower melting point solders are especially necessary when joining a chip to a pinned substrate using a C4 process, since temperatures in excess of 210 degrees Celsius can cause softening of the pinning solder (typically, 95% tin 5% antimony which begins melting around 232 degrees Celsius), resulting in movement of the pins. In preferred embodiments of the present invention using a 96.5% Sn 3.5% Ag solder, the temperature of the pinning solder does not exceed 200 degrees Celsius. The temperature gradient between the chip-to-pulse heat tool interface at the high end and the platen-to-substrate interface at the low end never has the opportunity to equalize in the short time the pulse heat tool is energized. [0028] Referring back to [0029] Alternative Embodiments [0030] In the foregoing description, for the purposes of explanation, numerous specific details have been set forth in order to provide a thorough understanding of the present invention. The detailed description and embodiments discussed herein are not intended to limit the scope of the invention as claimed. To the contrary, embodiments of the claims have been contemplated that encompass the full breadth of the claim language. Accordingly, the present invention may be practiced without some of the specific detail provided herein. [0031] For instance, the embodiments of the invention have been described above primarily in terms of a flip chip joining process using a thermo-compression bonder. It is conceivable that other apparatus may be used to accomplish the limitations of the clams as would be obvious to one of ordinary skill in the art. Likewise, although the process has been described in terms of an exemplary embodiment wherein a 96.5% tin 3.5% silver solder is used, other suitable solders are contemplated. In the preferred embodiment, the pressure applied to the chip against the substrate is removed once the solder bumps have begun to melt, however alternative embodiments are contemplated wherein at least some pressure is maintained against the chip throughout the interconnection process. Furthermore, in other alternative embodiments it is contemplated that a thin coating of no-clean flux having a volatilization temperature below the melting temperature of the solder may be applied to the solder bumps to remove any oxides from the solder bumps during heat up. The no-clean flux would completely boil off prior to completion of the chip join, eliminating the need for any subsequent de-fluxing or bake operations. In the embodiments described heretofore, the metal bumps have been applied to the chip surface and the solder bumps have been applied to the substrate, however it is contemplated the placement of the metal and solder bumps may be reversed. A flip chip method of joining a chip and a substrate is described. A thermo-compression bonder is utilized to align the chip and substrate and apply a contact force to hold solder bumps on the substrate against metal bumps on the chip. The chip is rapidly heated from its non-native side by a pulse heater in the head of the bonder until the re-flow temperature of the solder bumps is reached. Proximate with reaching the re-flow temperature at the solder bumps, the contact force is released. The solder is held above its re-flow temperature for several seconds to facilitate wetting of the substrate's metal protrusions and joining. Metal caps comprised of a noble metal such as palladium is applied to the surface of the metal bumps to prevent the metal bumps (which generally comprise a highly-conductive and highly-reactive metal such as copper) from oxidizing in the elevated temperatures just prior to and during the re-flow operation. 1. A method comprising:
aligning a substrate with a corresponding chip,
the substrate having opposing a first and second substrate surfaces, the first substrate surface having a plurality of solder bumps attached thereto, the solder bumps having a melting temperature,
the chip having opposing first and second chip surfaces, the first chip surface having metal protrusions attached thereto, the metal protrusions at least partially covered with a metal cap, the metal protrusions primarily comprising a first metal and the metal cap primarily comprising a second metal; bringing the plurality of solder bumps and the plurality of bump metal protrusions in contact with each other; and heating the plurality of solder bumps to a first temperature greater than the melting temperature to melt the plurality of solder bumps. 2. The method of 3. The method of 4. The method of 5. The method of 6. The method of 7. The method of 8. The method of 9. The method of 10. The method of 11. A chip/substrate package produced using the method of 12. A method comprising:
placing either a substrate or a chip in a first fixture,
the substrate or chip having deposited thereon a plurality of solder bumps, the solder bumps having a melting point at a first temperature, the first fixture being maintained at a second temperature below the first temperature; placing the other of the chip or the substrate in a second fixture,
the other of the chip or substrate have affixed thereto a plurality of metal protrusions primarily comprised of a first metal, the plurality of metal protrusions each being at least partially coated a metal cap, the metal cap primarily comprising a second metal; bringing the plurality of solder bumps into contact with the plurality of metal protrusions by moving the one or both of the first and second fixtures towards each other; rapidly heating a heater coupled with the first or second fixtures from a third temperature to a fourth temperature,
the third temperature being lower than the first temperature, and the fourth temperature being higher than the first temperature; holding the heater approximately at or above the fourth temperature until the plurality of solder bumps have melted and have wetted at least a portion of the metal cap of each metal protrusion. 13. The method of 14. The method of 15. The method of 16. The method of 17. A chip/substrate package produced using the method of 18. A flip chip method of joining a chip and substrate comprising:
applying metal protrusions to electrical interconnect pads on an active surface of a chip, the chip also having second surface opposite the active surface, the metal protrusions comprising a first metal and having a surface, wherein a metal cap comprising an oxidation resistant metal or metal alloy is cover at least a portion of the surface; applying lead-free solder bumps to electrical interconnect pads on a top surface of a substrate, the substrate also having a bottom surface opposite the top surface, the solder bumps having a melting temperature, the melting temperature being within the range of 200-240 degrees Celsius; placing the bottom surface of the substrate on a platen of a thermo-compression bonder, the platen being maintained at a first temperature that is less than the melting temperature, the first temperature being within the range of 70-190 degrees Celsius; affixing the second surface of the chip to a head of the thermo-compression bonder, the head including a heater, the head being maintained at a second temperature, the second temperature being less than 120 degrees Celsius; generally aligning the solder bumps with corresponding metal protrusions; lowering the head or raising the platen to bring the solder bumps into contact with the metal protrusions; applying a contact force to hold the solder bumps and corresponding metal protrusions together; rapidly increasing the temperature of the heater to a third temperature until the top surface of the substrate reaches a fourth temperature, the third temperature being within the range of 250-400 degrees Celsius, the fourth temperature being greater than the melting temperature; and holding the top surface at the fourth temperature for a period of time. 19. The method of 20. The method of removing an interconnected chip and substrate package from the thermo-compression bonder after the period of time has expired and the solder bumps have solidified. 21. The method of 22. A chip/substrate package produced using the method of 23. A method comprising:
applying a plurality of metal protrusions to a chip surface of a chip, the plurality of metal protrusions primarily comprising a first metal; and coating the plurality of metal protrusions, at least partially, with metal caps, the metal caps primarily comprising a second metal. 24. The method of 25. The method of 26. The method of 27. A semiconductor device comprising:
a chip, the chip having a first chip surface, the first chip surface having a plurality of conductive chip bonding pads distributed thereon; a substrate, the substrate having opposing first and second substrate surfaces, the first substrate surface facing and spaced from the first chip surface, and having a plurality of conductive substrate bonding pads distributed thereon; a plurality of metal protrusions, the plurality of metal protrusions comprised primarily of a first metal attached to each of the plurality of conductive chip bonding pads on a first end, each metal protrusion of the plurality of metal protrusions having a metal cap covering a second end and spanning at least a portion of the space between the first chip surface and the first substrate surface, the metal cap comprised primarily of a second metal; a plurality of re-flowed solder bumps, each re-flowed solder bump of the plurality of re-flowed solder bumps conductively bonded to both a conductive substrate pad of the plurality of conductive substrate pads and a metal cap. 28. The semiconductor device of 29. The semiconductor device of 30. The semiconductor device of COPYRIGHT NOTICE
BACKGROUND OF THE INVENTION
BRIEF DESCRIPTION OF THE SEVERAL VIEWS OF THE DRAWINGS
DETAILED DESCRIPTION OF THE INVENTION